Изобретение относится к строительству трубопроводного транспорта и используется при сборке трубопроводов, предназначенных для транспортировки коррозионно-агрессивных сред в нефтяной, газовой, химической, горнометаллургической, энергетической и других отраслях промышленности. Для этих целей широкое применение находят трубы с внутренним противокоррозионным термочувствительным (полимерным, лакокрасочным) или термостойким (силикатно-эмалевым, керамическим) покрытием. Вместе с тем существенной проблемой является выбор способа соединения таких труб в трубопроводные системы из-за проблем обеспечения внутренней защиты зоны сварного соединения с учетом технико-экономических требований их эксплуатации.
Известен способ изготовления трубопроводов из эмалированных труб [Авт. свидетельство СССР 1268348, Бюл. №41, опубл. 07.11.1986 г.], согласно которому после нанесения пасты из шликера той же эмали, которой покрыты изнутри трубы, поясками на расстоянии 5-10 мм от торцов производят сварку, затем этот участок подвергают нагреву до размягчения поясков эмалевой пасты, которая должна покрыть кольцевой сварной шов. Однако расплавленная эмалевая паста в верхней части кольцевого шва не растекается по сторонам, а течет вниз. В результате верхняя часть сварного шва оказывается без покрытия эмалью, что негативно влияет на коррозионную стойкость сварного соединения.
Известен способ соединения металлических труб с внутренним антикоррозионным покрытием [Патент РФ 2154221, Бюл. №22, опубл. 10.08.2000 г.]. Для соединения используют втулки из коррозионно-стойкого металла. Втулки на внутренней поверхности концов труб предварительно закрепляют путем радиального обжатия концов труб, а окончательно - путем редуцирования концов труб на длину втулок. После нанесения на внутреннюю поверхность труб антикоррозионного слоя и подготовки кромок соединение труб осуществляют по известной технологии сваривания двухслойных металлов. Однако при контакте разнородных металлов возникает опасность электрохимической коррозии, что требует дополнительных мер защиты.
Известна труба с внутренним покрытием и способ ее изготовления [Патент РФ 2105921, Бюл. №6, опубл. 27.02.1998 г.]. На концевые участки внутренней поверхности трубы наносят слой самофлюсующегося сплава, оплавляют его нагревом, на ограниченную длину оплавленного слоя наносят дополнительный слой самофлюсующегося сплава и наносят термочувствительное покрытие на внутреннюю поверхность с частичным покрытием оплавленного слоя. В качестве самофлюсующегося термостойкого покрытия используют никель-алюминиевые, хромо-никелевые, нержавеющие сплавы, керамические покрытия. Защитное покрытие сварного шва формируется при сварке труб в плеть за счет того, что расплав самофлюсующегося сплава растекается по поверхности корня сварного шва с дополнительным слоем образующихся стеклообразных шлаков. При этом также отсутствует гарантия защиты верхней зоны сварного шва из-за стекания расплава.
В целом известные методы защиты сварных соединений труб с внутренним покрытием от коррозии при определенных преимуществах имеют общие недостатки: сложность выполнения соединения сваркой в полевых условиях, в частности по технологии сварки двухслойных материалов, использование дефицитных соединительных материалов и нагревательного оборудования, значительные технико-экономические затраты, отсутствие гарантированной защиты внутренней поверхности трубы в зоне термического нагрева при формировании сварного шва.
Наиболее близким по технической сущности и достигаемому результату является известное соединение эмалированных труб и способ его выполнения [Патент РФ 2227241, Бюл. №11, опубл. 20.04.2004 г.].
Для соединения труб с внутренним эмалевым покрытием используют эмалированную марочным составом эмали труб втулку с радиальным выступом по всему периметру среднего сечения и с разрезом по ее длине. Размерные величины втулки связаны с толщиной стенки трубы. Ширина (I) и высота (h) радиального выступа, а также длина (L) втулки и толщина (t) ее стенки относятся к толщине (S) стенки соединяемых труб соответственно: 1/S=(0,1-0,3), h/S=(0,3-0,6), L/S=(2-5) и t/S=(0,12-0,35).
