Изобретение относится к электродуговой сварке плавящимся или неплавящимся электродом с использованием защитных газов и может найти применение в различных отраслях промышленности для металлических материалов, где применяется сварка в среде защитных газов.
Известен способ электродуговой сварки [1], при котором используют смывающийся поток защитного газа. При этом струя защитного газа истекает из сопла горелки в виде концентричного относительно электрода однослойного или двухслойного потока, охватывающего дугу, сварочную ванну, и оттесняет воздух из зоны сварки.
Недостатком известного способа сварки является то, что при таком способе сварки часто наблюдается подсос воздуха в зону сварки, взаимодействие жидкого металла с примесями защитного газа, повышение расхода защитного газа.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому эффекту является способ электродуговой сварки в защитных газах [2], при котором для улучшения характеристик местной защиты применяют сварку в замкнутом кольцевом потоке защитного газа, состоящего из нескольких кольцевых потоков, которые располагают друг от друга на расстоянии не менее половины ширины щели сопла каждого предыдущего внутреннего слоя и не более половины величины расстояния сопла по поверхности свариваемого изделия. При таком способе сварки в защитных газах дополнительно используются образующиеся при сварке поры металла, удерживаемые за счет действия повышенной газодинамической жесткости нескольких кольцевых потоков защитного газа и устойчивости местной защиты к воздействию возмущений внешней среды при перемещении горелки со скоростью сварки. Естественно, что при использовании нескольких кольцевых потоков увеличивается расход защитного газа.
Недостаток известного способа - сварка с многокольцевым потоком защитного газа и удорожание за счет этого стоимости сварки.
Цель изобретения - повышение качества сварки, значительное уменьшение расхода защитного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды.
Поставленная цель достигается тем, что при использовании способа электродуговой сварки в защитных газах с плавящимся или неплавящимся электродом, при котором используют несколько замкнутых кольцевых потоков защитных газов, охватывающих дугу и сварочную ванну, наружный кольцевой поток защитного газа формируют коническим в виде усеченного конуса, ориентированного большим основанием вниз, толщину слоя наружного кольцевого потока формируют уменьшающейся сверху вниз, наружному кольцевому потоку защитного газа перед выходом из кольцевой щели придают вращательное движение, пропуская его через винтовые каналы, в качестве защитного газа в наружном кольцевом потоке используют перегретый водяной пар.
Предлагаемый способ электродуговой сварки в защитных газах с плавящимся или неплавящимся электродом за счет своих отличительных признаков обеспечивает решение поставленной технической задачи - повышение качества сварки и значительное уменьшение расхода защитного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды.
На чертеже схематически изображено сопло с кольцевыми щелями для формирования газовых потоков (увеличенный масштаб).
Сопло включает корпус 1, электрод 2, кольцевой канал 3 для формирования кольцевого потока защитного инертного газа, патрубок 4 для подвода защитного инертного газа, камеру 5 для формирования вращающегося потока перегретого водяного пара, винтовые каналы 6 для придания перегретому водяному пару вращательного движения, направляющий аппарат 7 камеры 5 для придания вращающемуся потоку перегретого водяного пара конической формы с уменьшающейся сверху вниз, патрубок 9 для подачи перегретого водяного пара в камеру 5, свариваемое изделие 10.
Защитный инертный газ подают по патрубку 4 через кольцевой канал 3 непосредственно к дуге со сварочной ванной. Перегретый водяной пар подают по патрубку 9 через камеру 5 с винтовыми каналами 6 и направляющий аппарат 7, где формируется вращающая коническая кольцевая струя 8 перегретого водяного пара с уменьшающейся толщиной струи сверху вниз. В результате уменьшения толщины вращающейся струи ее окружная скорость вращения будет увеличиваться согласно закону сохранения количества движения, что обеспечивает повышение газодинамической жесткости защитного потока. В результате того, что вращающая кольцевая струя перегретого водяного пара имеет коническую форму в виде расходящегося веерного потока в стороны от электрода, происходит эжекция инертного газа из центра и постоянное отсасывание защитного инертного газа вращающимся потоком перегретого водяного пара, что является положительным моментом обновления состава защитного газа, так как в защитном инертном газе происходит накопление водяного пара вследствие взаимодействия и проникновения его при интенсивном вращении кольцевого потока водяного пара.
Таким образом, вследствие непрерывного отсасывания защитного инертного газа вращающимся паровым потоком вероятность попадания водяного пара в область дуги и ванны значительно уменьшается. Перегретый водяной пар применяется для предупреждения его конденсации на поверхности свариваемых изделий и улучшения видимости электрической дуги и ванны через слой перегретого водяного пара. Кроме того, за счет использования перегретого водяного пара происходит нагрев свариваемых изделий, что также является положительным моментом. Перегретый водяной пар является безвредным, безопасным и недорогим материалом по сравнению с защитными инертными газами, применяемыми в сварочной практике в защитных газах. Ориентировочно можно предположить, что при использовании предлагаемого способа электродуговой сварки в защитных газах с замкнутым кольцевым потоком перегретого водяного пара расход дорогостоящих защитных инертных газов значительно уменьшается, а именно, на величину расхода перегретого водяного пара. Очевидно, что расход защитных инертных газов уменьшается по сравнению с прототипом в десятки и сотни раз. За счет увеличения газодинамической жесткости вращающейся паровой завесы, что особенно важно при сварке на режимах с дугой большой мощности и при необходимости защиты сварочной ванны от ветровых воздействий.
