Предлагаемое изобретение относится к электродуговой сварке плавящимся и неплавящимся электродом с использованием защитных газов и может найти применение в различных отраслях машиностроения (авиастроение, нефтехимическое, пищевое и др.) для соединения металлических материалов.
Известна горелка для электродуговой сварки в защитных газах, содержащая сопло для подачи защитного газа, токопроводящий мундштук, токопровод, трубу для подачи защитного газа (авт. св. СССР N 759680, кл. B 23 K 9/16, 1976).
Недостатком известной горелки является возможность срыва защиты защитным газом.
Наиболее близкой к заявляемой по технической сущности и достигаемому эффекту является горелка для электродуговой сварки в защитных газах плавящимся и неплавящимся электродом, включая корпус, цангу для крепления электрода, сопло с двумя внутренними и наружными кольцевыми каналами для подачи защитного газа к электроду и к сварочной ванне (SU 712216 A, B 23 K 9/16, 30.01.80).
Недостатком известной горелки является деформация и отклонение потока защитного газа за счет перемещения горелки со скоростью сварки и сдувающего действия потока окружающего воздуха, сквозняков и т.п.
Задача заявляемого изобретения - повышение качества действия защитного потока инертного газа за счет газодинамической жесткости защитного потока, уменьшение расхода защитного инертного газа и повышение качества сварки.
Задача достигается тем, что в горелке для электродуговой сварки в защитных газах плавящимся и неплавящимся электродом, включающей корпус, цангу для крепления электрода, сопло с двумя внутренними и наружными каналами для подачи защитного газа к электроду и к сварочной ванне, рукоятку из теплоизоляционного материала, внутренний кольцевой канал расположен непосредственно вокруг электрода, а наружный кольцевой канал выполнен в виде усеченного конуса, ориентированного большим основанием вниз, толщина наружного кольцевого канала уменьшается сверху вниз, кольцевой канал сверху соединен с закручивающей кольцевой камерой с винтовыми многозаходными шнековыми каналами, выполненной в виде прямоугольной и трапецеидальной резьбы на толстостенном патрубке с прилегающим снаружи плотно наружным патрубком, закручивающая кольцевая камера сверху снабжена входной кольцевой камерой с патрубком, соединенным с генератором перегретого водяного пара.