Практика эксплуатации трубопроводных систем с использованием для соединения эмалированных труб втулок с эмалевым покрытием подтвердила длительную надежную коррозионную защиту сварного соединения. Вместе с тем использование эмалированной втулки для сварки труб с термочувствительным покрытием, например полимерным, не обеспечивает сплошности внутреннего покрытия труб в зоне термического влияния сварного процесса из-за выгорания и оплавления термочувствительного покрытия.
В настоящей заявке на изобретение поставлена задача, используя основные принципы функционального взаиморасположения и взаимодействия элементов конструкции известного соединения труб [Патент РФ 2227241, Бюл. №11, опубл. 20.04.2004 г.], разработать надежную конструкцию соединения труб с внутренним термочувствительным покрытием, обеспечивающую внутреннюю защиту сварного соединения при сохранении целостности термочувствительного покрытия, устранить отмеченные недостатки аналогов и достичь более высоких экономических, технических и эксплуатационных характеристик сварных трубопроводных систем, предназначенных для транспортировки агрессивных сред.
Сущность предлагаемого изобретения и поставленная задача решаются тем, что в сварном соединении, содержащем две трубы, соединительную эмалированную втулку с разрезом по ее длине и радиальным выступом, выполненную по периметру ее среднего сечения, причем ширина (I) и высота (h) радиального выступа, а также длина (L) втулки и толщина (t) ее стенки соотносятся к толщине (S) стенки соединяемых труб соответственно как I/S=(0,1-0,3), h/S=(0,3-0,6), L/S=(2-5), t/S=(0,12-0,35), размещенное между внутренней поверхностью концов соединяемых труб и внешней поверхностью втулки легкоплавкое антикоррозионное покрытие, в заявленном соединении между торцами соединяемых труб с внутренним термочувствительным покрытием и соединительной эмалированной втулкой приварены кольцевые патрубки, соответствующие марочному химическому составу и размерным величинам соединяемых труб, при этом длина каждого патрубка (Lпатр) составляет не менее 4,0 длины соединительной эмалированной втулки (Lвт), а его внутренняя поверхность имеет высокотемпературное силикатно-эмалевое покрытие марочного состава эмали соединительной втулки на участке патрубка длиной (3,1-3,5)Lвт от его торца со стороны стыковочного корневого шва с эмалированной втулкой, причем термочувствительное покрытие является непрерывным сплошным слоем на внутренней поверхности трубы и соединенных с ней сваркой патрубков с частичным перекрытием поверхности силикатно-эмалевого покрытия патрубка на величину (0,1-0,5)Lвт.
Причинно-следственная связь соотношения параметров соединительной эмалированной втулки с количественными параметрами заявленного сварного соединения труб с внутренним термочувствительным покрытием с учетом использования в сварном соединении эмалированных кольцевых патрубков определяется необходимостью защиты как силикатного, так и термочувствительного покрытия в зоне термического влияния сварного шва и согласуется с данными, полученными при создании технических решений [Патент РФ 2227241, Бюл. №11, опубл. 20.04.2004 г., Полезная модель №123891], а также многолетним успешным опытом промышленного использования соединительных втулок в трубопроводных системах.