Предлагаемый способ позволяет значительно снизить расход защитного газа и повысить качество швов.
Изобретение применимо в различных отраслях промышленности для соединения металлических материалов. Способ электродуговой сварки в защитных газах плавящимся или неплавящимся электродом включает формирование соплом с кольцевыми щелями нескольких замкнутых потоков защитных газов. Формируемые потоки охватывают дугу и сварочную ванну. Наружный кольцевой поток защитного газа формируют в виде усеченного конуса с большим основанием внизу. Толщину слоя потока уменьшают сверху вниз. Перед выходом из кольцевой щели наружному потоку придают вращательное движение. В качестве защитного газа в наружном кольцевом потоке используют перегретый водяной пар. 1 ил.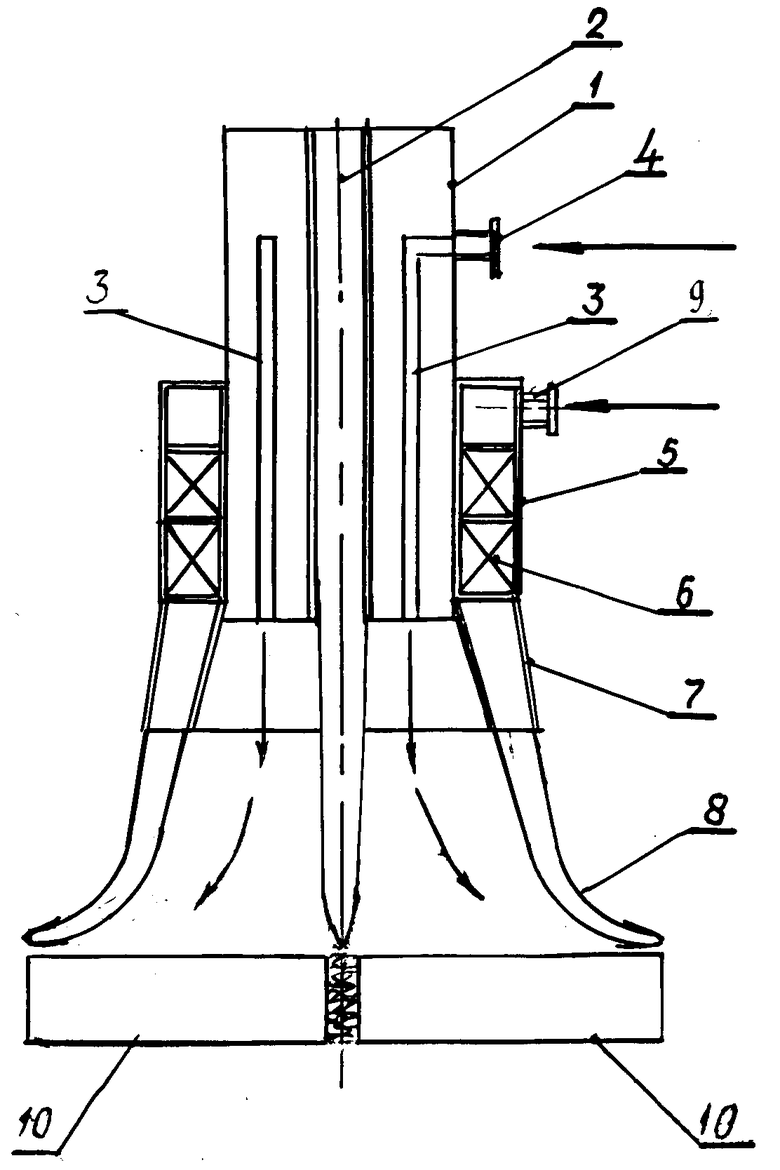
Способ электродуговой сварки в защитных газах плавящимся или неплавящимся электродом, включающий формирование соплом с кольцевыми щелями нескольких замкнутых кольцевых потоков защитных газов, охватывающих дугу и сварочную ванну, отличающийся тем, что наружный кольцевой поток защитного газа формируют коническим в виде усеченного конуса, ориентированного большим основанием вниз, толщину слоя наружного кольцевого потока формируют уменьшающейся сверху вниз, наружному кольцевому потоку защитного газа перед выходом из кольцевой щели придают вращательное движение, пропуская его через винтовые каналы, в качестве защитного газа в наружном кольцевом потоке используют перегретый водяной пар.
| Потальский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| - М.: Машиностроение, 1974, с.4 | |||
| SU, авторское свидетельство, 795802, кл.B 23 K 9/16, 1981. |

