Настоящее изобретение относится к геометрии режущей пластины, предназначенной для использования при механической обработке в процессе операции точения. Более точно, настоящее изобретение относится к вставной режущей пластине с модифицированной геометрией вершины, имеющей различные радиусы для обеспечения улучшенных параметров шероховатости поверхности.
На фиг. 1, изображающей конструкцию по предшествующему техническому уровню, показан типовой случай применения точения при механообработке, при котором заготовка 10 приводится во вращение вокруг оси 15 центров станка в направлении, показанном стрелкой 17, с помощью такого устройства, как, например, токарный станок. Режущая пластина 20 может надежно удерживаться внутри резцедержателя 25 с помощью зажима 30, который удерживает режущую пластину 20 на оси 32 поворота внутри гнезда резцедержателя 25.
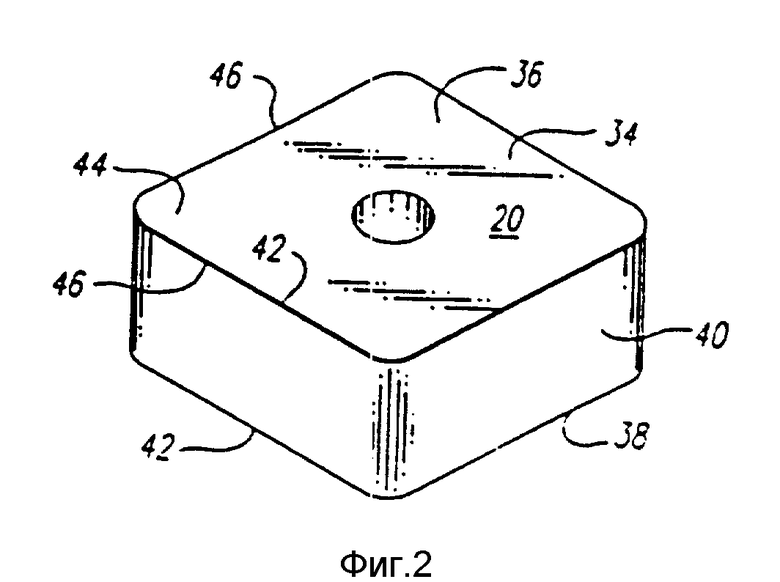
Как видно на фиг. 1 и 2, вставная режущая пластина 20 состоит в целом из многоугольного тела 34, имеющего верхнюю поверхность 36 и нижнюю поверхность 38 с окружной стенкой 40 между ними. Режущая кромка 42 образована на пересечении окружной стенки 40 и верхней поверхности 36. Режущая кромка 42 также может быть образована на пересечении окружности стенки 40 и нижней поверхности 38.
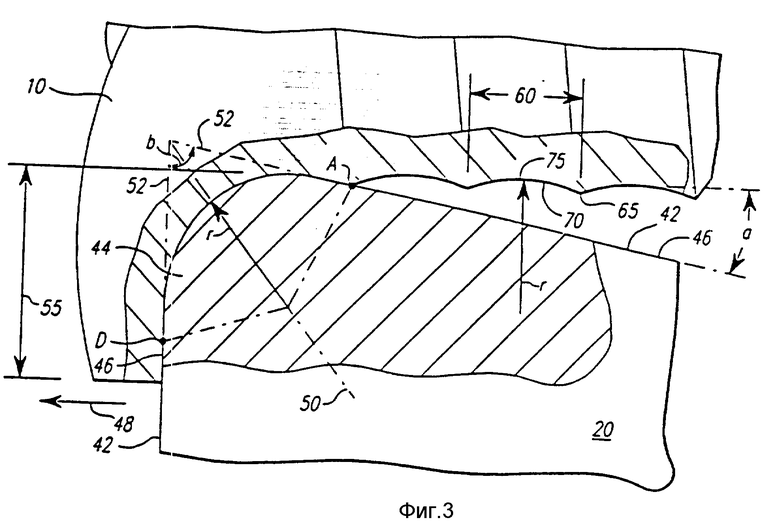
Режущая пластина 20 имеет, по меньшей мере, одну угловую зону 44, которая связана (с телом пластины) боковыми сегментами 46. На фиг. 3 обведенная часть фиг.1 показана в увеличенном масштабе. В процессе операции механообработки угловая зона 44 контактирует с заготовкой 10. Кроме того, часть бокового сегмента 46 режущей пластины 20 может контактировать с заготовкой 10. Для выполнения этого режущего пластину 20 ориентируют таким образом, что боковой сегмент 46, ближний к вспомогательной режущей кромке режущей пластины 20, находится под углом a к заготовке 10, и этот угол представляет собой задний угол режущего инструмента, образованный между боковым сегментом 46 и направлением движения подачи 48, представляющим собой именно то направление, в котором режущая пластина 20 подается в заготовку 10 при каждом обороте заготовки 10. Как также можно видеть на фиг. 1 и 3, самая передняя часть угловой зоны 44 входит в контакт с заготовкой 10.
Угловая зона 44 может быть симметричной относительно биссектрисы 50, делящей пополам угол, образованный за счет пересечения линий 52, являющихся продолжениями режущих кромок 42 каждого примыкающего бокового сегмента 46.
Резцедержатель 25 (фиг.1) подают в направлении заготовки 10 до тех пор, пока режущая пластина 20 войдет в поверхность заготовки 10 на определенную глубину. Величина, на которую режущая пластина 20 входит в заготовку 10, измеряемая в направлении, нормальном к поверхности заготовки, называется глубиной резания и обозначена поз. 55 на фиг. 3.
Резцедержатель 25 также подается на определенное расстояние при каждом обороте заготовки 10 таким образом, чтобы можно было снимать материал вдоль поверхности заготовки 10. Это смещение происходит в направлении движения подачи 48 и называется шагом подачи, обозначенным поз. 60. Поскольку шаг подачи представляет собой расстояние, на которое смещается режущая пластина 20 за один оборот заготовки 10, единицы, в которых измеряется шаг подачи, представляют собой единицы длины.
Как правило, режущие пластины, такие как пластина 20, имеют угловую зону /зону вершины/ 44, состоящую из криволинейного участка с одним радиусом r, как показано между точками А и Д на фиг. 3. В результате смещения режущей пластины 20 через поверхность заготовки 10, с заготовки 10 снимается материал припуска, и получающаяся в результате поверхность содержит ряд выступов 65 и впадин 70, образующих волнообразные неровности 75. Как можно видеть на фиг. 1 и 3, форма угловой зоны 44 режущей пластины 20, имеющей радиус, придается заготовке 10, и, следовательно, волнообразные неровности 75 также имеют радиус r. Именно эта шероховатость, образованная на заготовке 10 за счет этих волнообразных неровностей, определяет высоту микронеровностей (шероховатость, неровность) поверхности заготовки 10.
