Изобретение может найти применение в нефтеперерабатывающей, нефтехимической, химической и других отраслях промышленности для осуществления таких, например, процессов, как жидкофазное окисление изобутана в третичную бутилгидроперекись, изопентана в гидроперекись третичного амила, параксилола в терефталевую кислоту, этилена в ацетальдегид, метаксилола в изофталевую кислоту, циклогексана в производстве капролактама и др.
Известен способ каталитического жидкофазного окисления алкилароматических углеводородов [1] , осуществляемый в однозонном барботажном реакторе с отводом тепла реакции окисления на теплообменных поверхностях, расположенных непосредственно в зоне контактирования.
Указанный способ характеризуется низким удельным съемом целевых продуктов с единицы объема реактора при низких выходах и больших объемах реакторов.
Наиболее близким к изобретению является способ жидкофазного окисления смесей параксилола и паратолуатметила при высоких температуре и давлении в многофазном реакторе [2], включающий подачу исходных углеводородов в первую зону контактирования, вывод оксидата из последней зоны, подачу кислородсодержащего газа в зоны контактирования, рециркуляцию вторичных паров окисления через зоны контактирования, рециркуляцию под давлением реакционной смеси в зонах контактирования, отвод тепла реакции окисления на теплообменных поверхностях, расположенных непосредственно в зонах контактирования.
В известном способе имеет место наличие значительных концентрационных неоднородностей в паровом пространстве реактора (особенно по кислороду), связанных с различным составом вторичных паров, выходящих из различных зон контактирования. Так, например, конверсия подаваемого кислорода в различных зонах контактирования различна: падает при переходе реакционной смеси от первой зоны к последней. Большая концентрация остаточного кислорода в паровом пространстве над последними по ходу реакционной смеси зонами контактирования приближается к предельно допустимой из условий взрывоопасности и лимитирует производительность реактора. Указанный недостаток при невысокой конверсии кислорода в целом по реактору определяет недостаточный уровень безопасности, конверсии углеводородов и удельной производительности реактора в известном способе.
Кроме того, к недостаткам известного способа относится жесткое окисление, приводящее к неселективным превращениям углеводородов, связанное с относительно высокими концентрациями кислорода в подаваемом в зоны контактирования кислородосодержащем газе (даже при использовании воздуха). Особенно это проявляется при использовании в качестве кислородосодержащего газа воздуха, обогащенного кислородом, и тем более при переходе к окислению чистым кислородом. Используемая при компенсации указанных недостатков рециркуляции вторичных паров окисления из последней зоны контактирования в первую зону решает эту проблему лишь частично и только для первой зоны контактирования.
Размещение зоны теплоотвода в известном способе непосредственно в реакционном объеме зон контактирования в виде теплообменных пучков, располагаемых над зоной подачи кислородсодержащего газа, приводит к застойным явлениям, особенно в межтрубных пространствах пучков, к быстрому осмолению теплообменных поверхностей и снижению теплопередачи. Кроме того, уровень теплопередачи в известном способе недостаточно высок вследствие блокировки части поверхности теплообменных труб поднимающимися пузырями подаваемого кислородсодержащего газа, что также приводит к большой металлоемкости используемых реакторов.
Целью изобретения является увеличение выходов целевых продуктов, увеличение конверсии кислорода, повышение безопасности и снижение металлоемкости процессов жидкофазного окисления углеводорода.