Предлагаемая горелка для электродуговой сварки в защитных газах за счет своих отличительных признаков обеспечивает решение поставленной технической задачи - повышение качества сварки и значительное уменьшение расхода защитного инертного газа.
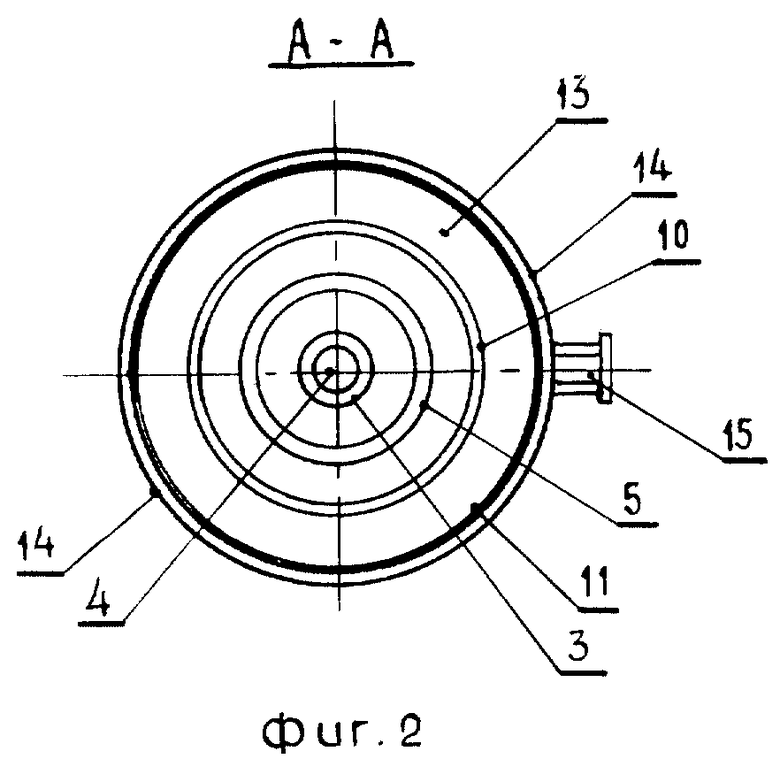
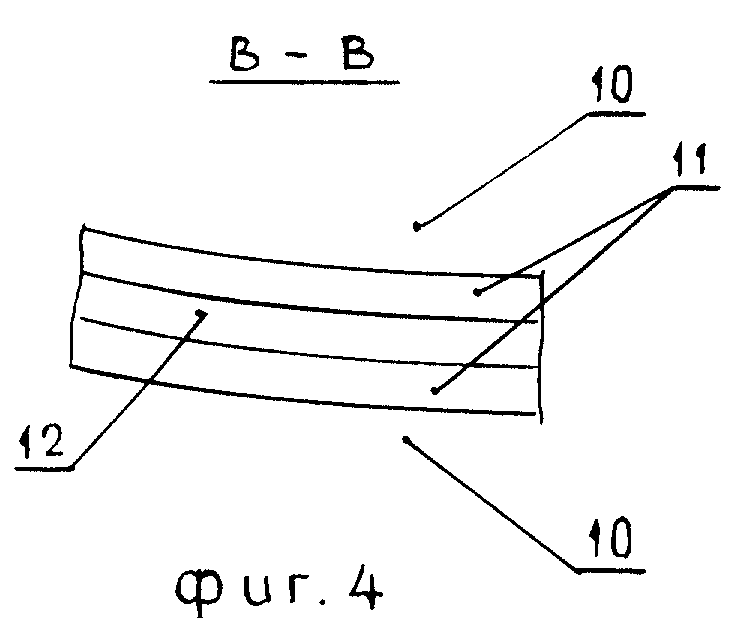
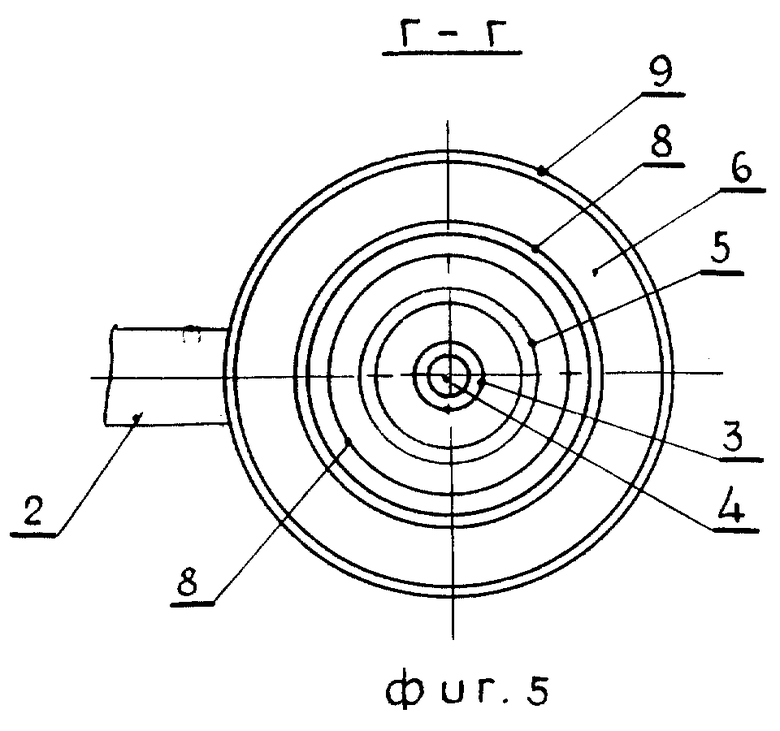
На фиг. 1 схематично представлена газовая горелка для электродуговой сварки в защитных газах (продольный разрез); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В-В на фиг. 1; на фиг. 5 - вид Г-Г на фиг. 1.
Горелка для электродуговой сварки в защитных газах плавящимся и неплавящимся электродом включает корпус 1 (фиг. 1-1), рукоятку из теплоизоляционного материала 2, цангу 3 для крепления электрода 4, сопло с двумя внутренними 5 и наружными 6 кольцевыми каналами, причем внутренний кольцевой канал расположен непосредственно вокруг электрода 4 и у сварочной ванны на свариваемых металлах 7, в наружный кольцевой канал 6 выполнен в виде усеченного конуса, ориентированного большим основанием вниз, и образован двумя усеченными конусами внутренним 8 и наружным 9, толщина наружного кольцевого канала уменьшается сверху вниз, наружный кольцевой канал 6 сверху подсоединен к закручивающей кольцевой камере с винтовыми многозаходными шнековыми каналами, выполненными в виде наружной многозаходной прямоугольной или трапецеидальной резьбы на толстостенном патрубке 10 с выступами 11 и впадинами 12, над последним верхним выступом 11 выполнена полая кольцевая камера 13, снаружи на толстостенный патрубок 10 с выступами 11, впадинами 12 и кольцевой камерой 13 плотно одет наружный патрубок 14, к кольцевой камере 13 подсоединен патрубок 15 для подвода перегретого водяного пара от генератора пара (не показано), к кольцевой внутренней щели 5 подсоединен патрубок 16 для подачи защитного инертного газа.
