Предлагаемое изобретение относится к электродуговой сварке плавящимся и неплавящимся электродом с использованием защитных газов и может найти применение в различных отраслях промышленности для создания металлических материалов, где применяется сварка в среде защитных газов.
Известна горелка для дуговой сварки в среде защитных газов, содержащая корпус, установленную в нем цангу, электродержатель, токопровод, электрод, газоподводящий канал (А.с. СССР N 498119, кл. B 23 K 9/16, 1974).
Недостатком известной горелки является большой расход защитных газов.
Наиболее близкой к заявляемой по технической сущности и достигаемому эффекту является горелка для дуговой сварки в среде защитных газов, содержащая корпус, токоподводящую трубку с электродом, сопло с кольцевыми каналами для подачи защитного газа и кольцевую камеру с патрубком (SU 712216, B 23 K 9/16, 30.01.80).
Задача изобретения - повышение качества сварки, значительное уменьшение расхода защитного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды.
Поставленная задача достигается тем, что горелка для дуговой сварки в среде защитных газов, содержащая корпус с установленной в нем токоподводящей трубкой с электродом, сопло с кольцевыми каналами для подачи защитного газа и кольцевую камеру с патрубком подвода защитного газа, горелка снабжена фланцем, наружным корпусом с фланцем, внутренней трубой и устройством для закручивания потока газа, выполненным в виде направляющего горизонтального диска, при этом между внутренней трубой