Общепризнанным считается, что высота микронеровностей профиля поверхности, создаваемая режущей пластиной, в первую очередь является функцией радиуса угловой зоны (вершины) и шага подачи. Таким образом, если шаг подачи 60 уменьшается, расстояние между выступами 65 и высота каждого выступа 65 также будут уменьшаться, тем самым обеспечивая улучшенные параметры шероховатости поверхности.
Однако улучшенные параметры шероховатости поверхности могут быть получены за счет модификации угловой зоны режущей пластины. При режущей пластина, имеющей постоянный радиус в угловой зоне 44, высота микронеровностей профиля поверхности, как приведено на с. 168 книги под названием "Fundamentals of Machining and Machine Tools", 2-е из-д. авторы Geoffrey Boothroyd и Winston Knight, связана с шагом подачи и радиусом угловой зоны следующим соотношением
где шаг подачи выражен в единицах длины (на обороте), радиус угловой зоны выражен в единицах длины и высота микронеровностей профиля поверхности выражена в единицах длины. Например, если шаг подачи выражен в дюймах (на обороте), а радиус угловой зоны также выражен в дюймах, высота микронеровностей профиля поверхности также будет выражена в дюймах.
Для достижения наилучших параметров шероховатости поверхности при фиксированном шаге подачи радиус угловой зоны должен быть как можно большим. Однако силы резания на режущей пластине имеют наименьшие значения, когда радиус угловой зоны также является наименьшим. Если радиус становится слишком большим, то при улучшении параметров шероховатости поверхности увеличиваются силы, действующие на режущую кромку. Поэтому выбирается радиус, который представляет собой компромисс между этими двумя факторами.
В патенте США N 4990036, выданном 5 февраля 1991 на имя Ecklund и др. и озаглавленном "Режущая пластина", описывается режущая пластина с главной режущей кромкой для черновых операций и вспомогательной режущей кромкой для чистовых операций. Однако вспомогательная режущая кромка отделена от главной режущей кромки за счет заднего угла и за счет разности высот, тем самым требуется минимальная глубина резания перед вводом в контакт главной режущей кромки и минимальная длина резания перед вводом в контакт вспомогательной режущей кромки. Кроме того, то обстоятельство, что главная и вспомогательная режущие кромки находятся на некотором расстоянии друг от друга, вызывает необходимость в точном угловом позиционировании режущей пластины и резцедержателя относительно заготовки для соответствующего ввода в контакт вспомогательной режущей кромки. Такая режущая пластина имеет ограниченную эффективность работы в угловой зоне заготовки. В публикации заявки на Е.Р. N EP 0 489701 A3 описывается режущая пластина, используемая для операции обдирки, которая имеет угловую зону с различными радиусами для обеспечения улучшенных параметров шероховатости поверхности, но эта режущая пластина применима только в одном направлении подачи.
Целью настоящего изобретения является разработка режущей пластины для применения при операциях точения, которая обеспечила бы улучшенные параметры шероховатости поверхности в некотором диапазоне скоростей подачи по сравнению с другими режущими пластинами, которые имеют угловую зону с одним и работает в том же диапазоне скоростей подачи.
Следующей целью настоящего изобретения является разработка режущей пластины, которая обеспечила бы улучшенные параметры шероховатости поверхности и была бы совместима с существующими в настоящее время державками.
Еще одной целью настоящего изобретения является разработка режущей пластины, которая обеспечила бы улучшенные параметры шероховатости поверхности и, кроме того, была бы многогранной, тем самым создавая множество угловых зон, которые можно использовать.
Еще одной целью настоящего изобретения является разработка режущей пластины для применения при точении, которая обеспечила бы улучшенные параметры шероховатости поверхности без существенного увеличения сил резания, действующих на режущую пластину.
Заявлена режущая пластина, имеющая многоугольное тело из износостойкого материала, для снятия материала с заготовки на глубине резания по направлению подачи при некоторой скорости подачи в процессе выполнения операции точения. Режущая пластина содержит верхнюю и нижнюю поверхности и окружную стенку между ними, режущую кромку, образованную на пересечении стенки и верхней поверхности, и, по меньшей мере, одну угловую зону и примыкающие боковые сегменты.
Режущая кромка каждого угла (вершины) состоит из врезающегося сегмента и отделочного сегмента. Врезающийся сегмент ограничен радиусом и двумя концами для входа в контакт с частью заготовки и создания (исходной) шероховатости поверхности. Отделочный сегмент ограничен радиусом, большим, чем радиус врезающегося сегмента, который пересекается с концом врезающегося сегмента на стороне, противоположной направлению движения подачи, для обеспечения улучшенных параметров шероховатости поверхности.
Во втором варианте исполнения вводится переходный сегмент между отделочным сегментом и боковой поверхностью режущей пластины.
В третьем варианте исполнения отделочный сегмент ограничен двумя врезающимися сегментами для обеспечения возможности обработки в двух направлениях и придания многогранности режущей пластине.
В четвертом варианте исполнения только одна сторона угловой части режущей пластины содержит отделочный сегмент.
В пятом варианте исполнения поверхность, имеющая ряд непрерывно возрастающих радиусов, заменена отделочными сегментами с одним радиусом, а врезающийся сегмент имеет уменьшенную длину, так что режущая кромка оказывает воздействие, характерное для режущей кромки, имеющей непрерывно увеличивающийся радиус от минимума, соответствующего радиусу врезающегося сегмента, до максимума.
