Изобретение относится к электродуговой сварке плавящимся или неплавящимся электродом в среде защитных газов и предназначено для применения в различных отраслях машиностроения (авиационной, судостроительной, химической и др.) для соединения металлических материалов.
Известен способ электродуговой сварки в защитных газах [1], предусматривающий подачу газа через несколько кольцевых потоков, которые располагают на расстоянии друг от друга для повышения устойчивости местной защиты к воздействию возмущений внешней среды.
Недостатком известного способа является повышенный расход защитного газа.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ дуговой сварки в защитных газах с водяным экраном в форме обратного конуса [2].
Известный способ неприменим в обычных условиях атмосферной среды.
Цель изобретения - повышение качества сварки и значительное уменьшение расхода защитного инертного газа путем повышения устойчивости местной защиты к воздействию возмущений внешней среды.
Поставленная цель достигается тем, что при использовании способа дуговой сварки в защитных газах с водяным экраном в форме обратного конуса, ограничивающих дугу и сварочную ванну, обеспечивают уменьшение толщины слоя водяного экрана сверху вниз, а водяному экрану перед входом в кольцевую щель придают вращательное движение, пропуская его через многозаходные винтовые каналы, воду конического водяного экрана в самой нижней части у поверхности свариваемого изделия собирают и отводят посредством вакуум-насоса с ресивером с многократным использованием отводимой воды по замкнутому циклу, с охлаждением и частичным исполнением.
Предлагаемый способ дуговой сварки в защитных газах с водяным экраном за счет своих отличительных признаков обеспечивает решение поставленной технической задачи - повышение качества сварки и значительное уменьшение расхода защитного газа путем повышения устойчивости местной защиты к воздействию возмущений внешней среды.
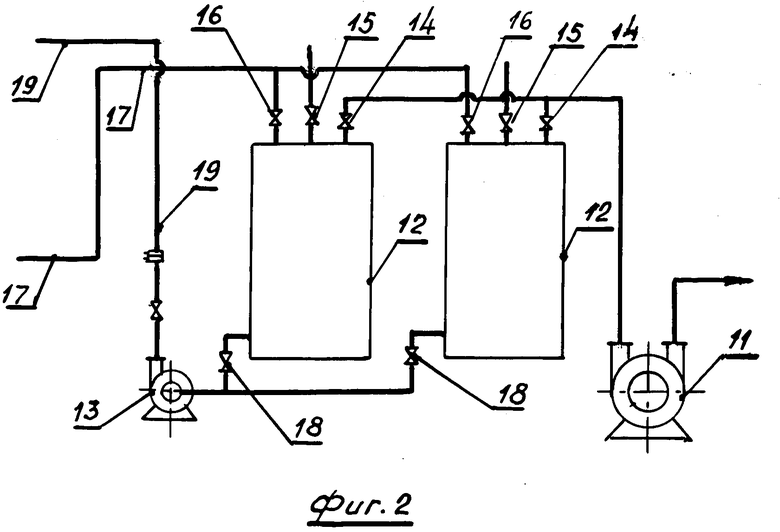
На фиг. 1 схематически представлена горелка для дуговой сварки в защитных газах с водяным экраном (увеличенный масштаб) для реализации предлагаемого способа; на фиг. 2 представлена технологическая схема установки с горелкой для дуговой сварки в защитных газах с водяным экраном.