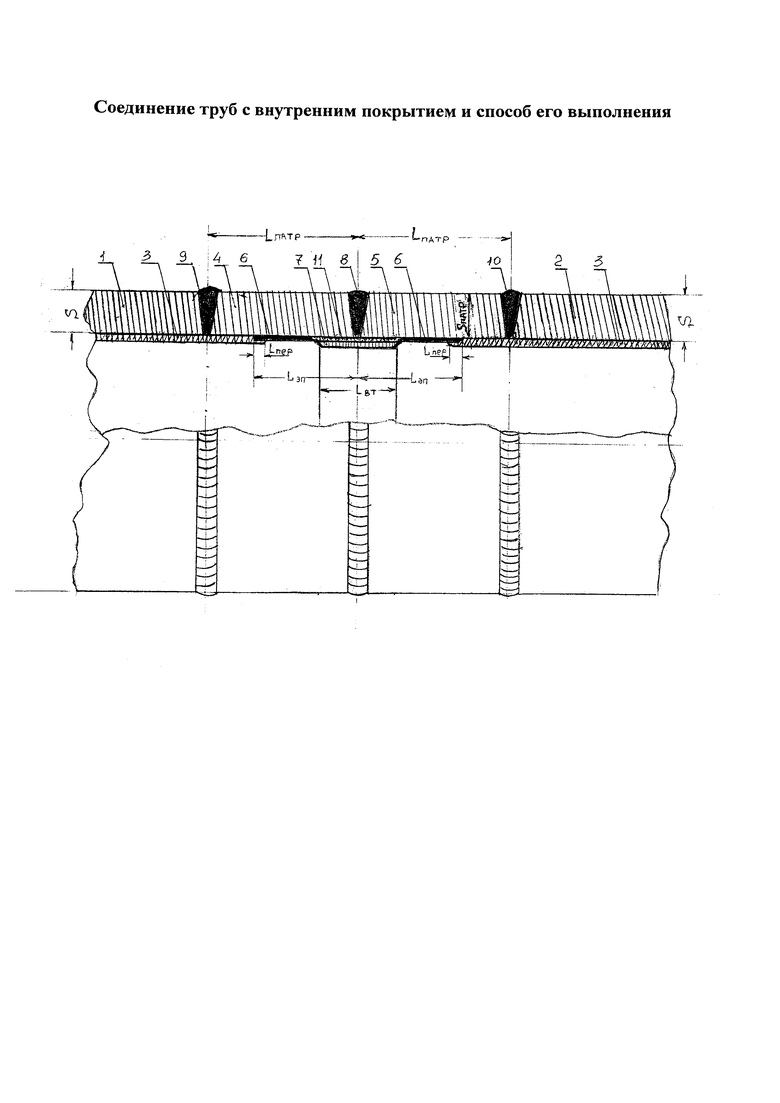
На фиг. изображен в продольном разрезе общий вид соединения труб с внутренним термочувствительным покрытием в рабочем состоянии.
Соединение состоит из двух труб 1, 2 с внутренним термочувствительным покрытием 3, двух патрубков 4, 5 с внутренним силикатно-эмалевым покрытием 6, марочного состава покрытия втулки 7, соединенной корневым сварочным швом 8 с патрубками 4, 5, которые с противоположной стороны состыкованы с трубами 1, 2 сварным швом 9, 10. На длине патрубков, равной длине втулки, сформировано антикоррозионное покрытие 11 из эмалевой композиции, включающей эмали покрытий патрубков, втулки и силикатной легкоплавкой эмали.
На фиг. кроме этого обозначены: Lпатр - длина патрубков, Lвт - длина втулки, S - толщина соединяемых труб, Sпатр - толщина стенок патрубков, Lэп - длина эмалированного участка внутренней поверхности патрубков, Lпер - длина перекрытия эмалевого покрытия патрубка термочувствительным слоем.
Из источников информации [Авт. свидетельство СССР 1648696, Бюл. №18, опубл. 15.05.1991 г.] известно использование кольцевых патрубков из коррозионно-стойких элементов, привариваемых к трубам специальным присадочным материалом. Перед нанесением защитного покрытия сварное соединение с коррозионно-стойкими элементами подвергают термообработке, наносят покрытие, после чего сваривают трубы между собой по коррозионно-стойким элементам.
В известном способе соединения металлических труб с внутренним антикоррозионном покрытием [Патент РФ 2154221, Бюл. №22, опубл. 10.08.2000 г.] используют втулки из коррозионно-стойкой стали, закрепленные путем радиального обжатия и редуцирования концов труб на длину втулок. После подготовки кромок втулок под сварку соединение труб осуществляют по известной технологии сваривания двухслойных металлов.
Однако известно, что сварные соединения из сталей, обладающих различными электрохимическими свойствами, например, «углеродистая сталь - нержавеющая сталь» подвержены сильной контактной коррозии, что негативно влияет на эксплуатационную надежность трубопроводов.
По способу [Патент РФ 2105921, Бюл. №6, опубл. 27.02.1998 г.] перед нанесением на трубу внутреннего термочувствительного покрытия на концевые участки трубы наносят термостойкие слои термически или химически обработанного и необработанного самофлюсующего сплава (никель-алюминиевые, нержавеющие сплавы, эмали, керамические материалы). Сварка концевых участков трубы при изготовлении трубопровода осуществляется в один прием.
Недостатком известных способов соединения труб являются техническая сложность выполнения, применение дорогостоящих материалов, в том числе самофлюсующихся сплавов, трудоемкость сборки труб в полевых условиях, а также склонность к контактной коррозии сварного соединения разнородных металлов в процессе эксплуатации трубопроводов.