Точный характер настоящего изобретения станет более очевидным из нижеследующего описания, сопровождающегося графическим материалом:
фиг. 1 представляет собой предшествующий технический уровень и показывает вид сверху на режущую пластину в контакте с заготовкой при операции точения;
фиг. 2 представляет собой предшествующий технический уровень и подробно показывает перспективное изображение режущей пластины по фиг. 1;
фиг. 3 представляет собой предшествующий технический уровень и показывает обведенную часть фиг. 1 в увеличенном масштабе;
фиг. 4 представляет собой увеличенное изображение фиг.1, однако представленное в модифицированном виде, чтобы показать детали первого варианта исполнения настоящего изобретения;
фиг. 5 представляет собой вид сверху одного варианта исполнения угловой части режущей пластины, по настоящему изобретению;
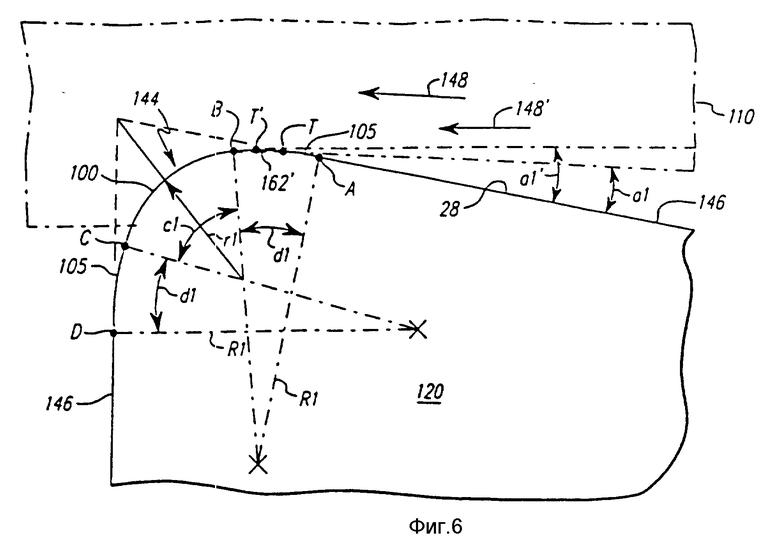
фиг. 6 показывает угловую часть режущей пластины, изображенную на фиг. 5, с допустимым угловым допуском;
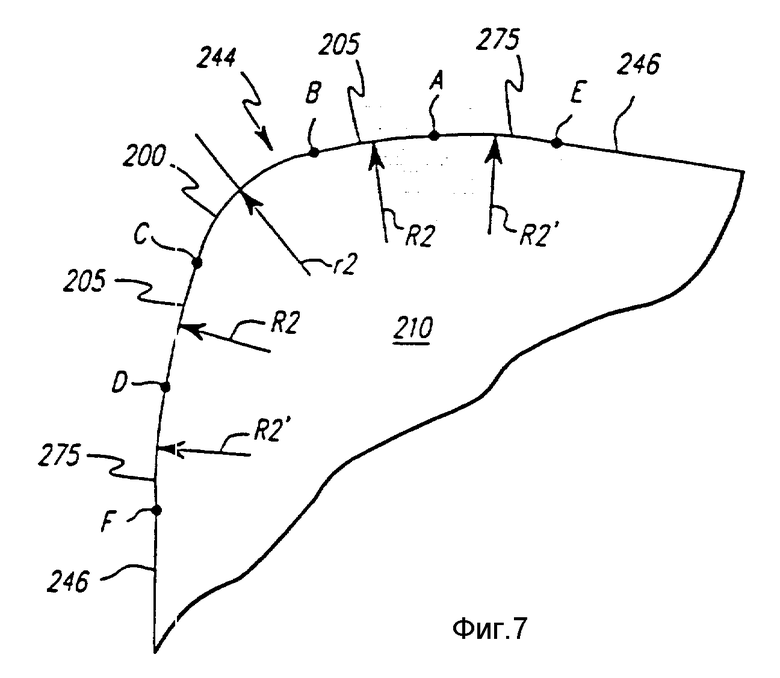
фиг. 7 показывает вид сверху второго варианта исполнения режущей кромки угловой части режущей пластины, по настоящему изобретению;
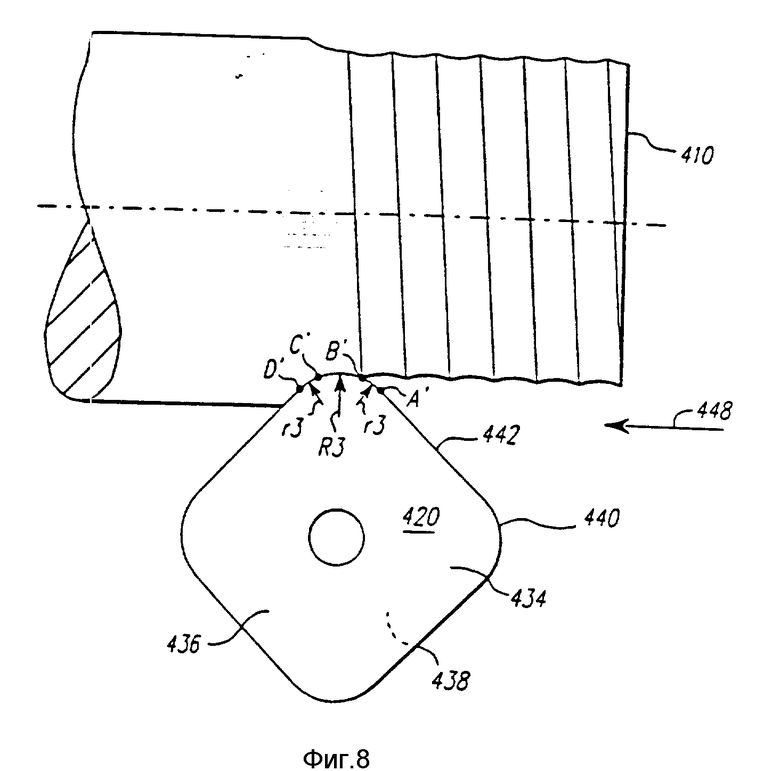
фиг. 8 показывает вид сверху третьего варианта исполнения режущей пластины, в которой угловая часть снова модифицирована;
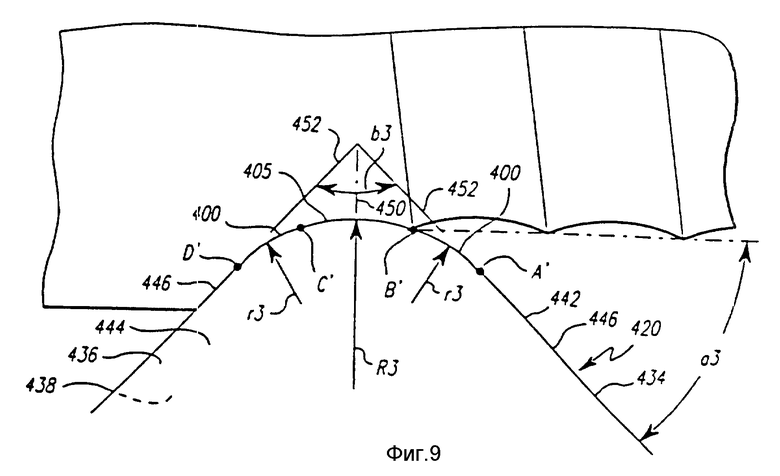
фиг. 9 показывает детали угловой зоны на фиг. 8;
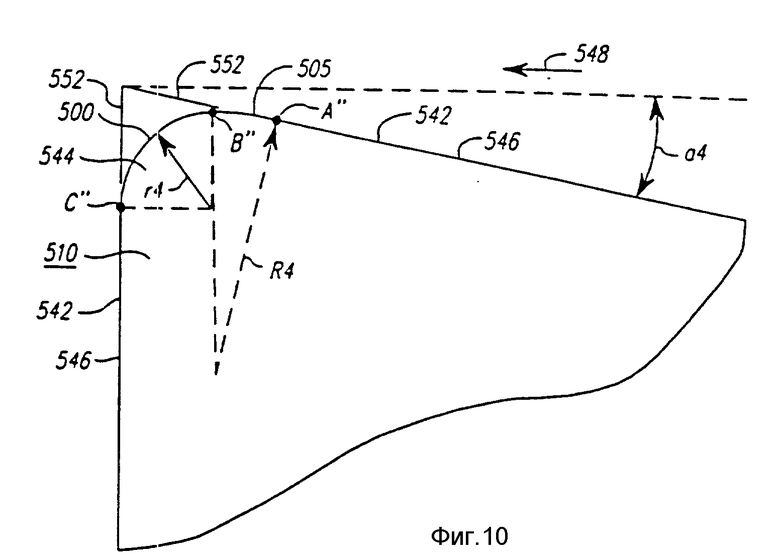
фиг. 10 показывает четвертый вариант исполнения настоящего изобретения, в котором угловая зона выполнена несимметричной;
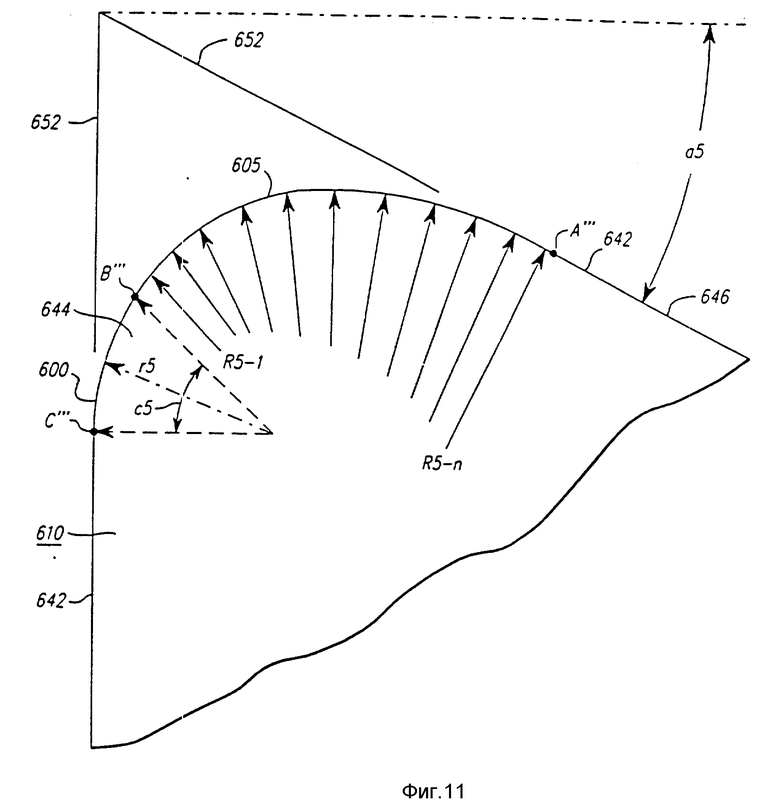
фиг. 11 показывает пятый вариант исполнения, в котором отделочный сегмент имеет ряд непрерывно увеличивающихся радиусов, которые плавно переходят во вращающийся сегмент и боковую поверхность.
