Изобретение относится к строительству подземных сооружений в обводненных грунтах и позволяет повысить прочность и водонепроницаемость тоннельной обделки.
Известны металлические тюбинги тоннельной обделки, например, из чугунного литья [1] , либо сварные стальные конструкции. Известен комбинированный тюбинг тоннельной обделки типа "чугун-камень", состоящий из относительно тонкой чугунной оболочки и внутреннего несущего слоя (ядра) из шлакокаменного литья, армированного стальной проволокой [2]. Шлакокаменное ядро предназначено для обеспечения заданной прочности тюбинга и коррозионной стойкости тонкой чугунной оболочки.
Известно также устройство комбинированного тюбинга "чугун-цементный камень", в котором внутренняя полость тонкой чугунной оболочки полностью заполнена цементным камнем (бетоном) [3].
Известен способ изготовления чугунной оболочки тюбинга в земляных литейных формах по традиционной технологии [4], при котором сначала с помощью деревянной модели в нижней полуформе образуется полость по внешнему контуру тюбинга, а внутренний его контур образуется за счет помещения (подвешивания) в полости нижней полуформы литейного стержня-сердечника (так называемого "болвана") из того же, что и литейная форма, материала или другого материала, затем полость формы заливается расплавом чугуна. Указанный известный способ отливки включает следующие операции: изготовление литейной модели, стержневого ящика и наружного разового литейного стержня, изготовление полуформы из формовочной смеси с использованием модели, сборка формы с подвешиванием на знаках наружного литейного стержня-сердечника, заливку формы чугуном, охлаждение отливки в форме, выбивку отливки из формы с разрушением стержня-сердечника, очистка и обрубка отливки.
Существующая технология изготовления тюбинга комбинированного типа "чугун-камень" позволяет получить достаточно экономичную конструкцию с использованием отхода металлургического производства - огненно-жидкого шлака, что дает возможность экономить не только материальные, но и энергетические ресурсы. Однако разные коэффициенты линейного расширения чугуна и камня, а также усадочные деформации при кристаллизации камня из расплава приводят к образованию зазоров на их контакте, что усложняет технологический процесс, вынуждая производить нагнетание в зазоры клея или других твердеющих растворов. Кроме того, при производстве толстостенной чугунной оболочки тюбинга по традиционной технологии в земляных формах приходится для каждой отливки изготавливать из формовочной смеси центральной литейный стержень-сердечник ("болван" или ядро), который каждый раз приходится разрушать, выбивать и вычищать перед заливкой огненно-жидкого расплава в чугунную оболочку.
В качестве наиболее близкого аналога принят тюбинг комбинированный тоннельный обделки, включающий обращенную внутрь тоннеля металлическую, например чугунную, оболочку, радиальные и кольцевые металлические ребра с нишами для установки болтов для тюбингами и отверстиями в ребрах для болтов, заполненные полости между ребрами и оболочкой с образованием ядра, арматурный каркас и чеканочные канавки [3].
В качестве наиболее близкого аналога способа принят способ изготовления тюбинга комбинированного тоннельной обделки, включающий изготовление литой чугунной оболочки тюбинга с образованием в нем шлакокамнелитого ядра [4].
Недостатками известных конструкций и способов изготовления применительно к тонкостенным чугунным оболочкам δ = 8 - 10 мм является сложность технологического процесса их изготовления, в частности, ликвидация зазоров на контакте, ослабление чугунных ребер в местах установки крепежных болтов, большая потребность в формовочной смеси для изготовления разовых центральных литейных стержней, а также затраты труда и энергоресурсов на их выбивку.
Задачей изобретения, относящегося к устройству, является повышение прочности, трещиностойкости металлических ребер тюбинга и водонепроницаемости обделки в целом. Указанная техническая задача решается за счет того, что в тюбинге комбинированном тоннельном обделки, включающем обращенную внутрь тоннеля металлическую, например чугунную, оболочку, радиальные и кольцевые металлические ребра с нишами для установки болтов между тюбингами и отверстиями в ребрах для болтов, заполнение полости между ребрами и оболочкой с образованием ядра, арматурный каркас и чеканочные канавки, в местах болтовых отверстий для установки крепежных болтов ребра выполнены двухслойными с диффузионным соединением слоем чугуна и стальных перфорированных пластин, а по периметру тюбинга проложена стальная проволока, соединенная со стальными пластинами и с арматурным каркасом и вплавленная в ребра тюбинга, причем ядро выполнено из шлакокаменного материала, а в оболочке образовано отверстие для нагнетания цементного раствора за обделку.
Задачей изобретения в части способа является ликвидация зазоров между чугуном и каменной частью, повышение прочности, коррозионной стойкости, трещиностойкости и водонепроницаемости обделки, снижение ее стоимости за счет исключения технологической операции устройства разовых литейных стержней ("болванов") при образовании внутренней полости чугунных оболочек по традиционной технологии.