и наружным корпусом образован наружный кольцевой канал в виде усеченного конуса, ориентированного большим основанием вверх и соответственно с меньшей толщиной канала на выходе, направляющий горизонтальный диск размещен в наружной кольцевой камере и периферийной наружной частью плотно зажат между вышеупомянутыми фланцами, а периферийной внутренней частью закреплен на фланце, причем в направляющем горизонтальном диске выполнены арочные прорези выпуклостями вниз с тангенциально направленными осями в одну и ту же сторону и связанными с кольцевой камерой.
Сообщение защитному газу вращательного движения в наружном кольцевом канале с увеличением угловой скорости вращения кольцевой струи в направлении сверху вниз вследствие уменьшения толщины струи согласно закону сохранения количества движения, что обеспечивает повышение газодинамической жесткости защитного кольцевого потока инертного газа.
Предлагаемая горелка для дуговой сварки в среде защитных газов за счет своих отличительных признаков обеспечивает решение поставленной технической задачи - значительное повышение качества сварки и значительное уменьшение расхода защитного инертного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды.
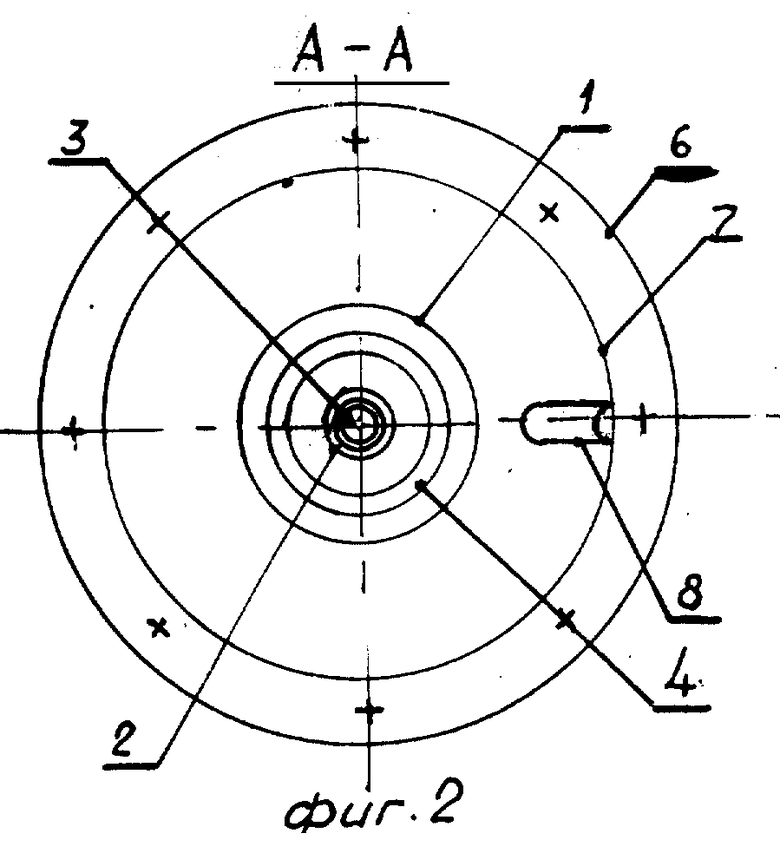
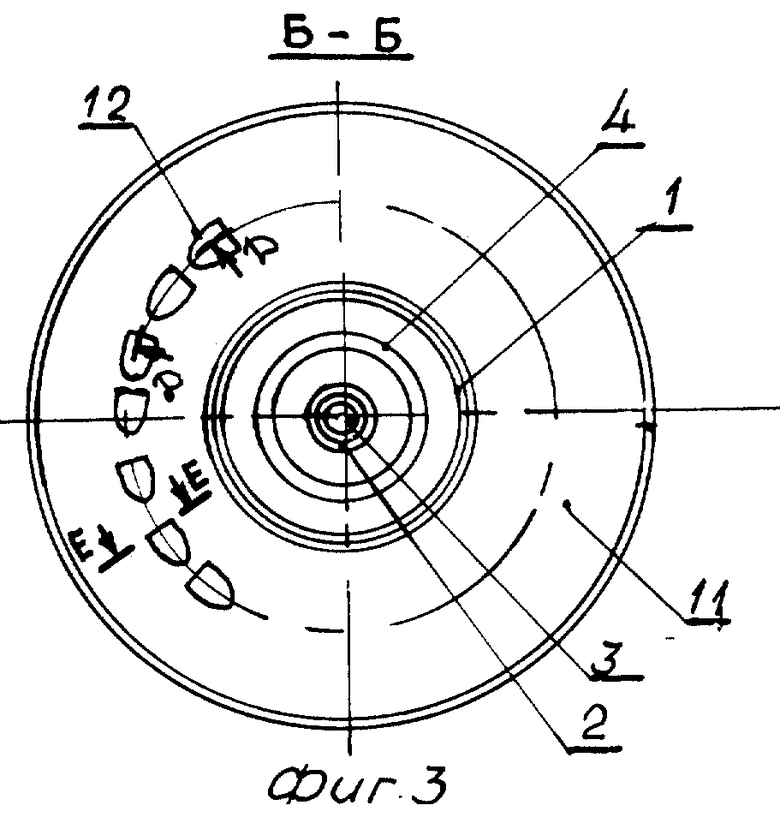
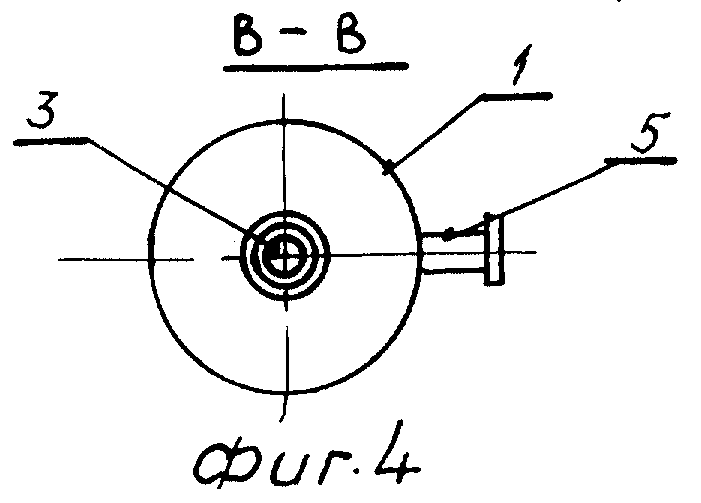
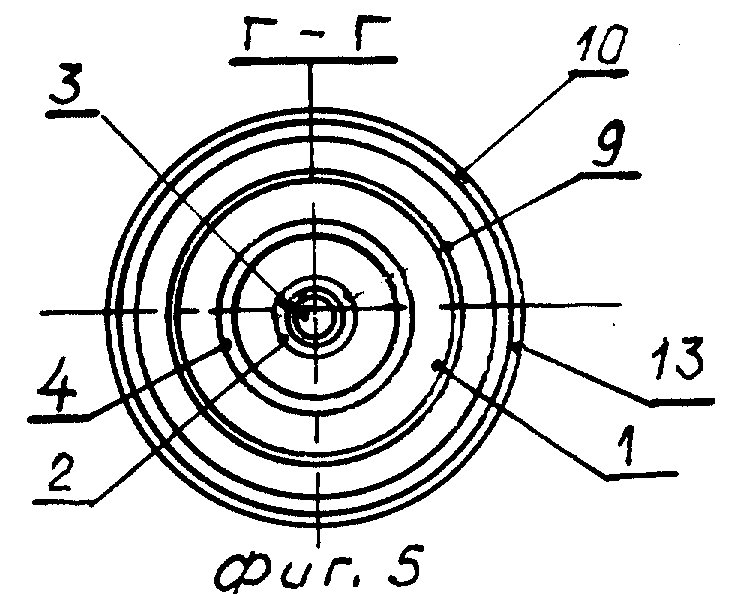
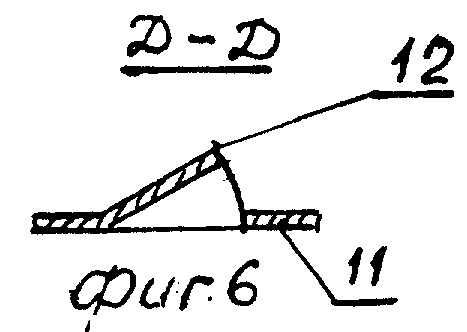
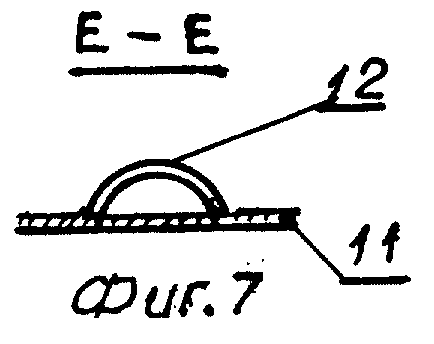