При таком выполнении, как показано на фиг. 1-3, самая передняя часть угловой зоны 44 врезается в заготовку 10 и выполняет большую часть резания; тем не мене участки, отличные от самой передней части угловой зоны 44, не обязательно должны иметь сравнительно малый радиус, который является наиболее желательным для резания. Напротив, радиус угловой части 44 на стороне, противоположной направлению подачи, может быть увеличен. Следовательно, в соответствии с настоящим изобретением радиус той части угловой зоны, которая первой врезается в заготовку, может иметь размеры, соответствующие задаче оптимизации процессов резания, в то время как радиус на части режущей пластины, удаленной от той части, которая первой врезается в заготовку 10, может иметь такие размеры, которые соответствуют задаче улучшения параметров шероховатости поверхности. Для удобства номера позиций будут идентичными для одинаковых элементов, соответствующих элементам конструкции по предшествующему техническому уровню, но будут возрастать на 100 для каждого варианта исполнения.
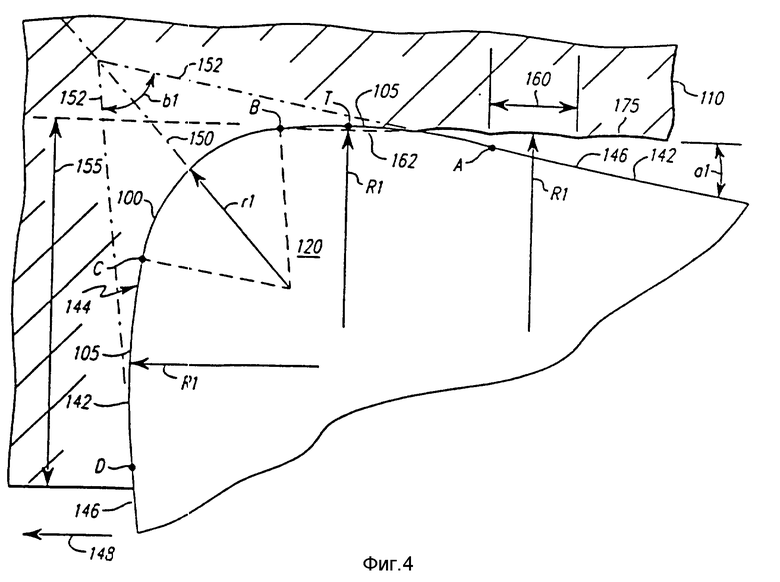
На фиг. 4 показан один вариант исполнения настоящего изобретения, в котором режущая пластина 120 состоит из угловой зоны 144, ограниченной боковыми сегментами 146, пересекающимися с угловой зоной 144 в точках А и D. Угловая зона 144 имеет врезающийся сегмент 100, образованный между точками B и C и имеющий радиус r 1. Кроме того, два отделочных сегмента 105 примыкают к врезающемуся сегменту 100 и ограничены соответственно точками A-B и C-D. Каждый из отделочных сегментов 105 имеет радиус R1, который больше радиуса r врезающегося сегмента 100. Один отделочный сегмент 105 пересекается с боковым сегментом 146 для образования заднего угла a1 между режущей пластиной 120 и направлением подачи 148. Глубина резания показана поз. 155.