Указанная цель достигается тем, что при жидкофазном окислении углеводородов при повышенных температуре и давлении в многозонном реакторе с общим для всех зон контактирования паровым пространством, включающем подачу исходных углеводородов в первую зону контактирования, вывод оксидата из последней зоны, подачу кислородсодержащего газа в зоны контактирования, рециркуляцию вторичных паров окисления через зоны контактирования, рециркуляцию под давлением реакционной смеси в зонах контактирования, отвод тепла реакции окисления проводят таким образом, что вторичные пары, выходящие из всех зон контактирования, перемешивают между собой и подают раздельными потоками на смешение с рециркулирующими в каждой зоне контактирования потоками реакционной смеси при температуре ниже температуры реакции окисления с последующим диспергированием образующихся при этом газожидкостных потоков в каждой зоне контактирования. При этом часть исходных углеводородов можно предварительно направлять при температуре ниже температуры реакции окисления на абсорбцию остаточного кислорода и углеводородов из вторичных паров окисления, удаляемых из реактора, и подавать раздельными потоками в каждую зону контактирования. Кроме того, подаваемый кислородсодержащий газ можно частично или полностью подавать на смешение с вторичными парами окисления.
Отвод тепла реакции окисления можно осуществлять охлаждением потоков реакционной смеси, рециркулирующих в каждой зоне контактирования.
К отличиям предлагаемого способа от известного относятся
перемешивание в паровом пространстве над зонами контактирования вторичных паров окисления, выходящих из всех зон с усреднением концентрации кислорода в паровом пространстве реактора, что позволяет избежать локальных высоких концентраций кислорода в паровом пространстве при неодинаковой конверсии кислорода в различных зонах контактирования, в том числе и при возможных нарушениях работы отдельных зон, это приводит к возможности увеличения подачи кислородсодержащего газа на окисление при снижении вероятности создания взрывоопасных концентраций кислорода во вторичных парах, увеличить конверсию углеводородов и удельную производительность реактора;
подача вторичных паров на смешение с рециркулирующими в каждой зоне контактирования потоками реакционной смеси при температуре ниже температуры реакции окисления с последующим диспергированием образующихся при этом газожидкостных потоков в каждой зоне контактирования, это создает зону дополнительного контактирования остаточного кислорода вторичных паров с реакционной смесь при смешении и диспергировании, позволяет вести процесс в более мягких условиях при разбавлении подаваемого кислородсодержащего газа рециркулирующими вторичными парами во всех зонах контактирования, а осуществление смешения при температуре ниже температуры реакции позволяет конденсировать в зоне смешения углеводородную часть вторичных паров и повысить потребление остаточного кислорода вторичных паров главным образом за счет его растворения в сконденсированных углеводородах, не содержащих растворенного кислорода;
подача в реактор исходных углеводородов двумя потоками, из которых основной подают в первую зону контактирования, а часть исходных углеводородов предварительно направляют при температуре ниже температуры реакции окисления на абсорбцию остаточного кислорода и углеводородов из вторичных паров окисления, удаляемых из реактора, и подают раздельными потоками в каждую зону контактирования. Это позволяет возвратить в реактор остаточный кислород и углеводородную часть вторичных паров с частью исходных углеводородов при распределении их по всем зонам контактирования, при этом увеличивается конверсия кислорода; кроме того, позонное распределение указанного потока при температуре ниже температуры реакции позволяет в ряде процессов (например, при невысоких конверсиях углеводородов и тепловом эффекте) одновременно решить проблему теплосъема в зонах контактирования, например, путем охлаждения потоков рециркулирующей реакционной смеси.
подача кислородсодержащего газа частично или полностью на смешение с вторичными парами окисления с последующим смешением с рециркулирующей реакционной смесью и диспергированием парогазожидкостной смеси в каждой зоне контактирования, это позволяет осуществить дополнительное контактирование подаваемого таким образом кислородсодержащего газа с рециркулирующей реакционной смесью в зонах смешения и диспергирования.
осуществление отвода тепла реакции окисления путем охлаждения потоков реакционной смеси, рециркулирующих под давлением в каждой зоне контактирования.
При использовании, например, теплообменников на потоках рециркулирующей под давлением реакционной смеси теплоотвод осуществляется при более интенсивной теплопередаче, характерной для вынужденного движения теплоносителя.