На фиг. 1 схематично представлена горелка для дуговой сварки в среде защитных газов (продольный разрез); на фиг. 2 - разрез по А-А фиг. 1; на фиг. 3 - вид по Б-Б фиг. 1; на фиг. 4 - разрез по В-В фиг. 1; на фиг. 5 - вид по Г-Г фиг. 1; на фиг. 6 - разрез по Д-Д фиг. 3; на фиг. 7 - разрез по Е-Е фиг. 3.
Горелка для дуговой сварки в среде защитных газов содержит (фиг. 1-7) корпус 1 с установленной в нем токоподводящей трубкой 2 и электродом 3, внутренний кольцевой канал 4 для подачи защитного инертного газа, патрубок 5 для подачи защитного инертного газа к внутреннему каналу 4, фланец 6, прикрепленный к корпусу 1 и снабженный верхней кольцевой камерой 7 с патрубком 8 подвода защитного инертного газа и нижней камерой, состоящей из внутренней трубы 9 и наружного корпуса 10 с фланцем, соединенным с фланцем 6, между фланцем 6 и фланцем корпуса 10 установлен направляющий кольцевой диск 11, прикрепленный снизу к внутренней части фланца 6 болтами своей внутренней частью, а наружная часть диска 11 зажата между наружными частями фланца 6 и фланца корпуса 10, в направляющем кольцевом диске 11 выполнены арочные прорези 12 выпуклостями вниз с тангенциально направленными осями в одну и ту же сторону, образующийся наружный кольцевой канал 13 между стенками наружного корпуса 10 и внутренней трубы 9 имеет форму усеченного конуса, ориентированного большим основанием вверх с уменьшающейся толщиной кольцевой щели сверху вниз в сторону расположения свариваемого изделия 14.
Горелка для дуговой сварки в среде защитных газов работает следующим образом.