Следует отметить, что режущая пластина 120 имеет два отделочных сегмента 105, по одному на каждой стороне врезающегося сегмента 100. Для удобства рассмотрения будет анализироваться только тот отделочный сегмент 105, который находится между точками А и В вдоль заготовки 110, при понимании того, второй отделочный сегмент 105 между точками C и D может использоваться для обработки в другом направлении, отличном от показанного направления подачи 148, например, в направлении, перпендикулярном направлению подачи 148.
Кроме того, если предполагаемое направление подачи совпадает в целом с направлением 148, то можно обойтись без отделочного сегмента 105 между точками C и D с целью удлинения врезающегося сегмента 100 за точку C для пересечения непосредственно с боковым сегментов 146. Такой вариант исполнения будет рассматриваться со ссылкой на фиг. 10.
На фиг. 4 угловая зона 144 режущей пластины 120 симметрична относительно биссектрисы 150, которая делит пополам угол b1, образованный пересечением линий 152, являющихся продолжением режущих кромок 142 каждого примыкающего бокового сегмента 146. Это придает симметричность угловой зоне 146. Хотя на фиг. 4 показана симметрия относительно биссектрисы 150, преимущества рассматриваемого изобретения могут быть полностью получены и без такой симметрии. Рациональным является то, что хотя радиус R1 на отделочных сегментах 105, ограниченных точками A-B и C-D, является примерно одинаковым, это не является (обязательным) требованием.
Как видно на фиг.4, результатом применения настоящего изобретения является то, что, хотя врезание в заготовку 110 осуществляется врезающимся участком 100 и той частью бокового сегмента 146, которая обращена в сторону направления подачи 148, параметры шероховатости поверхности заготовки 110 представляет собой функцию радиуса R1 отделочного сегмента 105 между точками A и B/
Для того чтобы этот отделочный сегмент 105 входил в контакт с заготовкой 110 и придавал заготовке 110 радиус R1, необходимо, чтобы, по меньшей мере, одна точка Т на отделочном сегменте 105 имела касательную, параллельную направлению подачи 148 режущей пластины 120. При данных условиях отделочный сегмент 105 будет определять глубину резания 155, поскольку эта точка касательной, параллельной направлению подачи 148, будет представлять собой самую крайнюю выступающую точку режущей пластины 120, врезающейся в заготовку 110. Это показано на фиг. 4.
Точка Т на фиг. 4 является точкой на отделочном сегменте 105, которая является точкой касательной к направлению подачи 148. Улучшенные параметры шероховатости поверхности могут быть обеспечены без входа всей длины отделочного сегмента 105 в контакт с заготовкой 110. Как показано на фиг.4, вся часть отделочного сегмента 105 спереди от точки Т, т.е. часть на стороне отделочного сегмента 105 от точки Т в направлении подачи 148, наряду с частью отделочного сегмента 105 от точки Т в направлении подачи 148, наряду с частью отделочного сегмента 105 с противоположной стороны от точки Т, входит в контакт с заготовкой 110. До тех пор пока, по меньшей мере, одна часть отделочного сегмента 105 контактирует с заготовкой 110, настоящее изобретение может быть использовано для улучшения параметров шероховатости поверхности. Однако предпочтительно, если одна точка отделочного сегмента 105 имеет касательную, параллельную направлению подачи 148.
Для достижения максимальных преимуществ при использовании такой конфигурации скорость подачи 160 не должна превышать максимальной длины хорды 162 на отделочном сегменте 105, параллельной направлению подачи 148. Перпендикуляр, проходящий из середины такой хорды 162, должен проходить через точку Т. Предпочтительно, если отделочный сегмент 105 сцентрирован относительно этой точки касательной, чтобы обеспечить максимальное воздействие отделочного сегмента 105 на параметры шероховатости поверхности.
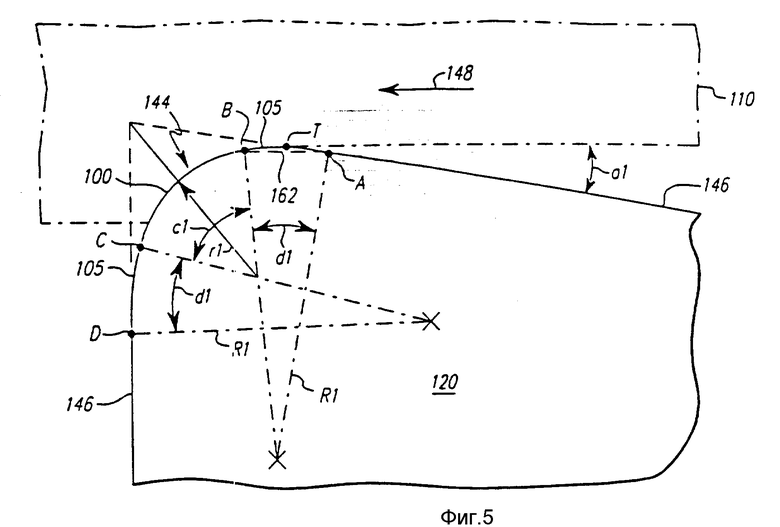
На фиг. 5 показана та же конструкция, что и на фиг. 4, но более подробно показаны радиусы и соответствующие углы для дуг врезающегося сегмента и отделочных сегментов. Следует отметить, что если бы длины векторов R1 и r1, показанных на фиг. 5, были бы реальными длинами радиусов, то радиус R1 был бы примерно в три раза больше радиуса r1. Однако в действительности длина радиуса R1 может до 50 раз превышать длину радиуса r1. По мере увеличения радиуса R1 силы резания, действующие на режущую пластину, также увеличиваются до значений, при которых преимущества улучшенных параметров шероховатости поверхности перекрываются проблемами, связанными с увеличением сил резания, действующих на режущую пластину. Следует понимать, что хотя, как правило, сила возрастает по мере увеличения радиуса R1, на силу также влияет длина дуги на части режущей пластины, которая контактирует с заготовкой. Режущая пластина с отделочным сегментом, имеющим дугу d1 в 5o и радиус R1, при контакте с заготовкой будет испытывать воздействие меньших сил резания, чем режущая пластина с отделочным сегментов, имеющим дугу d1 в 15o и радиус R1, который контактирует с заготовкой. Кроме того, по мере увеличения d1 дуга c1 врезающегося сегмента 100 будет уменьшаться.