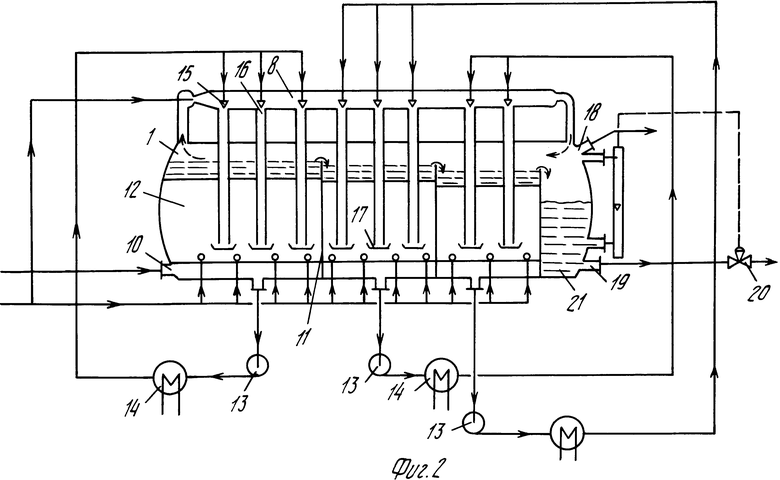
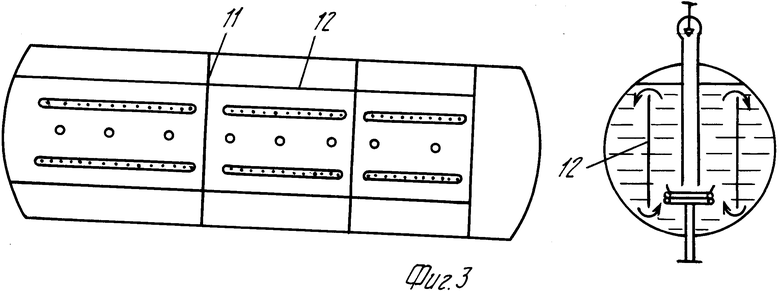
Примеры реализации предлагаемого способа жидкофазного окисления углеводородов представлены на фиг. 1-5. По схеме, представленной на фиг. 1, основную часть исходных углеводородов подают через подогреватель 2 в слой реакционной смеси первой ступени контактирования горизонтального многозонного реактора 1. При этом реакционная смесь самотеком проходит последовательно последующие зоны контактирования, переливаясь через перегородки, разделяющие зоны контактирования. Оксидат выводится с последней ступени контактирования. Кислородсодержащий газ подается в каждую зону контактирования через барботеры. Реакционная смесь в каждой ступени контактирования рециркулирует под давлением с помощью насосов 3 через смесители 4, например, диафрагменного типа. Вторичные пары окисления отбираются из общего для всех зон контактирования парового пространства реактора 1, проходят теплообменник 5, установленный для охлаждения паров до температуры, ограниченной требованиями работоспособности компрессора 6, и указанным компрессором направляются раздельными потоками в смесители 4. Образующаяся в смесителях парожидкостная смесь диспергируется с помощью насадков 7 в реакционном объеме каждой зоны контактирования. Часть вторичных паров с нагнетания компрессора направляется в циркуляционный коллектор 8, который обеспечивает перемешивание вторичных паров в паровом пространстве реактора 1 путем их инжекции потоком вторичных паров с нагнетания компрессора 6. Вторичные пары окисления, содержащие остаточной кислород и углеводороды, выводятся из реактора 1 и направляются в абсорбер 9, выполненный в виде тарельчатой колонны, где промываются частью исходных углеводородов при температуре ниже температуры реакции окисления. Очищенные вторичные пары выводятся из системы с верха абсорбера, а кубовая часть - исходные углеводороды с абсорбированными остаточными кислородом и углеводородами из вторичных паров направляется раздельными потоками на всас насосов 3 и через смесители 4 поступает на каждую ступень контактирования. Пониженная температура кубовой части абсорбера по сравнению с температурой реакции окисления обеспечивает при этом снижение температуры в смесителях 4 и отвод тепла реакции окисления в зонах контактирования путем охлаждения потоков рециркулирующей в них реакционной смеси. На фиг. 2 представлена возможная технологическая схема осуществления процессов окисления углеводородов в реакторе инжекционно-барботажного типа 1. На фиг. 3 предоставлены разрезы реактора, имеющего три зоны контактирования, хотя реактор может иметь и другое количество зон в зависимости от требований конкретного процесса.
