Предлагаемое изобретение относится к оборудованию для сварки в среде защитных газов и может найти применение в различных отраслях машиностроения (авиационное, нефтехимическое, пищевое и др.) для соединения металлических материалов.
Известна горелка для аргонодуговой сварки неплавящимся электродом, содержащая корпус, сопло, цангу для крепления электрода, систему подвода защитного газа (авт. св. СССР N 468725, кл. B 23 K 9/16, 1972).
Недостатком известной горелки является большой расход защитного инертного газа и недостаточно высокое качество сварки вследствие недостаточной местной защиты зоны сварки от внешних воздействий.
Наиболее близкой к заявляемой по технической сущности и достигаемому эффекту является горелка для аргонодуговой сварки плавящимся и неплавящимся электродом, содержащая корпус с установленной в нем токоведущей трубкой с электродом, сопло с двумя внутренним и наружным кольцевыми каналами для подачи защитного газа к электроду и к сварочной ванне, кольцевую камеру (SU 712216 A, B 23 K 9/16, 30.01.80).
Недостатком известной горелки является недостаточная газодинамическая жесткость газовой завесы к воздействию возмущений внешней среды, снижающая качество сварки.
Задача заявляемого изобретения - повышение качества сварки за счет повышения устойчивости местной защиты к воздействию возмущений внешней среды и значительное уменьшение расхода защитного инертного газа.
Задача достигается тем, что в горелке для аргонодуговой сварки плавящимся и неплавящимся электродом, содержащей корпус с установленной в нем токоподводящей трубкой с электродом, сопло, два внутренних и наружных кольцевых канала для подачи защитного газа к электроду и к сварочной ванне, кольцевую камеру для защитного газа, внутренний кольцевой канал для подачи защитного газа расположен непосредственно вокруг электрода, а наружный кольцевой канал выполнен в виде усеченного конуса, ориентированного меньшим основанием вверх, толщина наружного кольцевого канала уменьшается сверху вниз, верхняя