Изобретение относится к трубному производству и может быть использовано при изготовлении труб с внутренним покрытием для трубопроводов.
Известна труба [1] с внутренним термочувствительным покрытием, концевые участки которой покрыты неокисляемым металлическим сплавом, в качестве которого используют самофлюсующийся сплав, наносимый на длине равной зоне остаточных пластических деформаций от температурных напряжений при сварке.
Недостатком данной трубы является то, что самофлюсующийся материал, используемый в качестве защитного покрытия на концах труб, не позволяет обеспечить качественную защиту из-за пористости нанесенного слоя, недостаточной адгезии к металлу трубы. После сварки в трубопроводе качественно защищенным оказывается лишь участок, на котором самофлюс подвергся расплавлению с образованием сплавленного покрытия. Этот участок не более 5-10 мм от торца трубы. На остальном участке с самофлюсующимся материалом (равном зоне остаточных пластических деформаций от температурных напряжений при сварке) не достигается температурное воздействие, позволяющее улучшить свойства самофлюсующегося материала в качестве защитного покрытия (не происходит сплавление покрытия, не изменяется его высокая пористость, адгезия к металлу трубы остается пониженной).
За прототип трубы с внутренним покрытием принята труба (заявка Франции N 2564938, МКИ F16L 13/02, 58/08, 58/10, 58/18, опубл. 1985 г.), имеющая неокисляемое металлическое покрытие, нанесенное на длине равной трети или половине диаметра от конца трубы. На неокисляемое металлическое покрытие на длине по меньшей мере 20 мм нанесено термочувствительное покрытие.
При соединении труб сварку осуществляют в два этапа. На первом этапе наносят шов из неокисляемого металлического сплава, на втором шов из такого же металла, как металла трубы.
Недостатком данной трубы является трудоемкость и сложность изготовления трубопроводов из таких труб, связанное со сваркой шва в два этапа.
Известен способ изготовления трубопровода с внутренним покрытием (заявка Франции, N 2564938, МКИ F16L 13/02, 58/08, 58/10, 58/18, опубл. 1985 г.), по которому на концы трубы наносят неокисляемый металлический сплав, а на неокисляемый металлический сплав на длине по меньшей мере 20 мм наносят термочувствительное покрытие. Недостатки указанного способа описаны выше.
За прототип принят способ изготовления трубы с внутренним термочувствительным покрытием, по которому на концевые участки труб наносят (напыляют) неокисляемый самофлюсующийся сплав, на который наносят термочувствительное покрытие. При изготовлении трубопровода из таких труб в процессе сварки на длине, равной зоне остаточных пластических деформаций, термочувствительное покрытие выгорает (AI, 1778424, МКИ F 16 L 58/02, опубл. 1992 г.).
Недостатком данного способа является плохое качество защитного покрытия на участке внутренней поверхности трубы за пределом зоны, на которой происходит расплавление самофлюсующегося материала. На переходном участке от шва к термочувствительному покрытию слой самофлюсующегося материала остается рыхлым, пористым и плохо адгезированным к металлу трубы.
Основной технической задачей изобретения является получение трубы с внутренним термочувствительным покрытием с высокими эксплуатационными характеристиками по всей длине трубы в трубопроводе, включая сварной стык, с наименьшими трудозатратами (без дополнительных мероприятий во время или после сварки).
Поставленная цель достигается путем изготовления трубы с внутренним покрытием, состоящим из термочувствительного покрытия, перекрывающего термостойкое покрытие на концевых участках трубы. В отличие от известной, предлагаемая труба на концевых участках, примыкающих к торцам, имеет дополнительный двухслойный участок, состоящий из термостойкого покрытия и слоя из самофлюсующегося сплава, при этом термостойкое покрытие в месте перекрытия с термочувствительным имеет шероховатую поверхность.