Наиболее близким по технической сущности и достижению поставленной задачи является способ соединения эмалированных труб [Патент РФ 2227241, Бюл. №11, опубл. 20.04.2004 г.], выполняемый по металлическим эмалированным элементам. Эмалированную соединительную втулку, взаимосвязанную размерными величинами с толщиной стенки трубы, размещают внутри концов труб и при формировании корневого шва за счет оплавления исходного эмалевого покрытия и шликера силикатной легкоплавкой эмали формируют антикоррозионное покрытие в виде эмалевой композиции на длине соединения, равной длине втулки по всей поверхности ее контакта с концами свариваемых труб.
В заявке на изобретение предложен новый способ соединения труб, обеспечивающий высокие технико-экономические и эксплуатационные характеристики сварного соединения (см. фиг.), для строительства трубопроводных систем различного назначения, в том числе из труб с внутренним термочувствительным покрытием (полимерные композиции, краски и другие материалы). Способ включает подготовку элементов соединения к сборке, подбор и формирование защитных покрытий элементов соединения их сварку с учетом заявленной взаимосвязи элементов соединения и их размерных соотношений.
Силикатно-эмалевое покрытие 6, соответствующее составу покрытия соединительной втулки 7, наплавляют на внутреннюю поверхность патрубков 4, 5 марочного состава стали и типоразмера соединяемых труб на участке длиной (3,1-3,5)Lвт. Затем со стороны неэмалированного участка патрубки кольцевым швом 9, 10 приваривают к торцам труб. Сварное соединение «патрубок-труба-патрубок» подвергают механической зачистке внутренней поверхности и последующей операции нанесения на эту поверхность термочувствительного покрытия 3. При этом перед зачисткой для защиты эмалевого покрытия патрубков и частичного перекрытия эмалированного участка термочувствительным слоем (Lпер) со свободного торца патрубков на глубину (2,9-3,0)Lвт размещают съемные упругие цилиндрические защитные элементы (на фиг. не показаны). После нанесения термочувствительного покрытия на соединение «патрубок-труба-патрубок» и изъятия из патрубков защитных элементов сварку указанного элемента соединения друг с другом в трубопроводную плеть производят сварочным корневым швом 8 соединительной эмалированной втулки 9 с патрубками со стороны внутреннего эмалевого покрытия.
Предложенное соединение и его выполнение обеспечивает надежную антикоррозионную защиту сварного соединения труб с термочувствительным внутренним покрытием с использованием заявленного сочетания и компоновки элементов соединения: эмалированная соединительная втулка, патрубки с внутренним эмалевым покрытием, соответствующие марочному составу стали и типоразмеру труб. Соединение является перспективным технико-экономическим решением при строительстве трубопроводных систем различного назначения.
Пример выполнения
Предложенный способ соединения труб апробировали при монтаже трубопроводов в плеть на опытных участках цеха в промышленных условиях. Для этого использовали 9 комплектов опытных образцов элементов соединения с различным соотношением заявленных параметров. Каждый комплект содержал два образца соединяемых труб, изготовленных из стали марки 20, диаметром 325 мм, толщиной стенки 6 мм, длиной 1000 мм каждый, два образца патрубков того же диаметра, толщины стенки и той же марки стали, что и соединяемые трубы, но ранее покрытые силикатной эмалью марки ЭСБТ-10 (ТУ 14-11-356-2011) по известной промышленной технологии, оставляя концевую часть внутренней поверхности патрубков свободной от эмалевого покрытия, и соединительную эмалированную эмалью ЭСБТ-10 втулку ВСЭ-А-325х6 (ст20) длиной 30 мм по ТУ 14-2Р-387-2011 в комплекте с монтажным шликером. По известной технологии трубы и патрубки со стороны незащищенной силикатно-эмалевым покрытием соединяли сваркой. После зачистки внутренней поверхности сварного шва внутреннюю поверхность труб и поверхность патрубков, не покрытую эмалью, подвергали дробеструйной обработке для подготовки поверхности под покрытие. При этом для защиты от повреждения дробью эмалевого покрытия в полость патрубков устанавливали тонкостенный цилиндрический защитный элемент, имеющий продольный разрез для возможного сжатия при установке и последующего закрепления при расжатии. После дробеструйной обработки на внутреннюю поверхность соединяемых труб с приваренными патрубками в заводских условиях по существующей технологии наносили защитное термочувствительное покрытие (эпоксидное) с перекрытием силикатно-эмалевого покрытия патрубков. После удаления защитных элементов с концов патрубков соединение труб осуществляли сваркой соединительной эмалированной втулки с патрубками.