часть наружного кольцевого канала подсоединена к кольцевой камере, выполненной с возможностью закручивания потока защитного газа, причем упомянутая камера состоит из наружного патрубка и плотно прилегающего к нему изнутри толстостенного патрубка с наружной прямоугольной или трапецеидальной резьбой, образующей многозаходные шнековые каналы.
Предлагаемая горелка для аргонодуговой сварки плавящимся и неплавящимся электродом за счет своих отличительных признаков обеспечивает решение поставленной технической задачи - повышение качества сварки за счет повышения газодинамической жесткости газовой завесы к воздействию возмущений внешней среды.
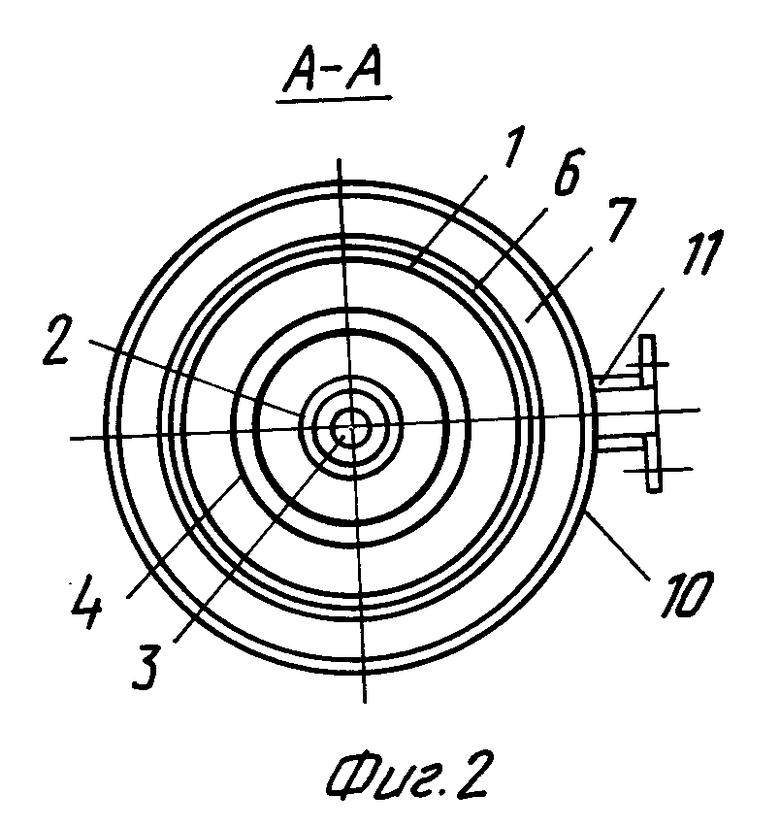
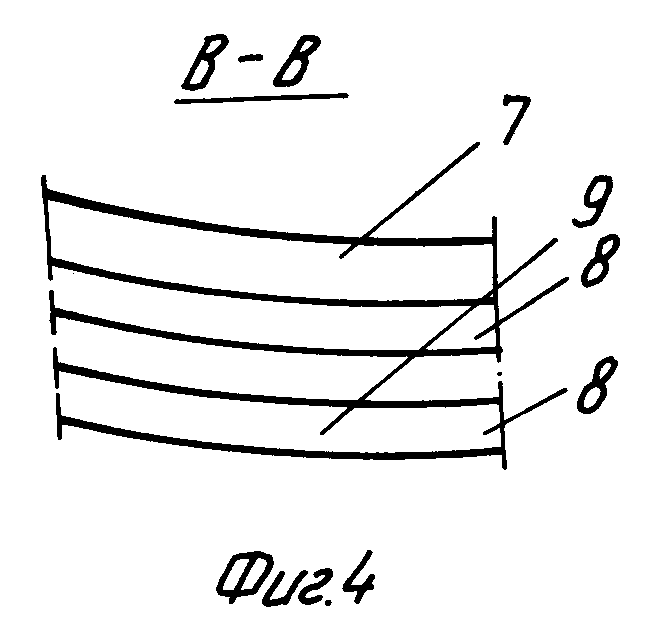
На фиг. 1 представлена горелка для аргонодуговой сварки (продольный разрез); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В-В на фиг. 1.
Горелка для аргонодуговой сварки плавящимся и неплавящимся электродом содержит корпус 1 (фиг. 1-4) с установленной в нем токоподводящей трубкой 2, внутри которой расположен электрод 3, к токоподводящей трубке 2 примыкает внутренний кольцевой канал 4 для подачи защитного инертного газа, с патрубком 5 для подачи инертного газа, в корпусу 1 снаружи установлена внутренняя толстостенная труба 6 с выточенными в верхней части кольцевой камеры 7 и в нижней части винтовыми каналами с выступами 8 и впадинами 9 прямоугольного сечения, снаружи к кольцевой камере 7 и к выступам 8 плотно примыкает наружная труба 10, к верхней части которой подсоединен патрубок 11 для подачи инертного защитного газа, к нижней части трубы 6 подсоединен внутренний конический раструб 12, а к нижней части наружной трубы 10 подсоединен наружный конический раструб 13 так, что между раструбами 12 и 13 образуется конический кольцевой канал 14 с уменьшающейся сверху вниз толщиной, горелка устанавливается так, что нижние кромки раструбов 12 и 13 располагаются в непосредственной близости от свариваемых изделий 15.
Горелка работает следующим образом.