Горелка для дуговой сварки в защитных газах с водяным экраном включает корпус 1, электрод 2, кольцевой канал 3, выполненный в виде усеченного конуса, ориентированного большим основанием вниз с уменьшающейся толщиной канала сверху вниз, верхней частью кольцевой канал 3 подсоединен к закручивающейся кольцевой камере с многозаходными винтовыми шнековыми каналами 4, к корпусу 1 подсоединен патрубок 5 для подвода защитного газа в пространстве вокруг электрода 2, к верхней части закручивающей камеры 4 подсоединен патрубок 6 для отвода циркулирующей воды, которая после прохождения через камеру 4 выходит из кольцевого канала 3 в виде вращающейся конической водной завесы 7 с уменьшающейся толщиной сверху вниз, водяная завеса 7 сливается в тороидальный сборник 8, прикрепленный к корпусу 1 жесткой пластиной 9, к тороидальному сборнику 8 снизу подсоединен патрубок 10 для отсасывания из сборника 8 воды вакуум-насосом 11 через ресивер 12, для подачи из ресивера 12 циркулирующей воды в закручивающую камеру 4 через патрубок 6 служит центробежный насос 13, для периодического подключения к работе одного из двух ресиверов 12 к вакуум-насосу 11 служат патрубки и соответственно ресиверы 12 с вакуум-насосом 11, арматурой и с патрубком 6 камеры 4 через трубопровод 17, для периодического поочередного подключения одного из ресиверов 12 к питающему циркулирующему насосу 13 служат патрубки с вентилями 18, подсоединенные к нижним частям ресиверов, подача циркулирующей воды насосом 13 в патрубок 6 закручивающей камеры 14 осуществляется по трубопроводу 19, корпус горелки 1 со сборником 8 располагается в условиях работы в непосредственной близости над свариваемыми деталями 20.
Горелка для дуговой сварки в защитных газах с водяным экраном работает следующим образом.
Защитный газ подают по патрубку 6 (фиг. 1, 2) в пространство вокруг электрода 2 в корпусе 1 и подают циркулирующую воду по патрубку 6 в закручивающую винтовую камеру 4 включением циркуляционного насоса 13 и вакуум-насоса 11 и включают электродуговую сварку, при этом тороидальный сборник воды 8 на расстоянии от свариваемых деталей 20. Минимальный расход воды, подаваемой насосом 13 по трубопроводу 19 и патрубок 6 закручивающей камеры 4, должен обеспечивать достаточную динамическую жесткость водяного экрана 7, а максимальный расход воды, подаваемый насосом 13, должен обеспечить нормальную работу тороидального сборника 8 (без переполнения) и откачивание из сборника 8 циркулирующей воды вакуум-насосом 11 через ресивер 12. В условиях сварки образующийся вращающийся водяной экран 7 обладает значительной динамической устойчивостью, особенно в нижней части при уменьшении толщины слоя водяного экрана и соответственного увеличения окружной скорости вращения водяного экрана 7. Система патрубка с вентилями 14, 15 и 16 позволяет попеременно работать на одном из двух ресиверов 12.
Инертный защитный газ подается по патрубку 5 в пространство вокруг электрода 2, в окружение сварочной дуги и сварочной ванны и проникает под тороидальным сборником 8 и над свариваемыми изделиями 20, вытесняя оттуда атмосферный воздух. При этом для вытеснения воздуха потребуется очень малое количество защитного газа, так как водяной экран 7 обладает очень высокой динамической жесткостью для надежной защиты от воздействия возмущений внешней среды на сварочную дугу и ванну.