Горелка для электродуговой сварки в защитных газах работает следующим образом.
Во внутреннюю кольцевую щель 5 (фиг. 1-14) по патрубку 16 подают защитный инертный газ, включают подачу электрода 4 и сварочный аппарат, регулируют необходимую силу тока и подают по наружной кольцевой щели 6 из генератора пара (не показано) через патрубок 15 перегретый водяной пар, одновременно уменьшают до минимума подачу защитного инертного газа по внутреннему кольцевому каналу 5 через патрубок 16 для вытеснения воздуха из объема вокруг электрода 4 и над сварочной ванной. Вследствие прохождения перегретого водяного пара из полной кольцевой камеры 13 в закручивающую кольцевую камеру с винтовыми многозаходными шнековыми каналами, выполненными в виде многозаходной прямоугольной резьбы с выступами 11 и впадинами 12, образуется вращающаяся коническая струя водяного пара в направлении свариваемых материалов 7. При этом толщина конической струи уменьшается сверху вниз благодаря тому, что толщина кольцевого конического канала 6, из которого выходит струя перегретого водяного пара, уменьшается сверху вниз. При уменьшении толщины вращающейся струи ее окружная скорость соответственно увеличивается согласно уравнению сплошности потока, что будет обеспечивать повышение газодинамической жесткости защитного кольцевого потока перегретого водяного пара. Перегретый водяной пар в отличие от насыщенного водяного пара, как известно, является прозрачным, не конденсируется при взаимодействии с холодными свариваемыми металлами 7, что удобно для наблюдения за сваркой. Коническая форма наружного кольцевого канала 6 для прохождения закрученного потока перегретого водяного пара обеспечивает безударное касательное взаимодействие закрученного конического потока водяного пара под углом его образующих к поверхности свариваемого материала 7 с образованием симметричного расходящегося потока защитного газа от электрода 4 к периферии. Под действием регулярно вращающегося расходящегося потока водяного пара возникают центробежные силы, обладающие эжектирующим действием, в результате чего в центре у электрода 4 и сварочной ванны будет создаваться некоторое разрежение, куда будет устремляться защитный инертный газ, поступающий по внутреннему кольцевому каналу 5. Использование в качестве защитного газа перегретого водяного пара позволяет значительно уменьшить расход защитного инертного газа на сварку.
Использование предлагаемой горелки для электродуговой сварки в защитных газах обеспечивает значительное уменьшение расхода защитного инертного газа с одновременным повышением устойчивости местной защиты к воздействию возмущений внешней среды, повысить качество сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ АРГОНОДУГОВОЙ СВАРКИ | 1996 |
|
RU2123415C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1996 |
|
RU2122927C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1996 |
|