Результаты контроля качества полученных соединений труб заявленным способом приведены в таблице.
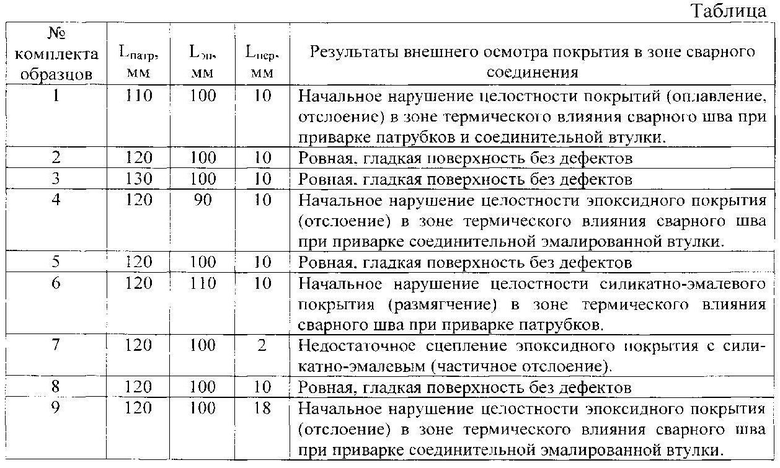
Таким образом предложенное соединение труб с внутренним защитным покрытием и способ его выполнения обеспечивают простоту и надежность соединения, механическую прочность стыка, надежность антикоррозионной защиты металла труб с внутренним термочувствительным покрытием от перекачиваемой агрессивной жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР (ВАРИАНТЫ) | 2010 |
|
RU2440935C1 |
| МАССА ДЛЯ ПОЛУЧЕНИЯ СИЛИКАТНОГО ЭМАЛЕВОГО ПОКРЫТИЯ НА СТАЛИ | 2008 |
|
RU2368573C1 |
| ЭМАЛЬ (ВАРИАНТЫ) | 2003 |
|
RU2259328C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| Способ сварки трубчатых деталей с внутренним эмалевым покрытием | 1983 |
|
SU1106620A1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| ЭМАЛЕВЫЙ ШЛИКЕР ГРУНТОВОГО ПОКРЫТИЯ, СПОСОБ ЭМАЛИРОВАНИЯ И ЭМАЛЕВОЕ ПОКРЫТИЕ МЕТАЛЛОИЗДЕЛИЯ, ВЫПОЛНЕННОЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2004 |
|
RU2264359C1 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2228484C2 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ С ВНУТРЕННЕЙ ЗАЩИТОЙ СВАРНОГО СТЫКА | 2007 |
|
RU2344910C1 |
Изобретение относится к трубопроводной арматуре и может быть использовано при сооружении трубопроводов для транспортировки жидких агрессивных сред, в частности для перекачки нефти, газо-конденсатной смеси и др. Сварное соединение труб с внутренним термочувствительным покрытием включает две трубы, соединительную эмалированную втулку, при этом между торцами соединяемых труб и соединительной втулкой к торцам труб приварены кольцевые патрубки, соответствующие марочному химическому составу и размерным величинам соединяемых труб. Внутренняя поверхность патрубков на участке (3,1-3,5) длины втулки имеет высокотемпературное силикатно-эмалевое покрытие состава эмали втулки. Со стороны неэмалированного участка патрубки кольцевым швом сваривают с торцами труб, сварное соединение «патрубок-труба-патрубок» подвергают механической зачистке внутренней поверхности и последующей операции нанесения на эту поверхность термочувствительного покрытия с частичным перекрытием эмалированного участка патрубков. Соединение труб в плеть осуществляют сваркой соединительной эмалированной втулки с кольцевыми патрубками без оплавления внутреннего термочувствительного слоя. Соединение труб с внутренним термочувствительным покрытием и способ его выполнения обеспечивают простоту и надежность сварного стыка и внутренней поверхности соединения антикоррозионной защиты от воздействия перекачиваемых агрессивных жидких сред. 2 н.п. ф-лы, 1 ил., 1 табл.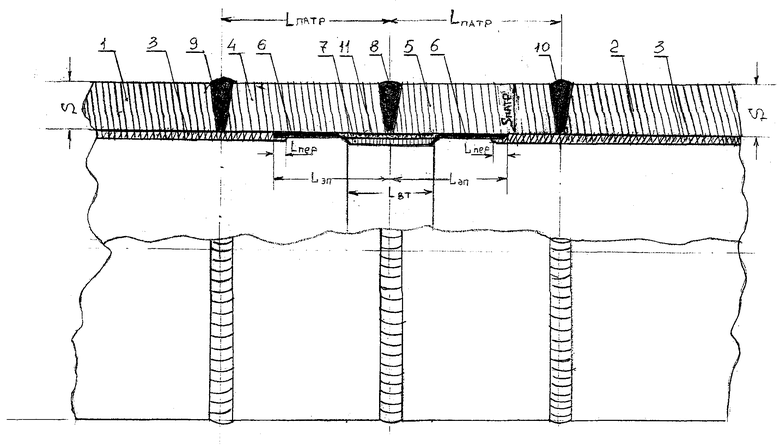