Сварочный электрод 3 (фиг. 1-7) непрерывно подается через центральный канал токоподводящей трубки 2. Одновременно во внутренний кольцевой канал 4 через патрубок 5 подается защитный инертный газ. После подготовки подачи сварочного электрода 3 (фиг. 1-7) через центральный канал токоподводящей трубки 2 по патрубку 5 подают защитный инертный газ во внутренний кольцевой канал 4, регулируют его расход и включают сварочный аппарат, регулируют необходимую силу тока. В процессе работы горелки дополнительно через патрубок 8 подают защитный инертный газ в верхнюю кольцевую камеру 7, на которой газ поступает в тангенциально направленные арочные прорези 13 в направляющем кольцевом диске 11, после выхода из которых газ приобретает вращательное движение и входит в наружный кольцевой канал 13 между стенками наружного конуса 10 и внутренней трубы 9, причем толщина кольцевого канала уменьшается сверху вниз, в результате выходящая из канала 13 вращающаяся кольцевая струя защитного инертного газа в направлении свариваемого изделия 14 также будет уменьшаться по толщине, следовательно, окружная скорость вращения струи защитного газа будет увеличиваться по мере приближения к свариваемому изделию согласно уравнению сплошности потока, что будет обеспечивать повышение газодинамической жесткости защитного кольцевого потока инертного газа. После завершения регулирования подачи защитного газа в наружный кольцевой канал 13 уменьшают подачу защитного инертного газа во внутренний кольцевой канал 4 до минимума для обеспечения подпора, предупреждающего поступление воздуха в зону сварки. Коническая форма нижней части наружного кольцевого канала 13 для прохождения закрученного потока защитного газа обеспечивает плавное безударное взаимодействие закрученного потока защитного газа в форме конуса под углом его образующих к поверхности свариваемого материала 14 с образованием симметричного вращающегося потока защитного газа в направлении от центра электрода 3 к периферии. Регулярно вращающийся поток защитного газа создает эжектирующее действие, в результате чего в центре потока у электрода 3 и сварочной ванны будет создаваться разрежение, куда будет поступать защитный инертный газ из внутреннего кольцевого канала 4.
В связи с интенсивным вращением кольцевого потока защитного инертного газа его газодинамическая жесткость повышается при меньшей толщине слоя кольцевого потока защитного газа и при меньшем расходе защитного инертного газа.
Использование предлагаемой горелки для дуговой сварки в защитных газах позволит значительно уменьшить расход защитного инертного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды, повысить качество сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 1996 |
|
RU2123415C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2123416C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ С ВОДЯНЫМ ЭКРАНОМ | 1996 |
|
RU2104843C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1996 |
|
RU2104844C1 |