RU2104844C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ С ВОДЯНЫМ ЭКРАНОМ | 1996 |
|
RU2104843C1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| ГАЗОВАЯ ГОРЕЛКА | 1996 |
|
RU2115063C1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Горелка для электродуговой сварки в защитных газах | 1978 |
|
SU766784A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |

Изобретение относится к электродуговой сварке плавящимся и неплавящимся электродом с использованием защитных газов и может найти применения в различных отраслях промышленности для соединения металлических материалов. Внутренний и наружный кольцевые каналы предназначены для подачи защитных газов к электроду и сварочной ванне. Внутренний кольцевой канал расположен непосредственно вокруг электрода. Наружный кольцевой канал выполнен в виде усеченного конуса, ориентированного большим основанием вниз. Толщина наружного кольцевого канала уменьшается сверху вниз. Кольцевой канал сверху соединен с закручивающей кольцевой камерой с винтовыми многозаходными шнековыми каналами, выполненными в виде наружной прямоугольной или трапецеидальной резьбы на толстостенном патрубке с прилегающим снаружи плотно наружным патрубком. Закручивающая кольцевая камера сверху снабжена входной кольцевой камерой с патрубком, соединенным с генератором перегретого водяного пара. Использование горелки позволяет значительно уменьшить расход защитного газа с одновременным повышением устойчивости местной защиты к воздействию возмущения внешней среды, повысить качество сварки. 5 ил.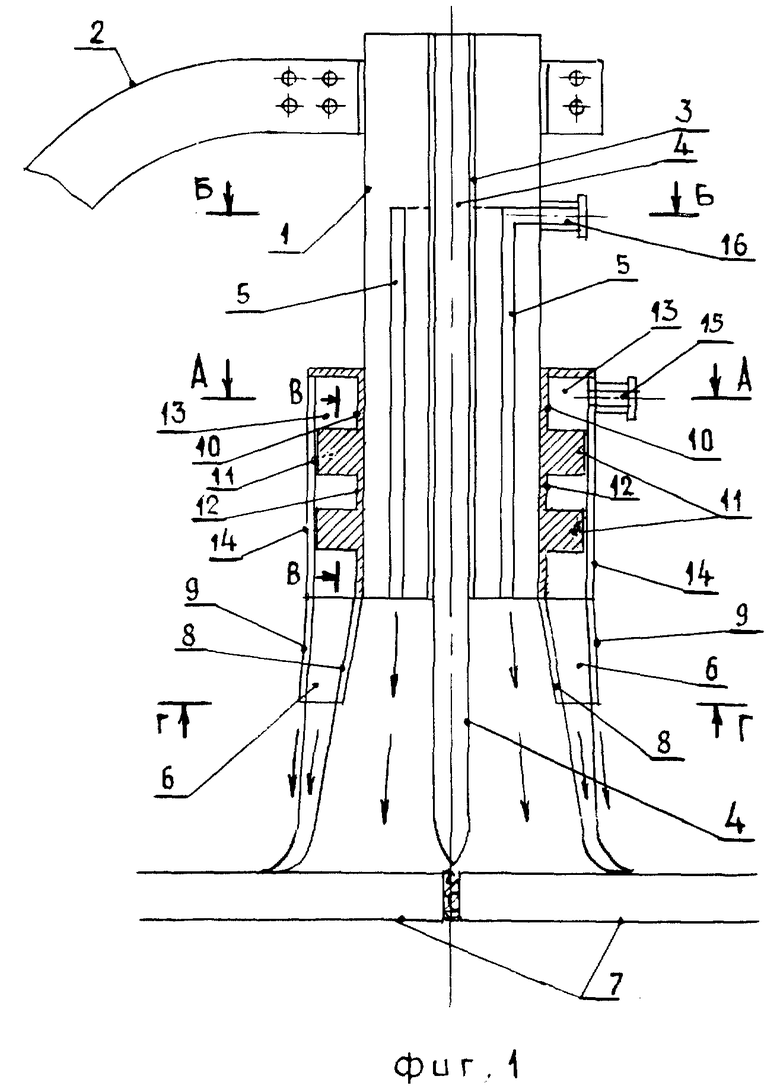
Горелка для электродуговой сварки в защитных газах плавящимся и неплавящимся электродом, включающая корпус, устройство для крепления, сопло с двумя внутренним и наружным кольцевыми каналами для подачи защитного газа к электроду и к сварочной ванне, отличающаяся тем, что она снабжена закручивающей кольцевой камерой с винтовыми многозаходными и шнековыми каналами, выполненной в виде толстостенного патрубка с наружной прямоугольной или трапецеидальной резьбой и прилегающего к ней снаружи плотно наружного патрубка, входной кольцевой камерой с патрубком, генератором перегретого водяного пара и рукояткой из теплоизоляционного материала, при этом внутренний кольцевой канал сопла расположен непосредственно вокруг электрода, наружный кольцевой канал выполнен в виде усеченного конуса, ориентированного большим основанием вниз, с толщиной, уменьшающейся сверху вниз, и сверху соединен с закручивающейся кольцевой камерой, связанной с входной кольцевой камерой, патрубок которой соединен с генератором перегретого водяного пара, а устройство для крепления электрода выполнено в виде цанги.
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1977 |
|
SU712216A1 |
| Способ дуговой сварки в защитныхгАзАХ | 1977 |
|
SU795802A1 |
| Устройство для дуговой сварки в защитных газах | 1974 |
|
SU903016A1 |