Предлагаемая труба изготавливается способом, по которому на внутреннюю поверхность трубы наносят слой самофлюсующегося сплава на концевые участки трубы и термочувствительного покрытия с перекрытием. В отличие от известного, перед нанесением термочувствительного покрытия слой самофлюсующегося сплава обрабатывают, после чего на обработанную поверхность, примыкающую к торцам трубы, наносят слой необработанного самофлюсующегося сплава. Обработке подвергают слой самофлюсующегося сплава на длине l, определяемой зависимостью L-lпер < l < L от торца трубы, где L длина слоя самофлюсующегося сплава; lпер длина зоны перекрытия самофлюсущегося сплава термочувствительным покрытием. Обработку самофлюсующегося сплава осуществляют путем его оплавления.
Согласно предлагаемого технического решения внутреннее покрытие трубы с термочувствительным покрытием на концах трубы имеет следующие три участка: двухслойный из термочувствительного покрытия, перекрывающего термостойкое с шероховатой поверхностью; участок термостойкого покрытия и двухслойный из термостойкого со слоем самофлюсующегося сплава. Такая конструкция трубы с покрытием обеспечивает качественную защиту металла трубы по всей ее длине: двухслойный участок термочувствительного покрытия по термостойкому с шероховатой поверхностью позволяет получить хорошую адгезию термочувствительного покрытия на переходном участке к основному защитному покрытию трубы, двухслойный участок термостойкого покрытия со слоем самофлюсующегося сплава позволяет обеспечить качественную защиту зоны шва, а наличие термостойкого покрытия на переходном участке между ними позволяет осуществить подбор варианта покрытия на этом участке в зависимости от требуемых эксплуатационных характеристик и тем самым осуществить качественную защиту по всей длине трубы.
После обработки слой самофлюсующегося сплава приобретает все свойства качественного термостойкого покрытия отсутствие пористости, высокие эксплуатационные характеристики (высокая коррозионная стойкость, стойкость к эрозионному взносу). Кроме того, он обладает повышенной адгезией к металлу трубы.
Нанесение необработанного самофлюсующегося сплава на его обработанную поверхность, примыкающую к торцам трубы, позволяет качественно защитить сварной шов после плавления при сварке при изготовлении трубопровода из таких труб. В месте совмещения термочувствительного покрытия и необработанного участка самофлюсующегося сплава также обеспечивается высокое качество защиты благодаря хорошей адгезии термочувствительного покрытия по шероховатой развитой поверхности.
Таким образом, предлагаемый способ нанесения покрытия на внутреннюю поверхность труб позволяет получить трубу с высокими эксплуатационными характеристиками по всей длине трубы. Использование изготовленной предлагаемым способом трубы при изготовлении трубопровода позволяет сделать процесс сварки менее трудоемким, при сохранении высоких эксплуатационных характеристик по всей длине трубопровода.
Предлагаемый способ изготовления трубы с внутренним покрытием осуществляется следующим образом.
На внутреннюю поверхность трубы, на концевые ее участки наносят слой из самофлюсующегося сплава (например, ПГ-10Н-01, ПГ-12Н-02), который позвергают обработке, например термической, с получением термостойкой оплавленной поверхности.
Обработку слоя самофлюсующегося сплава можно проводить по всей длине, при этом участок обработанной поверхности в зоне перекрытия его с термочувствительным покрытием подвергают дополнительной механической обработке для получения шероховатой поверхности.
Обработку слоя самофлюсующегося материала можно осуществлять и на длине l, определяемой зависимостью L-lпер < l < L от точки трубы, где L - длина слоя самофлюсущегося сплава; lпер длина зоны перекрытия самофлюсующегося сплава термостойким покрытием. Как правило, длина необработанного (шероховатого) участка составляет 10-20 мм.
Возможно производить и химическую обработку, например в хромсодержащих составах, с последующей термообработкой или обработкой высокотермоустойчивыми составами, пропитывающими поры покрытия; лазерную обработку с получением сплавленного слоя.
После обработки на внутреннюю поверхность трубы наносят термочувствительное покрытие, перекрывая шероховатый участок и частично обработанный слой самофлюсующегося сплава.
На обработанный участок самофлюсующегося сплава (3-10 мм), примыкающий к торцам трубы, наносят слой из необработанного самофлюсующегося сплава.