Перед работой подают защитный газ (аргон) по внутреннему кольцевому каналу 4 через патрубок 5 для защиты электрода 3 и сварочной ванны, включают сварочный агрегат, регулируют силу тока сварки, после чего подают защитный газ (аргон) по патрубку 11 через кольцевую камеру 7 в закручивающую камеру с многозаходными винтовыми каналами в виде выступов 8 и впадин 9, где газ закручивается и поступает в наружный конический кольцевой канал 14 с уменьшающейся сверху вниз толщиной между коническими раструбами 12 и 13, причем с уменьшением толщины вращающегося слоя защитного газа его окружная скорость вращения увеличивается согласно уравнению сплошности и закона сохранения количества движения (импульса). Горелка устанавливается так, что нижние кромки раструбов 12 и 13 располагаются в непосредственной близости от поверхности свариваемых материалов 15. После регулирования подачи защитного газа через закручивающую камеру в наружный конический кольцевой канал 14 подачу защитного газа через патрубок 5 во внутренний кольцевой канал 4 уменьшают до минимума только для вытеснения воздуха из зоны электрода 3 и сварочной ванны. Коническая форма наружного канала 14 для прохождения закрученного потока защитного газа обеспечивает плавное безударное взаимодействие закрученного потока защитного газа в форме конуса под углом его образующих к поверхности свариваемого материала 15 с образованием симметричного расходящегося потока защитного газа в направлении от электрода 3 к периферии. Такой поток естественно обладает эжектирующим действием, в результате чего в центре у электрода 3 и сварочной ванны будет создаваться некоторое разрежение, куда будет поступать защитный инертный газ (аргон) из внутреннего кольцевого канала 4. Вращающийся поток защитного газа, выходящий из наружного конического кольцевого канала 14, обладает повышенной устойчивостью по отношению к воздействиям внешней среды, так как газодинамическая жесткость вращающейся газовой завесы увеличивается, что обеспечивает надежную работу горелки для аргонодуговой сварки на режимах с дугой большой мощности и позволяет снизить расход защитного газа и повысить качество сварки.
Предлагаемая горелка для аргонодуговой сварки обеспечивает повышение качества сварки и уменьшение расхода защитного инертного газа (аргона) за счет повышения жесткости наружного вращающегося защитного газового потока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2123416C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1996 |
|
RU2122927C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ С ВОДЯНЫМ ЭКРАНОМ | 1996 |
|
RU2104843C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1996 |
|