Было обнаружено, что режущая пластина CNMG-432, имеющая нижеприведенные характеристики, обеспечивала улучшенные параметры шероховатости поверхности по сравнению с немодифицированной режущей пластиной CNMG-432 в одном и том же резцедержателе:
r1=0,3125 дюйма (0,7938 мм) c1=100o
R1=0,20 дюйма (5,08 мм) d1=10o
скорость подачи 0,020 дюйма/оборот (0,508 мм/об)
При таких значениях с учетом ранее рассмотренного выражения для высоты микронеровностей профиля поверхности возможно получение значений средней высоты микронеровностей порядка 64 микродюймов (0,0016256 мм).
Для сравнения, при использовании угловой зоны, имеющей один радиус r, равный 0,03125 дюйма (0,79375 мм), и скорость подачи 0,020 дюйма (5,08 мм), высота микронеровностей профиля поверхности составляет 411 микродюймов (0,0104394 мм). При использовании конструкции по рассматриваемому изобретению обеспечивается улучшение параметров шероховатости поверхности на 84%
Следует отметить, что режущая пластина CNMG-432, модифицированная в соответствии с настоящим изобретением, была взаимозаменяемой с немодифицированными режущими пластинами CNMG-432. Для достижения преимущества настоящего изобретения нет необходимости выполнять какие-либо модификации других элементов конструкции, таких как резцедержатели и механизмы крепления режущей пластины.
Кроме того, за счет наличия криволинейной поверхности с большим радиусом R1 в пределах угловой зоны 144 конструкция, по настоящему изобретению, менее требовательна (к точности установки) по сравнению с конструкцией с прямолинейной поверхностью, которую можно использовать вместо криволинейной поверхности для улучшения параметров шероховатости поверхности (заготовки). Если бы использовалась прямолинейная поверхность, то точное выравнивание этой поверхности параллельно направлению движения подачи имело бы решающее значение. Однако отделочная поверхность 105, по настоящему изобретению, допускает непараллельность, например такую, какая имеет место в пределах допуска и неизбежна при процессах изготовления как резцедержателя, так и режущей пластины. Хотя в идеальном случае точка T касательной должна находиться в середине отделочного сегмента 105, тем самым обеспечивая контакт максимально возможной длины отделочного сегмента 105 с заготовкой 110, режущая пластина 120 будет эффективно работать даже в том случае, если этого не происходит и имеет место смещение режущей пластины или если направление движения подачи изменяется в диапазоне угловых положений режущей пластины по отношению к заготовке. Такое смещение от заданного положения может быть выдано неточным позиционированием режущей пластины внутри резцедержателя или обусловлено изменением направления подачи в процессе резания.
В частности, как видно на фиг. 6, направление движения подачи 148' находится под небольшим углом относительно режущей пластины 120, что вызывает смещение точки касательной в точку T' и определяет границы хорды 162' с центром в точке T'. В результате заданий угол также изменяется от a1 до a1'. Имеется допуск на угловое смещение (поворот) направления подачи 148' относительно режущей пластины 120, когда точка T' касательной находится не в центре отделочного сегмента 105.
Как видно из чертежей, фиг. 5 идентична на фиг. 6, за исключением направления движения подачи 148' и вызванного им изменения положения заготовки 110 и режущей пластины 120 друг относительно друга.
Даже если скорость подачи режущей пластины 120 превышает максимальную длину хорды 162' на отделочном сегменте 105, параллельной направлению подачи 148', настоящее изобретение будет обеспечивать улучшенные параметры шероховатости поверхности. Однако изменение параметров шероховатости поверхности обеспечивается как за счет радиуса врезающего сегмента, так и за счет радиуса отделочного сегмента, и параметры шероховатости поверхности будут улучшаться, но не в такой степени, как имело бы место только при контакте отделочного сегмента.
В таких случаях, как показывает фиг. 4, на заготовке 110 будут участки с волнообразными неровностями 175, причем часть волнообразной неровности 175 будет иметь радиус r1 (не показанный) врезающегося сегмента 100, а другая часть будет иметь радиус R1 отделочного сегмента 105 между точками A и B При данных обстоятельствах желательно, чтобы переходный участок, показанный в виде точки B (фиг. 6), между врезающимся сегментом 100 и отделочным сегментом 105 представлял собой плавный переход для предотвращения контакта с заготовкой каких-либо острых углов (на поверхности пластины). С этой целью наклон кривой врезающегося сегмента 100 и отделочного сегмента 105 в их точке пересечения B предпочтительно выполняется одинаковым. Таким же образом, если режущая пластина 120 сориентирована так, что точка A, являющаяся переходной точкой между отделочным сегментом 105 и боковым сегментом 146, вводится в контакт с заготовкой, предпочтительно, чтобы наклон кривой отделочного сегмента 105 и бокового сегмента 146 в точке их пересечения A был одинаковым.
Кроме того, некоторые преимущества могут быть получены, даже если ни одна из точек отделочного сегмента 105 не является точкой касательной к направлению подачи, пока часть отделочного сегмента 105 контактируется с заготовкой 110. Больший радиус отделочного сегмента 105 обеспечит улучшение параметров шероховатости поверхности по сравнению с параметрами шероховатости, получаемыми при использовании врезающегося сегмента 100, на любом участке заготовки 110, с которым он входит в контакт.
На фиг. 4 6 показана режущая пластина 120, имеющая угловую зону 144 с врезающимся сегментом 100 для контакта с заготовкой 110 и с отделочным сегментом 105 для улучшения параметров шероховатости поверхности заготовки 110. Отделочный сегмент 105 переходит во врезающийся сегмент 100 в точке B и в боковой сегмент 146 в точке a. Однако в альтернативном варианте исполнения отделочный сегмент 105 не переходит непосредственно в боковой сегмент 146.
На фиг. 7 показана угловая зона 244 режущей пластины 210, имеющая врезающий сегмент 200 с радиусом r2 и два отделочных сегмента 205 с радиусом R2.
Необходимо только предусмотреть достаточную длину отделочного сегмента 205 на режущей пластине 210 с учетом возможных скоростей подачи. С этой целью и для обеспечения размерного контроля местоположения врезающего сегмента 200 на режущей пластине 210 может вводиться переходный сегмент 275 между отделочным сегментом 205 и боковым сегментом 246. Такой сегмент 275 ограничен соответственно точками A и E, а также D и F. Переходный сегмент 275 может иметь радиус R2', который меньше радиуса R2 отделочного сегмента 205.
