Изобретение относится к области производства охотничьей дроби из сплава свинца без покрытия.
Известен способ получения гранул, в том числе и дроби, путем приложения переменной электромагнитной силы в потоке струи жидкого металла или сплава (свинца, олова, алюминия, цинка) [1].
Однако известно техническое решение [1] не обеспечивает гарантированного получения гранул равных размеров, что предопределяет необходимость введения трудоемкой операции отсева дроби.
Кроме того, диаметр готовой дроби, получаемый по способу [1], не может превышать 4 мм.
Известен также способ производства дроби, заключающийся в отливке ее так называемым башенным способом [2].
При всей универсальности башенного способа [2], обеспечивающего изготовление всех видов и типоразмеров охотничьей дроби и картечи, его применение связано с рядом недостатков, которые заключаются в следующем:
невозможность гарантированного получения дробинок равных размеров обусловливает необходимость исполнения дополнительной операции-отсева, что приводит к увеличению себестоимости готовой продукции и сопровождается выделением экологической водной свинцовой пыли:
низкая точность геометрических параметров готовой дроби отрицательно сказывается на ее служебных свойствах;
невозможность использования вторичного сырья для приготовления свинцового сплава /из-за высоких требований к условиям каплеобразования и недопустимости образования окисных пленок, забивающих отверстия дробилитейных машин/ предопределяет высокий уровень себестоимости готовой продукции.
Наиболее близким к заявленному способу является способ производства охотничьей твердой дроби, включающий формообразование дроби из проволочной заготовки свинцово-сурьманистого сплава, закаливание в воде и отделку обкаткой [3].
Однако оказалось невозможным получить твердую дробь из-за проявляющегося разупрочнения свинцовых сплавов в процессе их обжатия до тех высоких степеней деформации, с которыми идет обработка проволочной заготовки.
В основу изобретения положена задача создания экологически чистого способа производства твердой охотничьей дроби, обеспечивающего получение необходимой твердости и одновременное снижение ее себестоимости.
Эта задача решается тем, что в способе производства твердой охотничьей дроби, включающем плющение проволочной заготовки, формовку на плющеной заготовке дроби, ее высечку и отделку, содержащую обкатку и полировку, согласно изобретению после отделки дроби осуществляют нагрев дробинок до температуры 225 - 235oC, выдержку при указанной температуре в течение 1,5 - 2 ч и закаливание в воде.
Кроме того, в качестве материала проволочной заготовки, используют свинцово-сурмянистый сплав с содержанием сурьмы 3,5 - 4,5%, а также используют вторичное сырье в виде ломов и кусковых отходов сурьмянистого свинца.
Для сокращения времени сушки закаливание дроби проводят в кипящей воде.
Выполнение термообработки дроби после ее отделки обеспечивает повышение долговечности рабочего инструмента за счет деформации исходной заготовки, имеющей низкую твердость.
Кроме того, как показали экспериментальные исследования, проведение термообработки непосредственно исходной заготовки до ее деформации не гарантирует получение твердой охотничьей дроби.
Выполнение регламентируемых настоящим изобретением параметров термообработки и состава сплава обязательно по следующим причинам.
Диаграмма состояния системы свинец-сурьма показывает, что растворимость сурьмы в свинце зависит от температуры нагрева сплава: при комнатной температуре она составляет примерно 0,24%, а при эвтектической температуре 252o - 3,5%. Сплав, содержащий не более 3,5% сурьмы, можно полностью перевести в однофазное состояние путем нагрева до соответствующей температуры, а затем зафиксировать это состояние достаточно быстрым охлаждением.
Однако, как показали экспериментальные исследования, выполнение вышеприведенных рекомендаций по проведению термообработки при производстве твердой охотничьей дроби не обеспечивает стабильного получения требуемой твердости.
В тоже время, в результате выполненных исследований установлена возможность закаливания свинцово-сурьмянистого сплава за счет образования пресыщенного твердого раствора сурьмы в свинце.
При этом определено, что из-за сильной склонности сурьмы к ликвации среднее содержание сурьмы в сплаве менее 3,5% не обеспечивает заданных значений твердости, а более 4,5% - практически не влияет на твердость и к тому же приводит к завышению стоимости сплава.
Экспериментально установлено, что оптимальным диапазоном температур нагрева для получения требуемой твердости дроби является интервал 225 - 235oC, так как при этом обеспечивается необходимая твердость и не наблюдается ее оплавление из-за перегрева.
Твердость дроби достигает максимальных значений при времени выдержки 1,5 - 2 ч. Применение кипящей воды в качестве закалочной среды обеспечивает сокращение времени сушки дроби без снижения ее твердости.
Таким образом, предлагаемый способ производства позволяет:
изготавливать все виды и типоразмеры охотничьей дроби;
использовать для получения дроби свинцово-сурмянистые сплавы с низким содержанием сурьмы и без включения в них экологически вредной добавки мышьяка:
использовать для получения исходной заготовки вторичное сырье в виде ломов и кусковых отходов сурьмянистого свинца, в том числе разделанного аккумуляторного лома, и за счет этого существенно снизить себестоимость готовой продукции.
Способ осуществляется следующим образом:
Исходную проволочную заготовку из сплава свинца с низким содержанием сурьмы, полученного, например, переплавкой разделанного аккумуляторного лома, подвергают плющению и формовке на плющеной заготовке дробинок. Далее дробинки высекают из плющеной заготовки и подвергают их отделке, включающей в себя операции обкатки и полировки дроби.
После полировки дробь термообрабатывают путем нагрева дробинок до температуры 225 - 235oC, выдерживания при указанной температуре в течение 1,5 - 2 ч и закаливания в кипящей воде. По завершению термообработки дробь сушат, графитуют и упаковывают.
Для определения оптимального состава сплава свинца, режима термообработки и места ее осуществления в технологическом процессе производства выполнены обширные экспериментальные исследования, которые были совмещены с выпуском опытных партий готовой дроби.
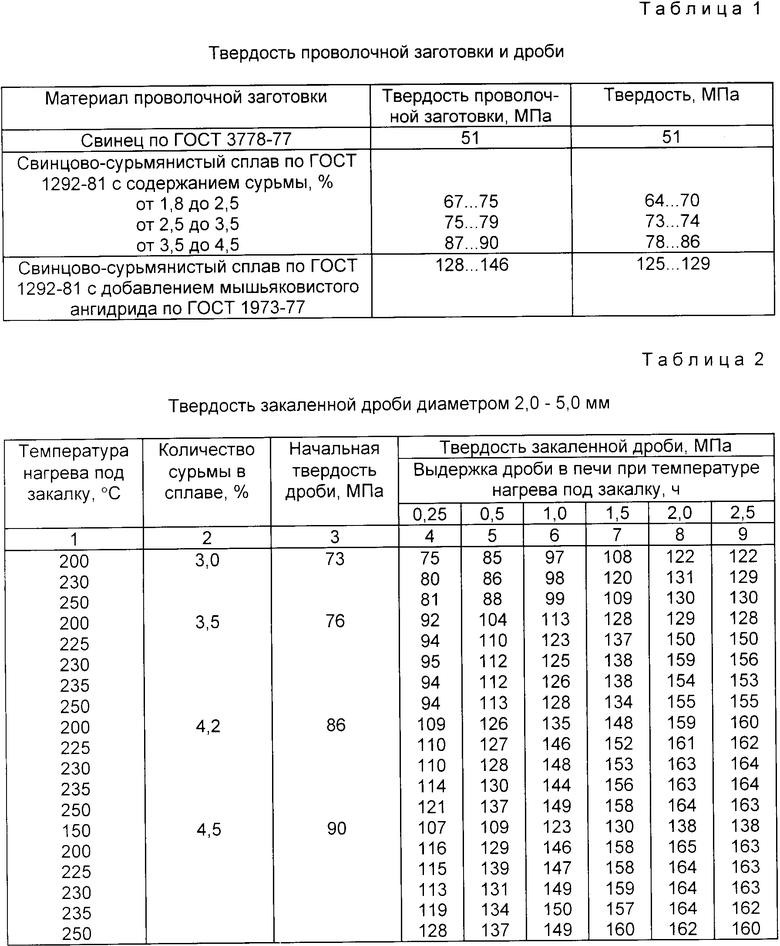
В качестве материала проволочной заготовки для производства дроби использовались: свинец по ГОСТ 3778-77, свинцово-сурьмянистый сплав по ГОСТ 1292-81 с содержанием сурьмы от 1,8 до 4,5%, в том числе полученный путем переплавки ломов и кусковых отходов (аккумуляторного лома), свинцово-сурьмянистый сплав по ГОСТ 1292-81 с добавлением мышьяковистого ангидрида по ГОСТ 1973-77, в соотношениях, обеспечивающих заданную твердость и плотность [3].
Данные по твердости проволочной заготовки и дроби, изготовленной
из вышеперечисленных материалов на установке фирмы "Континуус Проперци" без выполнения на заключительной стадии производства термообработки, приведены в табл.1.
Дробь, полученная из свинцовой проволочной заготовки (см. табл. 1), не соответствовала техническим требованиям, имела низкую твердость, овальность и плоские блока; кроме того, из-за налипания свинца на рабочий инструмент снизилась производительность установки.
Процесс изготовления дроби из свинцово-сурьмянистой проволочной заготовки происходил устойчиво, с высоким качеством и минимальными отклонениями по диаметру дроби. По своим техническим характеристикам дробь соответствовала дроби охотничьей мягкой (твердость штампованной охотничьей мягкой дроби и картечи должна быть не меньше 60 МПа).
Из-за низкой жесткости узлов установки увеличилось отклонение по диаметру дроби при обработке проволочной заготовки из свинцово-сурьмянистого сплава с добавлением мышьяковистого ангидрида, ухудшилось качество поверхности дробинок, при этом твердость последних не соответствовала техническим характеристикам на дробь охотничью твердую (твердость штампованной охотничьей дроби должна быть не меньше 130 МПа). Кроме того, как показала практика, использование исходной проволочной заготовки повышенной твердости приводит к снижению стойкости технологических узлов и дорогостоящего рабочего инструмента.
Из данных, приведенных в табл. 1, видно, как проявляется разупрочнение свинцовых сплавов в процессе их обработки до тех высоких степеней деформации, с которыми идет обработка проволочной заготовки на установке.
Разупрочнение свинцово-сурьмянистого сплава с свинцово-сурьмянистого сплава с добавлением мышьяковистого ангидрида, как показали исследования, происходит за счет растрескивания непластичной сурьмяной фазы в процессе пластического течения металла, образования микропустот и микротрещин. Причем, чем больше сурьмы в сплаве, тем больше объем занимает хрупкая сурьмяная фаза и тем значительнее разупрочнение. Сплав свинца с сурьмой, легированный мышьяком, имеет более высокую твердость, но и разупрочнение этого сплава протекает более интенсивно. Это, вероятно, связано с ускорением распада твердого раствора, вызванного присутствием мышьяка. Распад приводит к повышению относительного количества сурьмяной фазы, а следовательно, и к ускорению разупрочнения.
Попытки добиться требуемой твердости при производстве твердой штампованной охотничьей дроби за счет термообработки исходной проволочной заготовки к положительным результатам не привели. Так, при твердости исходной проволочной заготовки из свинцово-сурьмянистого сплава 124-156 МПа твердость готовой дроби не превышала 127 МПа.
Иная картина по твердости дроби наблюдалась при выполнении ее термообработки (см. табл. 2) согласно предлагаемому техническому решению.
Как видно из табл. 2, твердую дробь, отвечающую требованиям на дробь охотничью твердую, можно получить путем закалки дроби из свинцово-сурьмянистого сплава с содержанием сурьмы от 3,5 до 4,5% по следующему режиму термообработки: нагрев дробилок до температуры 225 - 235oC, выдерживание при указанной температуре в течение 1,5 - 2 ч. и закаливание в кипящей воде. При этом, как показали экспериментальные исследования, использование в качестве охлаждающей среды кипящей воды позволяет по сравнению с использованием в качестве охлаждающей жидкости холодной воды (при равной твердости готовой дроби) сократить время сушки дроби на 20%.
Таким образом, положительный эффект, достигаемый использованием предлагаемого изобретения по сравнению с известным техническим решением, состоит в создании экологически более чистого способа производства штампованной охотничьей твердой дроби при одновременном снижении ее себестоимости.
Повышение экологической чистоты способа производства обеспечивается исключением из сплава свинца экологически вредного мышьяка. Снижение себестоимости штапмованной охотничьей твердой дроби достигается за счет возможности использования в качестве исходного материала свинцово-сурьмянистого сплава с низким содержанием сурьмы, полученного из вторичного сырья.
Обеспечение использования предлагаемого изобретения не ограничивается производством штампованной охотничьей твердой дроби.
Целесообразно применение предлагаемого технического решения и при изготовлении малонагруженных подшипников и других изделий из сплава свинца с сурьмой, работающих при температуре, не превышающей 125oC.
Источники информации.
1. Способ и устройства для получения гранул заданных размеров и форм из жидких металлов и сплавов свинца, олова, алюминия, цинка. Рекламный листок Президиума Академии наук Украины, Внешторгиздат, 1985.
2. Техническая энциклопедия под редакцией Л.К. Мартенса т. 7, М.; Советская энциклопедия, 1929, с. 25.
3. Охота и охотничье хозяйство. 1992, N 7-8, с. 23.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| Латунный сплав для изготовления прутков | 2021 |
|
RU2768921C1 |
| СПОСОБ ПИРОМЕТАЛЛУРГИЧЕСКОГО РАФИНИРОВАНИЯ ЗОЛОТО- И СЕРЕБРОСОДЕРЖАЩИХ ОТХОДОВ | 1995 |
|
RU2086685C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2092255C1 |
| СПЛАВ НА ОСНОВЕ ПЛАТИНЫ | 1995 |
|
RU2085606C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2088350C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ | 1995 |
|
RU2090638C1 |
| АНТИФРИКЦИОННЫЙ ДИСПЕРСНО-УПРОЧНЁННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2203973C2 |
Использование: изобретение относится к области производства охотничьей дроби из сплава свинца без покрытия. Для создания экологически чистого способа производства твердой охотничьей дроби, обеспечивающего получение необходимой твердости, и одновременного снижения ее себестоимости после отделки дроби осуществляют нагрев дробинок до температуры 225 - 235oС, выдержку при указанной температуре в течение 1,5 - 2 ч и закаливание в кипящей воде. Кроме того, в качестве материала проволочной заготовки используют свинцово-сурьмянистый сплав с содержанием сурьмы 3,5 - 4,5%, а также вторичное сырье в виде ломов и кусковых отходов сурьмянистого свинца. Снижение себестоимости штампованной твердой охотничьей дроби достигается за счет использования в качестве исходного материала свинцово-сурьмянистого сплава с низким содержанием сурьмы, полученного из вторичного сырья. 2 з.п.ф-лы, 2 табл.
| Охота и охотничье хозяйство | |||
| Пуговица для прикрепления ее к материи без пришивки | 1921 |
|
SU1992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