RU2104844C1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| ГАЗОВАЯ ГОРЕЛКА | 1996 |
|
RU2115063C1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| ДВУХПОТОЧНАЯ ГАЗОВАЯ ГОРЕЛКА | 1996 |
|
RU2115064C1 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1988 |
|
SU1678563A2 |

Изобретение относится к оборудованию для сварки в среде защитных газов и может найти применение в различных отраслях машиностроения для соединения металлических материалов. В корпусе установлена токоподводящая трубка. Сопло имеет два - внутренний и наружный кольцевые каналы для подачи защитного газа к электроду и сварочной ванне. Внутренний кольцевой канал для подачи защитного газа расположен непосредственно вокруг электрода. Наружный кольцевой канал для подачи защитного газа выполнен в виде усеченного конуса, ориентированного меньшим основанием вверх. Верхняя часть наружного кольцевого канала подсоединена к закручивающей кольцевой камере. Камера состоит из верхней входной кольцевой камеры и нижних многозаходных шнековых каналов, выполненных в виде наружной прямоугольной или трапецеидальной резьбы на толстостенном патрубке с прилегающим снаружи плотно наружным патрубком. Организация наружного вращающегося кольцевого конического потока защитного инертного газа с уменьшающейся толщиной слоя кольцевого потока сверху вниз позволяет повысить устойчивость местной защиты к воздействию возмущений внешней среды и уменьшить расход газа. 4 ил.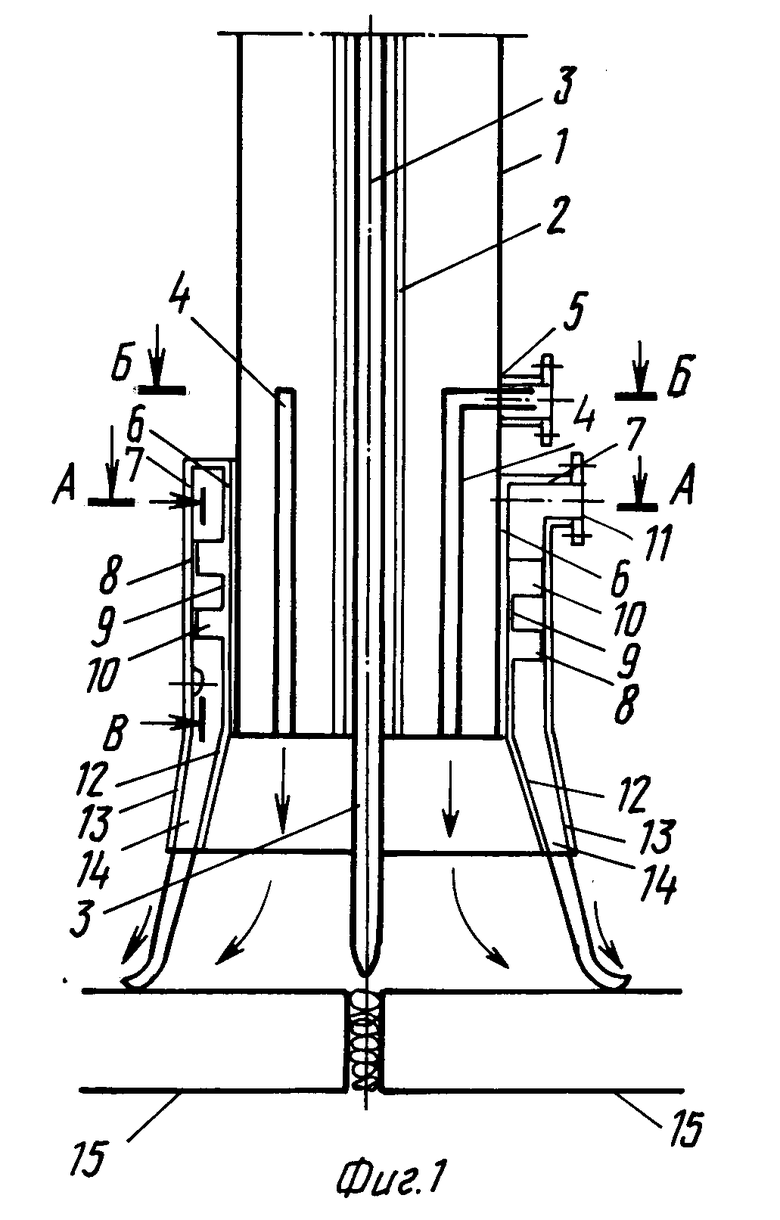
Горелка для аргонодуговой сварки плавящимся и неплавящимся электродами, содержащая корпус с установленной в нем токоподводящей трубкой с электродом, сопло, два внутренних и наружных кольцевых канала для подачи защитного газа к электроду и сварочной ванне и кольцевую камеру для защитного газа, отличающаяся тем, что внутренний кольцевой канал для подачи защитного газа расположен непосредственно вокруг электрода, а наружный кольцевой канал для подачи защитного газа выполнен в виде усеченного конуса, ориентированного меньшим основанием вверх, толщина наружного кольцевого канала уменьшается сверху вниз, верхняя часть наружного кольцевого канала подсоединена к кольцевой камере, выполненной с возможностью закручивания потока защитного газа, причем упомянутая камера состоит из наружного патрубка и плотно прилегающего к нему изнутри толстостенного патрубка с наружной прямоугольной или трапецеидальной резьбой, образующей многозаходные шнековые каналы.
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1977 |
|
SU712216A1 |
| Устройство для дуговой сварки в защитных газах | 1974 |
|
SU903016A1 |
| Способ дуговой сварки в защитныхгАзАХ | 1977 |
|
SU795802A1 |