Исходные углеводороды подаются через штуцер 10 первой зоны контактирования и последовательно проходят зоны контактирования, ограниченные перегородками 11, куда подается через барботеры часть подаваемого на окисление кислородсодержащего газа. Реактор имеет вертикальные продольные перегородки 12, верхние кромки которых расположены ниже уровня реакционной смеси в зонах контактирования, а нижние кромки расположены с зазором к корпусу реактора. Такое расположение перегородок обеспечивает внутреннюю циркуляцию реакционной смеси в зонах контактирования. Насосами 13 обеспечивается рециркуляция реакционной смеси в зонах контактирования. Рециркулирующая реакционная смесь проходит теплообменники-охладители 14 и через форсунки 15 направляется в смесители 16, соединенные с циркуляционным коллектором 8. Смесители представляют собой, например, вертикальные трубы, опущенные в слой реакционной смеси в каждой зоне контактирования. Под нижним торцом смесителей расположены отбойники-диспергаторы 17. Коллектор 8 соединен с паровым пространством реактора, и при истечении реакционной смеси через форсунки 15 происходит инжектирование вторичных паров окисления в смесители 16. Парожидкостная смесь проходит смесители 16 и диспергируется на отбойниках 17 в объеме реакционной смеси каждой зоны контактирования. Часть исходного кислородсодержащего газа направляется в циркуляционный коллектор 8, обеспечивая перемешивание вторичных паров окисления в паровом пространстве реактора 1 путем инжектирования вторичных паров и их циркуляции через коллектор 8. Вторичные пары покидают реактор через штуцер 18, оксидат - через штуцер 19. Вывод оксидата может регулироваться клапанами 20 по уровню в разгрузочной камере 21.
Теплообменники-охладители 14 обеспечивают температуру в смесителях 16 ниже температуры реакции окисления в каждой ступени контактирования путем охлаждения рециркулирующих потоков реакционной смеси.