1. Соединение труб с внутренним покрытием, включающее две трубы, соединительную эмалированную втулку с разрезом по ее длине и радиальным выступом, выполненным по периметру ее среднего сечения, причем ширина (l) и высота (h) радиального выступа, а также длина (L) втулки и толщина (t) ее стенки соотносятся к толщине (S) стенки соединяемых труб соответственно как l/S=(0,1-0,3), h/S=(0,3-0,6), L/S=(2-5), t/S=(0,12-0,35), размещенное между внутренней поверхностью концов соединяемых труб и внешней поверхностью втулки легкоплавкое антикоррозионное покрытие, отличающееся тем, что между торцами соединяемых труб с внутренним термочувствительным покрытием и соединительной эмалированной втулкой приварены кольцевые патрубки, соответствующие марочному химическому составу и размерным величинам соединяемых труб, при этом длина каждого патрубка (Lпатр) составляет не менее 4,0 длины соединительной эмалированной втулки (Lвт), а его внутренняя поверхность имеет высокотемпературное силикатно-эмалевое покрытие марочного состава эмали соединительной втулки на участке патрубка длиной (3,1-3,5)Lвт от его торца со стороны стыковочного корневого шва с эмалированной втулкой, причем термочувствительное покрытие является непрерывным сплошным слоем на внутренней поверхности трубы и соединенных с ней сваркой патрубков с частичным перекрытием поверхности силикатно-эмалевого покрытия патрубка на величину (0,1-0,5)Lвт.
2. Способ соединения труб с внутренним покрытием, включающий подготовку элементов соединения к сборке, формирование защитных покрытий элементов соединения, их сварку, отличающийся тем, что соединение осуществляют с использованием взаимосвязи элементов и их размерных соотношений по п. 1 в последовательности: наплавляют силикатно-эмалевое покрытие на внутреннюю поверхность участков патрубков длиной (3,1-3,5)Lвт и со стороны неэмалированного участка патрубки кольцевым швом сваривают с торцами трубы, сварное соединение «патрубок-труба-патрубок» подвергают механической зачистке внутренней поверхности и последующей операции нанесения на эту поверхность термочувствительного покрытия, при этом перед зачисткой для защиты эмалевого покрытия патрубков и частичного перекрытия эмалированного участка термочувствительным слоем со свободного торца каждого патрубка на глубину (2,9-3,0)Lвт размещают съемный упругий цилиндрической защитный элемент и после нанесения термочувствительного покрытия и изъятия из патрубков защитных элементов осуществляют соединение труб путем сварки соединительной эмалированной втулки с патрубками.
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2003 |
|
RU2227241C1 |
| СОЕДИНЕНИЕ ЭМАЛИРОВАННЫХ ТРУБ | 1995 |
|
RU2080510C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1998 |
|
RU2137976C1 |
| 1971 |
|
SU413494A1 | |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТОБАКТЕРИНА | 0 |
|
SU370193A1 |