Симметричная конфигурация угловой зоны, обсуждаемой до сих пор, рассматривалась применительно к одной стороне этой угловой зоны, соответствующей одному направлению подачи.
В отличие от фиг. 4-6, на фиг. 8 и 9 показана конфигурация режущей пластины, в которой по бокам отделочного сегмента 405 находится два врезающихся сегмента 400. На фиг. 8 показана режущая пластина 420, имеющая многоугольное тело 434 с верхней поверхностью 436, нижней поверхностью 438 и окружной стенкой 440 между ними. Режущая кромка 442 образована на пересечении окружной стенки 440 и верхней поверхности 436. Режущая кромка также может быть образована на пересечении окружной стенки 440 и нижней поверхности 438. На фиг. 9 показана часть фиг. 8 в увеличенном масштабе.
Несмотря на то что форма режущей пластины 420 отличается от режущей пластины 120, изображенной на фиг. 4 и 5, признаки аналогичны в том, что врезающийся сегмент 400 сначала входит в контакт с заготовкой 410, а отделочный сегмент 405 входит в контакт с заготовкой 410 после врезающегося сегмента 400 для улучшения параметров шероховатости поверхности заготовки 410. Функционирование отделочного сегмента, описанное выше, аналогично и в данном случае.
Режущая пластина 420 состоит из угловой зоны 444, ограниченной боковыми сегментами 446, и пересекающейся с этими сегментами в точках A' и D'. Угловая зона 444 имеет отделочный сегмент 405, ограниченный точками B' и C' и имеющий радиус R3. Кроме того, два врезающихся сегмента 400 примыкают к отделочному сегменту 405 и ограничены соответственно точками A' и B', и C' и D'. Каждый из врезающихся сегментов имеет радиус r3, который меньше радиуса R3 отделочного сегмента 405. Врезающийся сегмент 400, ограниченный точками A' и B', пересекается с боковым сегментом 446 для образования заднего угла а3 между заготовкой 410 и режущей пластиной 420.
Следует отметить, что режущая пластина 420 имеет два врезающихся сегмента 400, по одному с каждой стороны отделочного сегмента 405. В целях улучшения параметров шероховатости поверхности будет рассмотрен только врезающийся сегмент 400 между точками C' и D' вдоль заготовки 410 при направлении подачи 448, понимая, что второй врезающийся сегмент 400 между точками A' и B' будет входить в контакт аналогичным образом, если направление движения подачи будет прямо противоположно направлению движения подачи 448. В альтернативном случае второй врезающийся сегмент 400 между точками A' и B' может быть исключен, если единственно возможным направлением подачи будет направление подачи 448.
Для работы при направлении движения подачи 448 или противоположном направлении движения подачи угловая зона 444 предпочтительно выполнена симметричной относительно биссектрисы 450, делящей пополам угол b3, образованный пересечением линий 452, являющихся продолжениями режущих кромок 442 каждого из примыкающих боковых сегментов 446. Кроме того, для наилучшего функционирования режущую пластину 420 необходимо установить относительно заготовки таким образом, чтобы биссектриса 450 была перпендикулярна направлению движения подачи 448.
Конфигурация режущей пластины 420 на фиг. 8 и 9 может быть аналогична конфигурации режущей пластины, рассмотренной со ссылками на фиг. 4-7, но при замене положений врезающегося сегмента 400 и отделочного сегмента 405 друг на друга. Однако, как и в ранее описанном случае, для улучшения параметров шероховатости поверхности врезающийся сегмент 400 будет первым контактировать с заготовкой 410, а за ним будет контактировать с заготовкой отделочный сегмент 405. Чтобы отделочный сегмент 405 входил в контакт с заготовкой 410 и придавал ей улучшенные параметры шероховатости поверхности, предпочтительно, чтобы, по меньшей мере, одна точка на отделочном сегменте 405 была точкой касательной, параллельной к направлению подачи 448 режущей пластины 420. Однако, как было рассмотрено ранее, можно получить улучшенные параметры шероховатости поверхности путем ввода в контакт с заготовкой любого участка отделочного сегмента.
В данном конкретном случае следует понимать, что направление движения подачи 448 может быть изменено на противоположное и режущая пластина 410 будет работать так же эффективно.
Все случаи, рассмотренные до сих пор, относились к симметричным угловым зонам. На фиг. 10 показана режущая пластина 510, в которой угловая зона 544 не является симметричной относительно биссектрисы, которая делила бы пополам угол, образованный пересечением линии, 552, являющихся продолжениями режущих кромок 542 каждого из примыкающих боковых сегментов 546. В данном случае, исключение одного отделочного сегмента вызывает асимметрию в угловой зоне 544. Когда отделочный сегмент 505 с радиусом R 4 находится между точками A и B, а врезающийся сегмент 500 с радиусом r4 примыкает к нему и располагается между точками "B" и "C", врезающийся сегмент 500 непосредственно переходит в боковой сегмент 546 в точке C". В этом случае достижение улучшенных параметров шероховатости поверхности возможно путем ввода в контакт с заготовкой /не показанной/ отделочного сегмента 505 между точками A" и B". Направление подачи 548 и задний угол a4 показаны с учетом понимания того, что, как и в ранее описанных случаях, касательная в точке на отделочном сегменте 505 предпочтительно должна быть параллельной направлению подачи.
До сих пор рассматривались конфигурации, в которых врезающийся сегмент имел один радиус, а отделочный сегмент имел также один радиус большей величины. В целом возможно выполнить отделочный сегмент, имеющий множество радиусов, больших, чем радиус врезающегося сегмента и возрастающих от минимального значения у врезающегося сегмента до желательного большего радиуса, который затем будет переходить в боковой сегмент или в переходный сегмент. При таких обстоятельствах, например, режущая пластина 120, показанная на фиг. 4, должна иметь врезающийся сегмент 100 с радиусом r1, но тогда она будет иметь отделочный сегмент 105 с радиусом R1 в точке B и другим большим радиусом R1 в точке A с последовательностью сегментов, имеющих увеличивающиеся радиусы от точки B до точки A, так что будет иметь место плавная кривая. Хотя параметры шероховатости поверхности будут улучшены, они будут функцией радиуса отделочного сегмента, который входит в контакт с заготовкой. Как и в ранее описанных случаях, предпочтительно, чтобы по меньшей мере одна точка отделочного сегмента была бы точкой касательной к направлению подачи.