Предлагаемый способ дуговой сварки позволяет проводить сварку на режимах с дугой большой мощности на открытой местности при наличии ветра. При этом значительно снижается расход защитного инертного газа и повышается качество сварных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1996 |
|
RU2104844C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2123416C1 |
| ГОРЕЛКА ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 1996 |
|
RU2123415C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1996 |
|
RU2122927C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ В СУШИЛЬНОЙ КАМЕРЕ | 1996 |
|
RU2115075C1 |
| СПОСОБ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ ОТ САЖИ | 1992 |
|
RU2057276C1 |
| ДВУХПОТОЧНАЯ ГАЗОВАЯ ГОРЕЛКА | 1996 |
|
RU2115064C1 |
| СУШИЛЬНАЯ РЕЦИРКУЛЯЦИОННАЯ КАМЕРА ДЛЯ ПИЛОМАТЕРИАЛОВ | 1996 |
|
RU2116591C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ В СУШИЛКЕ | 1996 |
|
RU2115074C1 |
| РЕЦИРКУЛЯЦИОННАЯ СУШИЛКА ДЛЯ ПИЛОМАТЕРИАЛОВ | 1996 |
|
RU2115871C1 |
Изобретение применимо в различных отраслях машиностроения для соединения металлических материалов. Способ дуговой сварки в защитных газах осуществляют горелкой с водяным экраном. Водяной экран ограничивает дугу и сварочную ванну. Его подают в форме обратного конуса через кольцевой канал горелки. Толщину слоя экрана уменьшают сверху вниз. Перед входом в кольцевой канал экран пропускают через винтовые каналы. Экрану придают вращательное движение. Воду экрана в самой его нижней части у поверхности изделия собирают и отводят вакуум-насосом с ресивером. Отводимую воду многократно используют по замкнутому циклу с охлаждением и частичным пополнением. 2 ил.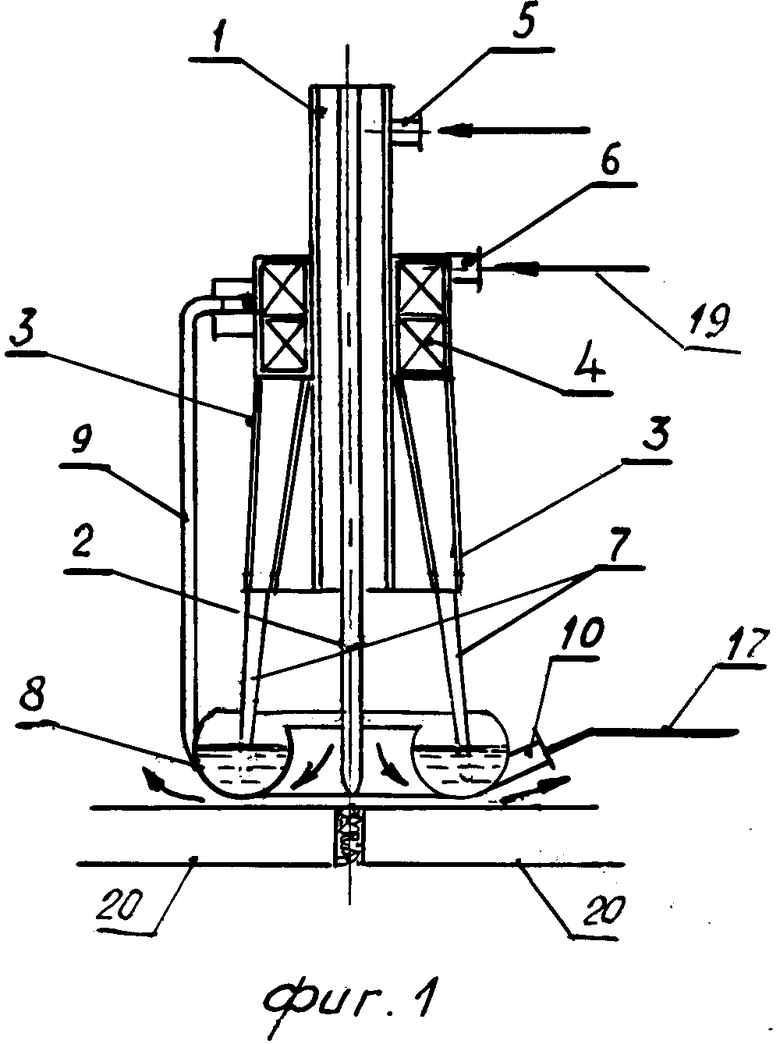
Способ дуговой сварки в защитных газах горелкой с водяным экраном в форме обратного конуса, ограничивающим дугу и сварочную ванну и подаваемым через кольцевой канал, отличающийся тем, что обеспечивают уменьшение толщины слоя водяного экрана сверху вниз, водяному экрану перед входом в кольцевой канал придают вращательное движение, пропуская его через винтовые каналы, воду конического водяного экрана в самой его нижней части у поверхности свариваемого изделия собирают и отводят посредством вакуум-насоса с ресивером с многократным использованием отводимой воды по замкнутому циклу с охлаждением и частичным пополнением.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 795802, кл.B 23 K 9/16, 1981 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 680622, кл.B 23 K 9/16, 1979. | |||