| УСТАНОВКА ДЛЯ САНИТАРНОЙ ОЧИСТКИ БОЛЬШИХ ОБЪЕМОВ ГАЗОВЫХ ПРОМЫШЛЕННЫХ ВЫБРОСОВ | 1992 |
|
RU2050948C1 |
| УСТАНОВКА ДЛЯ САНИТАРНОЙ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ С ЦЕНТРОБЕЖНЫМИ ФОРСУНКАМИ | 1992 |
|
RU2050951C1 |
| УСТАНОВКА ДЛЯ САНИТАРНОЙ ОЧИСТКИ ГАЗОВЫХ ПРОМЫШЛЕННЫХ ВЫБРОСОВ | 1992 |
|
RU2047816C1 |
| МАССООБМЕННАЯ КОЛОННА | 1996 |
|
RU2102105C1 |
| МАССООБМЕННАЯ КОЛОННА С ПЛАВАЮЩЕЙ НАСАДКОЙ | 1996 |
|
RU2102106C1 |
| ДВУХПОТОЧНАЯ ГАЗОВАЯ ГОРЕЛКА | 1996 |
|
RU2115064C1 |
Изобретение относится к электродуговой сварке плавящимся и неплавящимся электродом с использованием защитных газов и может найти применение в различных отраслях промышленности для соединения металлических материалов, где применяется сварка в среде защитных газов. В корпусе установлена токоподводящая трубка. Сопло имеет кольцевые каналы для подачи защитного газа. Устройство для закручивания потока защитного газа в наружном кольцевом канале выполнено в виде направленного горизонтального диска. Диск установлен в кольцевой камере и плотно зажат между фланцами с образованием верхнего пространства, соединенного с наружным кольцевым каналом, выходящим к электроду и ванне. В направляющем диске в периферийной его части выполнены арочные прорези выпуклостями вниз с тангенциально направленными осями в одну и ту же сторону. Использование регулярного закрученного потока защитного инертного газа вокруг электрода и сварочной ванны с одновременным введением защитного инертного газа в центр непосредственно к электроду для предупреждения подсасывания туда воздуха позволяет значительно уменьшить расход защитного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды. 7 ил.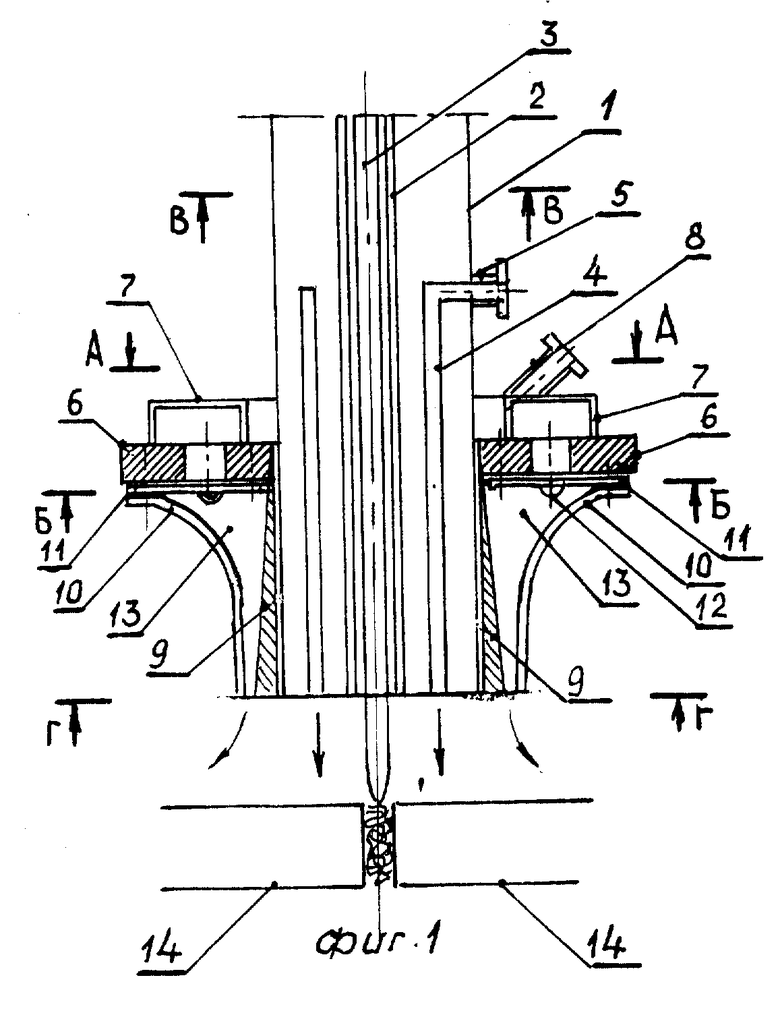
Горелка для дуговой сварки в среде защитных газов, содержащая корпус с установленной в нем токоподводящей трубкой с электродом, сопло с кольцевыми каналами для подачи защитного газа и кольцевую камеру с патрубком подвода защитного газа, отличающаяся тем, что горелка снабжена фланцем, наружным корпусом с фланцем, внутренней трубой и устройством для закручивания потока газа, выполненным в виде направляющего горизонтального диска, при этом между внутренней трубой и наружным корпусом образован наружный кольцевой канал в виде усеченного конуса, ориентированного большим основанием вверх и соответственно с меньшей толщиной канала на выходе, направляющий горизонтальный диск размещен в наружной кольцевой камере и периферийной наружной частью плотно зажат между упомянутыми фланцами, а периферийной внутренней частью закреплен на фланце, причем в направляющем горизонтальном диске выполнены арочные прорези выпуклостями вниз с тангенциально направленными осями в одну и ту же сторону и связанными с кольцевой камерой.
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1977 |
|
SU712216A1 |
| Способ дуговой сварки в защитныхгАзАХ | 1977 |
|
SU795802A1 |
| Устройство для дуговой сварки в защитных газах | 1974 |
|
SU903016A1 |