Такая конфигурация показана на фиг. 11. Как и на фиг. 10, здесь показана режущая пластина 610, в которой угловая зона 644 не является симметричной относительно биссектрисы, делящей пополам угол, образованный пересечением линий 652, являющихся продолжением режущих кромок 642 каждого из примыкающих боковых сегментов 646. Это показано в виде примера при понимании того, что в целом угловая зона 644 может быть выполнена симметричной относительно биссектрисы.
Врезающийся сегмент, ограниченный точками В''' и С''' в угловой зоне 644 режущей пластины 610, имеет один радиус r5, который переходит в отделочный сегмент 605, ограниченный точками A''' и B'''. Отделочный сегмент 605 состоит из кривой с непрерывно увеличивающимися радиусами от Р5-1 до Р5-n, причем каждый из этих радиусов больше радиуса врезающегося сегмента 600, и максимальный радиус имеет место на конце отделочного сегмента 605, удаленном от врезающегося сегмента 600. Как и в ранее описанных случаях, может быть желательным плавный непрерывный переход между врезающимся сегментом 600 и отделочным сегментом 605. При таких обстоятельствах наклон кривой врезающегося сегмента 600 и отделочного сегмента 605 в их точке пересечения B''' предпочтительно должен выполняться одинаковым. Таким же образом если режущая пластина 610 направлена так, что точка A''', которая является переходной точкой между отделочным сегментом 605 и боковым сегментом 646, входит в контакт (с заготовкой), то наклон кривой отделочного сегмента 605 и бокового сегмента 646 в их точке пересечения A''' предпочтительно должен выполняться одинаковым. Хотя это и не показано на фиг. 11, в данном варианте исполнения можно включить в конструкцию переходный сегмент, аналогичный рассмотренному со ссылкой на фиг. 7, который имеет радиус меньший, чем максимальный радиус отделочного сегмента 605.
Отделочный сегмент 605 также может занимать существенную часть угловой зоны 644, так что врезающийся сегмент 600 будет иметь значительно меньшие размеры по сравнению с отделочным сегментом 605. В частности, дуга с 5 врезающегося сегмента 600 может составлять менее двух градусов. При таких условиях угловая зона 644 становится непрерывной кривой, в которой радиус в точке C''' имеет фиксированную величину, а кривая, проходящая к точке A''', состоит из ряда сегментов с увеличивающимися радиусами, причем максимальный радиус достигается в точке A''', которая представляет собой конец отделочного сегмента 605.
В каждом из данных вариантов исполнения можно выполнить все угловые зоны на данной режущей пластине, или на верхней поверхности, или на нижней поверхности, или на обеих поверхностях. В таком случае режущая пластина будет многогранной и также может быть двухсторонней. Однако при конфигурации, показанной на фиг. 11, следует понимать, что направление движения подачи будет ограничено асимметричным характером угловой зоны.
В описании представлена режущая пластина, имеющая угловую зону, по меньшей мере, с двумя радиусами, содержащую врезающийся сегмент для получения исходной шероховатости поверхности и отделочный сегмент для улучшения параметров такой шероховатости поверхности при механической обработке заготовки.
Изобретение относится к геометрии режущей пластины дял механической обработки в процессе операции точения и предназначено для улучшения параметров шероховатости поверхности. Пластина имеет, по меньшей мере, одну угловую зону и примыкающие боковые зоны, расположенные вокруг биссектрисы, которая делит пополам угол, образованный пересечением линий, являющихся продолжением режущих кромок каждой из примыкающих боковых зон. При этом каждая угловая зона состоит из расположенного вокруг биссектрисы врезающегося сегмента, радиусная режущая кромка которого предназначена для снятия материала в процессе врезания в заготовку на глубину резания с образованием на заготовке волнообразный шероховатости. Отделочные сегменты выполнены с длиной подачи, параллельной направлению движения подачи, большей или равной подаче. 9 з.п. ф-лы, 11 ил.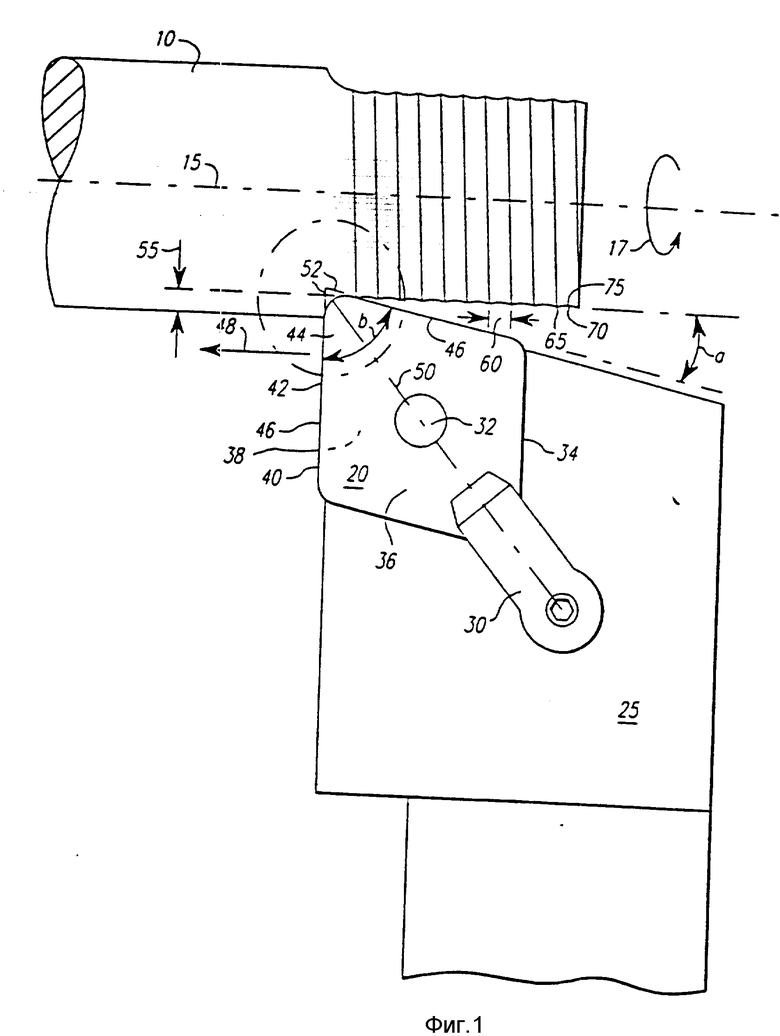
| ЕР, 0162029, B 23 B 27/14, фиг.3,6 1985. |