Для изготовления предлагаемой трубы с внутренним покрытием в качестве термостойкого покрытия можно использовать следующие сплавы: никель-алюминиевые, нержавеющие сплавы или неметаллические покрытия - керамическое, эмалевое и др. В качестве термочувствительного покрытия используют эпоксидное полиэтиленовое и др. полимерные покрытия: металлическое термочувствительное, например цинковое покрытие.
При изготовлении трубопровода слой необработанного самофлюсующегося сплава растекается по поверхности сварного шва, позволяя качественно его защитить.
Кромки двух труб с покрытием внутренней поверхности трубы, полученные данным способом, были сварены ручной дуговой сваркой. Внутреннее покрытие было испытано в коррозионно-активном растворе, ускоряющем проявление локальных видов коррозии, а также приводящем к ускоренному снижению адгезии на границе субстрат покрытие, состава, мас. NaCl 3; FeCl3•6H2O 2; H2O остальное.
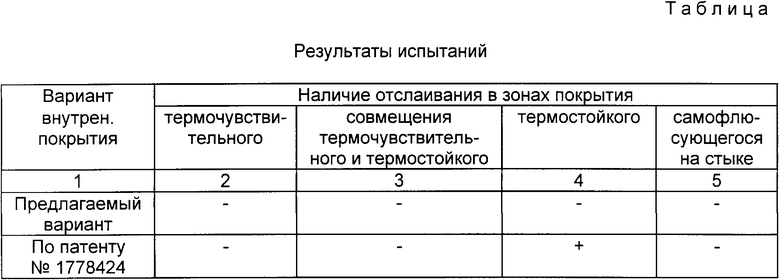
За показатель качества покрытия принято наличие или отсутствие отслаивания в каждой из зон.
Результаты испытаний представлены в таблице.
В ре0ультате испытаний в течение 6 месяцев не выявлено отслаивания покрытия или проявления коррозионного процесса на границе металл трубы - покрытие ни на одном из участков покрытия, в то время как соединение, выполненное по прототипу (патент N 1778424, опубл. 1992 г.) имело отслоения на участке покрытия самофлюсующемся материалом от зоны термического влияния до термочувствительного покрытия из-за проникновения коррозионной среды через поры покрытия на границу раздела с металлом трубы с последующей потерей адгезии покрытия и развитием коррозионного процесса металла трубы.
Таким образом, согласно предлагаемому способу, получена труба, внутреннее покрытие которой имеет высокие эксплуатационные характеристики (по сравнению с патентом N 1778424, опубл. 1992 г. по всей длине, включая сварной стык) и которая позволяет проводить процесс сварки концевых участков при изготовлении трубопровода в один прием (по сравнению с заявкой N 2564938, опубл. 1985 г.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2015 |
|
RU2602715C1 |
| Способ изготовления трубопровода с внутренним покрытием | 1990 |
|
SU1778427A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБОПРОВОД | 2006 |
|
RU2315899C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2415332C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ТРУБОПРОВОДА | 2007 |
|
RU2340830C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ БЕЗ ЕГО СНЯТИЯ С ПОЛОТНА | 2009 |
|
RU2421309C1 |
| Способ обработки стали под полимерные олефиновые покрытия | 1991 |
|
SU1787172A3 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
Изобретение относится к строительству и может быть использовано для защиты трубопроводов от коррозии. На внутреннюю поверхность трубы на концевые участки наносят слой самофлюсующегося сплава, оплавляют его нагревом, на ограниченную длину оплавленного слоя наносят дополнительный слой самофлюсующегося сплава, и наносят термочувствительное покрытие на внутреннюю поверхность трубы с частичным покрытием оплавленного слоя. 2 с. и 2 з.п.ф-лы, 1 табл.
L lп е р < l < L,
где L длина слоя самофлюсующегося сплава, мм;
lп е р длина зоны перекрытия самофлюсующегося сплава термочувствительным покрытием.
| SU, авторское свидетельство N 1778424, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |