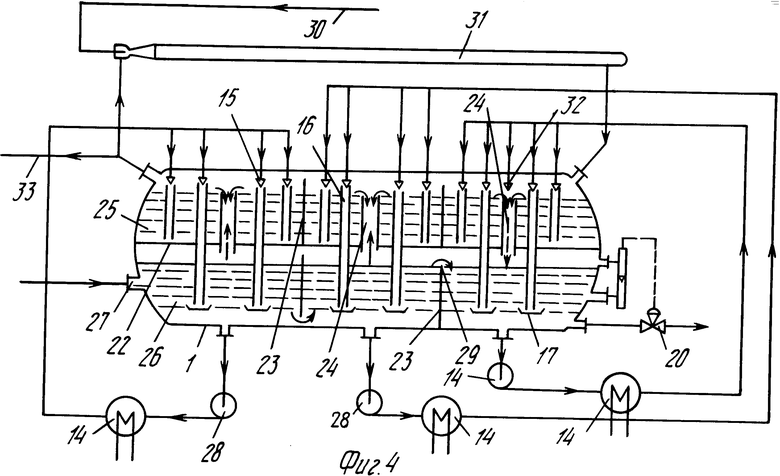
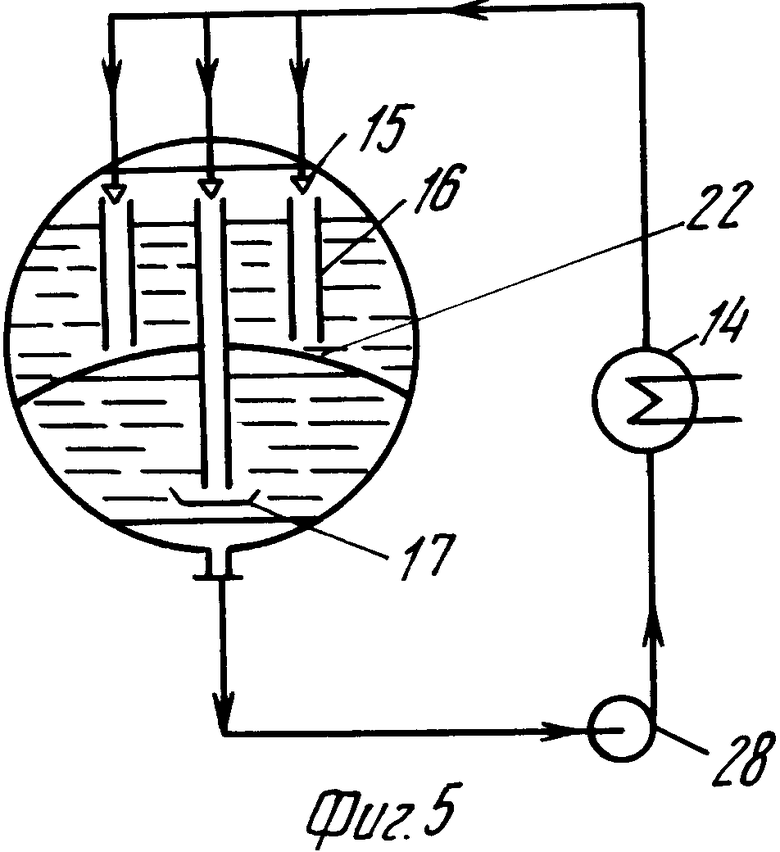
На фиг. 4 представлен вариант возможного осуществления процессов окисления в горизонтальном реакторе инжекционного типа. На фиг. 5 представлен разрез реактора. Реактор 1 разделен горизонтальной продольной перегородкой 22 на две рабочие зоны, а вертикальными перегородками 23 на зоны контактирования, перегородка 22 имеет переливные стаканы 24, работающие на пропускание жидкости и паровой фазы при их противотоке. Каждая зона контактирования имеет таким образом два слоя реакционной смеси - верхний 25 и нижний 26.
Исходные углеводороды подают через штуцер 27 в нижний слой реакционной смеси в первой зоне контактирования. В каждой зоне контактирования организована рециркуляция реакционной смеси насосами 28. Рециркулирующая реакционная смесь проходит теплообменники-охладители 14, форсунки 15, смесители 16. Форсунки 15 и смесители 16 обеспечивают путем инжектирования рециркуляцию вторичных паров из парового пространства реактора в реакционные объемы верхних и нижних рабочих зон каждой зоны контактирования.
На отбойнике 17 осуществляется диспергирование парожидкостной смеси в нижней рабочей зоне, а диспергирование парожидкостной смеси, выходящей из смесителей в верхней рабочей зоне, осуществляется на перегородке 22.
Уровень реакционной смеси в верхней рабочей зоне выдерживается переливом через верхние кромки переливных стаканов 24, а в нижней рабочей зоне - переливом через верхнюю кромку перегородки 29 и может регулироваться клапаном 20 на линии выхода оксидата из последней зоны контактирования.
Верхняя и нижняя рабочие зоны имеют общие паровые пространства, соединенные между собой переливными стаканами 24.
Исходный кислородсодержащий газ по трубопроводу 30 подается в циркуляционный коллектор 31, соединенный с паровым пространством верхней рабочей зоны, и путем инжекции обеспечивает циркуляцию и перемешивание вторичных паров в паровом пространстве верхней рабочей зоны через коллектор 31. Подача через форсунку 32 рециркулирующей реакционной смеси в один из переливных стаканов обеспечивает путем инжектирования циркуляцию и перемешивание вторичных паров в паровых пространствах верхней и нижней рабочих зон.
Вторичные пары окисления покидают реактор по трубопроводу 33. Необходимо отметить, что в ряде процессов при использовании в качестве кислородсодержащего газа воздуха, обогащенного кислородом, или частично кислорода вывод вторичных паров из реактора в примере по фиг. 4 необязателен.
Теплообменники-охладители 14 обеспечивают снижение температуры в смесителях 16 ниже температуры реакции окисления и отводят тепло реакции окисления в каждой зоне контактирования.
Ниже приведен пример осуществления жидкофазного окисления изопентана по схеме, приведенной на фиг. 1.
Непрерывное окисление изопентана осуществляют в пилотном горизонтальном реакторе из специальной стали, имеющем три одинаковые по объему зоны контактирования, через которые последовательно проходит реакционная смесь. Емкость реактора составляет 40 л.
Пример 1. Подают в реактор 1 через теплообменник 2 26,6 кг/ч изопентана при температуре 156oC. Одновременно подают в абсорбер 9 14,4 кг/ч изопентана при температуре 40oC. При этом в реактор подают воздух в количестве 6,6 кг/ч при температуре 100oC.
Насыщенный изопентан из кубовой части абсорбера в количестве 24,3 кг/ч при температуре 118oC в равных долях распределяют по зонам контактирования. Температура реакции окисления 152oC. Давление в реакторе 32 ата.
С верха абсорбера выводят вторичные пары окисления в количестве 6 кг/ч при температуре 60oC следующего состава, вес.%:
Кислород - 1,8
Азот - 94,1
Двуокись углерода - 0,84
Этан - 0,41
Пропан - 0,19
Изопентан - 2,7
Итого - 100%
Получают 41,6 кг/ч оксидата следующего состава, вес.%:
Углеводороды C2-C4 - 0,02
Изопентан - 90,17
Ацетальдегид - 0,07
Ацетон - 0,7
Окись 2-метилбутена-2 - 0,31
Окись 2-метилбутена-1 - 0,03
Метилэтилкетон - 0,05
Изопропано - 0,06
Этанол - 0,17
Метилизопропилкетон - 0,14
Третичный амиловый спирт - 0,89
Вторичный изоамиловый спирт - 0,06
2-метилбутен-1-ол-3 - 0,01
Первичный изоамиловый спирт - 0,05
Гидроперекиси - 6,60
в т.ч. гидроперекись этила - 0,21
гидроперекись изопропила - 0,24
гидроперекись трет.амила - 5,76
гидроперекись втор.амила - 0,36
Кислоты - 0,53
Вода - 0,14
Итого - 100%
Пример 2. Непрерывное жидкофазное окисление изобутана осуществляют в пилотном горизонтальном реакторе из специальной стали по схеме, приведенной на фиг. 4. Емкость реактора составляет 40 л.
В реактор 1 подают через штуцер 27 в нижний слой реакционной смеси в первой зоне контактирования 8,6 кг/ч. изобутана при температуре 135oC. Исходный кислородсодержащий газ, содержащий 85% мас.% кислорода, по трубопроводу 30ьподается в количестве 2,4 кг/ч. в циркуляционный коллектор 31, соединенный с паровым пространством верхней рабочей зоны реактора.
Температура реакции окисления 140oC, давление в реакторе 51 ата.
Из реактора отбирают 11 кг/ч. оксидата следующего состава, мас.%:
Азот - 3,28
Кислород - 0,46
Углеводороды C1-C2 - 0,01
CO - 0,13
CO2 - 1,49
Пропан - 0,39
Изобутан - 37,20
H-бутан - 0,78
Метилтретбутиловый эфир - 0,06
Ацетон - 1,85
Этанол+изопропанол - 0,02
Третбутанол - 28,10
Втор-бутанол + н-бутанол + изобутанол - 0,17
Гидроперекись третбутила - 22,67
Гидроперекиси C2-C4 - 0,03
Перекись дитретбутила - 0,05
Кислоты C1-C4 - 1,23
Вода - 1,31
Высококипящие - 0,77
Итого - 100
Вывод вторичных паров окисления из реактора 1 отсутствует.
Пример 3. Неправильное окисление смеси п-ксилола и п-метилтолуилата осуществляют по схеме, приведенной на фиг. 2, в пилотном реакторе из специальной стали, имеющем три одинаковые по объему зоны контактирования, через которые последовательно проходит реакционная смесь. Емкость реактора составляет 45 л.
В реактор 1 через штуцер 10 первой зоны контактирования подаются при температуре 140-145oC 6,65 кг/ч. п-ксилола, 9,8 кг/ч. п-метилтолуилата и 0,05 кг/ч. водного раствора катализатора, содержащего 9 мас.% ацетата кобальта+2, 0,8 мас.% ацетата марганца+2, 5 мас.% уксусной кислоты. Через барботеры в зоны контактирования подается воздух в общем количестве 20,7 кг/ч. Температура окисления поддерживается 156-164oC, давление 7 ата.
Из реактора 1 через штуцер 18 выходит 21,3 кг/ч. вторичных паров окисления следующего состава, мас.%:
Кислород - 0,45
Азот - 74,72
CO - 0,11
CO2 - 0,84
Органические продукты и вода - 23,88
Итого - 100
Через штуцер 19 выводится 15,9 кг/ч. оксидата следующего состава, мас.%:
Низкокипящие (п-толуиловый альдегид и др.) - 0,3
П-ксилол - 0,7
Метилбензоат - 2,7
П-метилтолуилат - 16,9
П-толуиловая кислота - 19,7
Диметилтерефталат - 10,7
Диметилизофталат - 1,5
Диметилортофталат - 0,5
Монометилтерефталат - 25,9
Терефталевая кислота - 16,8
Высококипящие - 4,3
Итого - 100
Пример 4. Непрерывное окисление изопропилбензола осуществляют по схеме, приведенной на фиг. 2, в пилотном реакторе из специальной стали, имеющем три одинаковые по объему зоны контактирования, через которые последовательно проходит реакционная смесь. Емкость реактора составляет 45 л.
В реактор 1 через штуцер 10 первой зоны контактирования подается при температуре 115-120oC 45,1 кг/ч. изопропилбензола, содержащего 2,2 мас.% гидроперекиси изопропилбензола (ГПИПБ). Через барботеры в зоны контактирования подается воздух в общем количестве 9 кг/ч. при температуре 100oC. Температура окисления поддерживается 120-125oC, давление 5 ата.
Из реактора 1 через штуцер 18 выводится 9,2 кг/ч. вторичны паров окисления следующего состава, мас.%:
Кислород - 2,26
Азот - 75,21
Метанол - 0,18
Изопропилбензол - 21,90
ГПИПБ - 0,23
Диметилфенилкарбинол + ацетофенон - 0,11
Вода - 0,03
Карбоновые кислоты - 0,08
Итого - 100
Через штуцер 19 выводится 44,9 кг/ч. оксидата следующего состава, мас.%:
Изопропилбензол - 77,18
ГПИПБ - 21,08
Диметилфенилкарбинол - 1,34
Ацетофенон - 0,29
Перекись диизопропилбензола - 0,09
Вода + карбоновые кислоты - 0,02
Итого - 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕАКТОР ДЛЯ ЖИДКОФАЗНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1996 |
|
RU2108856C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1996 |
|
RU2102370C1 |
| ГАЗОЖИДКОСТНОЙ РЕАКТОР | 1996 |
|
RU2095134C1 |
| РЕАКТОР ДЛЯ КОНТАКТИРОВАНИЯ ГАЗА И ЖИДКОСТИ | 1996 |
|
RU2106195C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ С УГЛЕВОДОРОДАМИ | 1995 |
|
RU2086530C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ И/ИЛИ ИХ СМЕСЕЙ С УГЛЕВОДОРОДАМИ | 1996 |
|
RU2102374C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА | 1995 |
|
RU2091442C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ В СМЕСИ С УГЛЕВОДОРОДАМИ | 1995 |
|
RU2083547C1 |
| СПОСОБ ЖИДКОФАЗНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 2001 |
|
RU2209812C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ.АЛКИЛОВЫХ ЭФИРОВ И ИХ СМЕСЕЙ С УГЛЕВОДОРОДАМИ | 1995 |
|
RU2102375C1 |
Изобретение может найти применение в нефтеперерабатывающей, нефтехимической, химической и других отраслях промышленности. Жидкофазное окисление углеводородов проводят при повышенных температуре и давлении в многозонном реакторе с общим для всех зон контактирования паровым пространством. Оно включает подачу исходных углеводородов в первую зону контактирования, вывод оксидата из последней зоны, подачу кислородсодержащего газа в зоны контактирования, рециркуляцию вторичных паров окисления через зоны контактирования, рециркуляцию вторичных паров окисления через зоны контактирования, рециркуляцию под давлением реакционной смеси в зонах контактирования, при этом отвод тепла реакции окисления проводят таким образом, что вторичные пары, выходящие из всех зон контактирования, перемешивают между собой и подают раздельными потоками на смешение с рециркулирующими в каждой зоне контактирования потоками реакционной смеси при температуре ниже температуры реакции окисления с последующим диспергированием образующихся при этом газожидкостных потоков в каждой зоне контактирования. При этом часть исходных углеводородов можно предварительно направлять при температуре ниже температуры реакции окисления на абсорбцию остаточного кислорода и углеводородов из вторичных паров окисления, удаляемых из реактора, и подавать раздельными потоками в каждую зону контактирования. Кроме того, подаваемый кислородсодержащий газ можно частично или полностью подавать на смешение с вторичными парами окисления. Отвод тепла реакции окисления можно осуществлять охлаждением потоков реакционной смеси, рециркулирующих в каждой зоне контактирования. 3 з.п. ф-лы, 5 ил.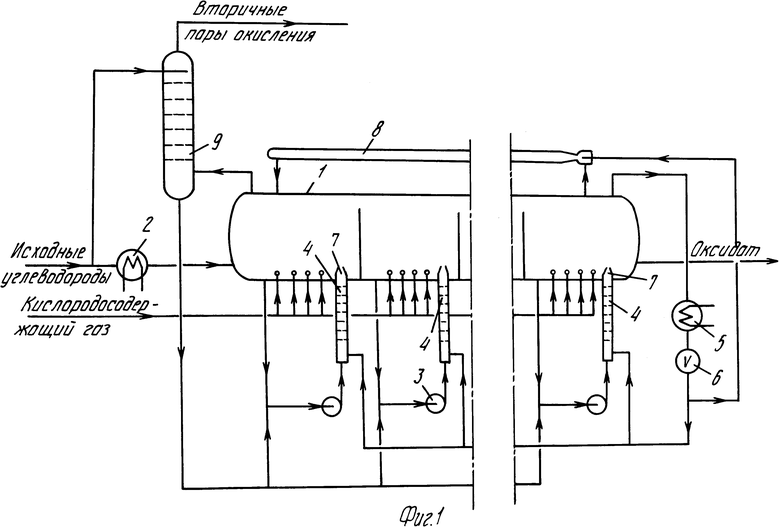
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3065061, кл.23-283, 1962 г | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| FR, патент 2416725, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