Указанная задача решается за счет того, что в способе изготовления тюбинга комбинированного тоннельной обделки, включающем изготовление литой чугунной оболочки тюбинга с образованием в нем шлакокамнелитого ядра, перед отливкой изготавливают литейную модель, полуформу из формовочной смеси с использованием модели, затем в литейную полуформу перед заливкой чугуна устанавливают шлакокамнелитое ядро, являющееся неизвлекаемой частью комбинированного тюбинга, которое предварительно собирают на стенде из отдельных частей - вкладышей с использованием клиньев, образующих деформационные швы, заполняемые низкомодульным термоактивным материалом, например мастикой из песка на бакелитовом связующем, причем вкладыши соединяют между собой приваркой стальных стержней к закладным деталям арматурных каркасов, а в углах вкладышей монтируют перфорированные пластины из низкоуглеродистой стали и литейные стержни либо устанавливают стальные коробки, заполненные формовочной смесью, для образования болтовых ниш в теле чугунной оболочки тюбинга, стальные пластины или коробки соединяют со шлакокамнелитыми вкладышами при помощи проволоки из низкоуглеродистой стали, ядро тюбинга в собранном виде устанавливают в нижнюю половину литейной формы, перерезают соединительные стержни и удаляют клинья из деформационных швов, устанавливают верхнюю половину литейной формы с обеспечением зазора, который заполняют расплавом чугуна при температуре 1200 - 1400oC.
Технический результат, обеспечиваемый указанными совокупностью признаков, состоит в том, что обеспечивается исключение усадочных зазоров между каменным сердечником и чугунной оболочкой, достигается максимальная прочность и трещиностойкость за счет армирования чугунной отливки с помощью стальных вставок в углах тюбинга (перфорированных пластин 6) и арматурной проволоки 22, размещаемой в чугунных бортах по всему периметру тюбинга, а также тщательного соединения (сплавления) стальных закладных деталей с чугуном.
Снижение вероятности разрыва чугунной оболочки при ее отливке и охлаждении на камнелитом сердечнике достигается за счет:
- образования деформационных швов в теле сердечника,
- армирования чугунных ребер стальной арматурной проволокой.
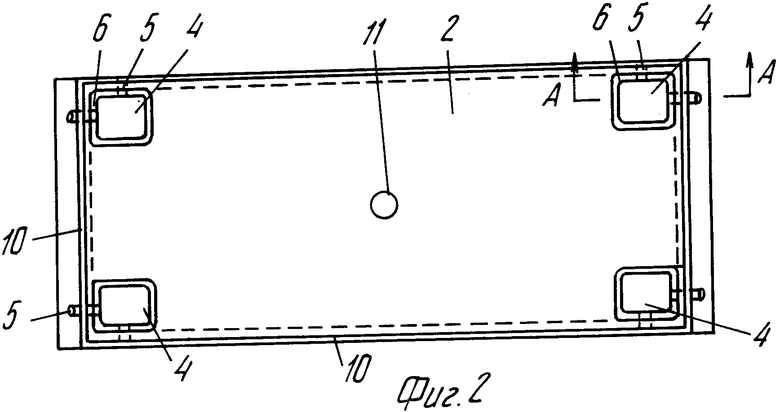
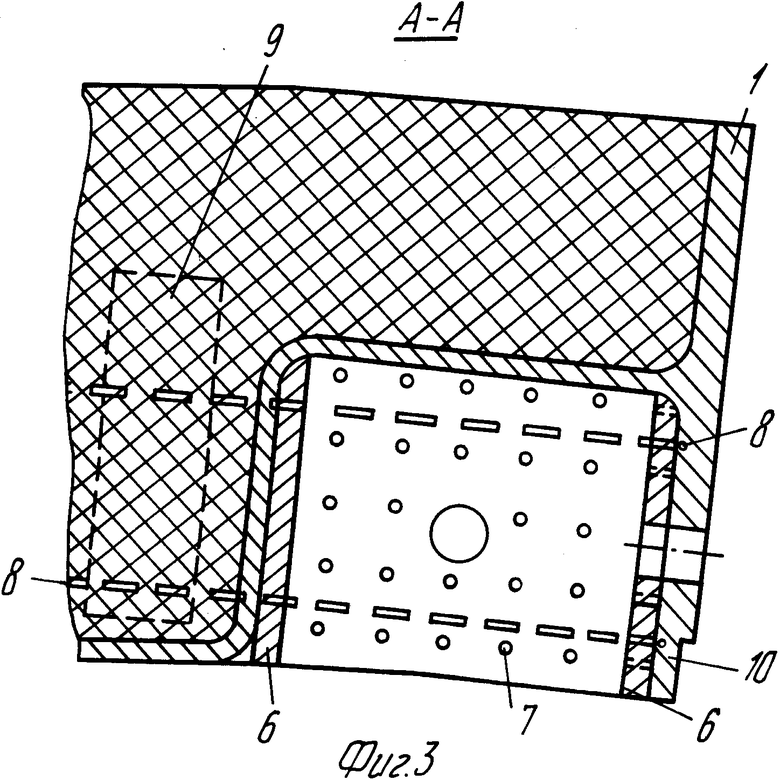
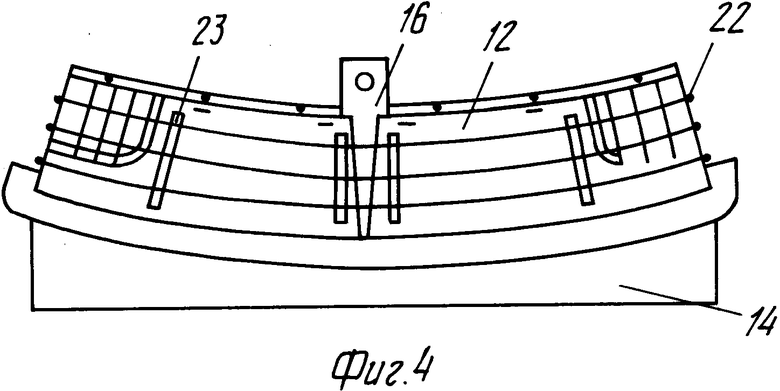
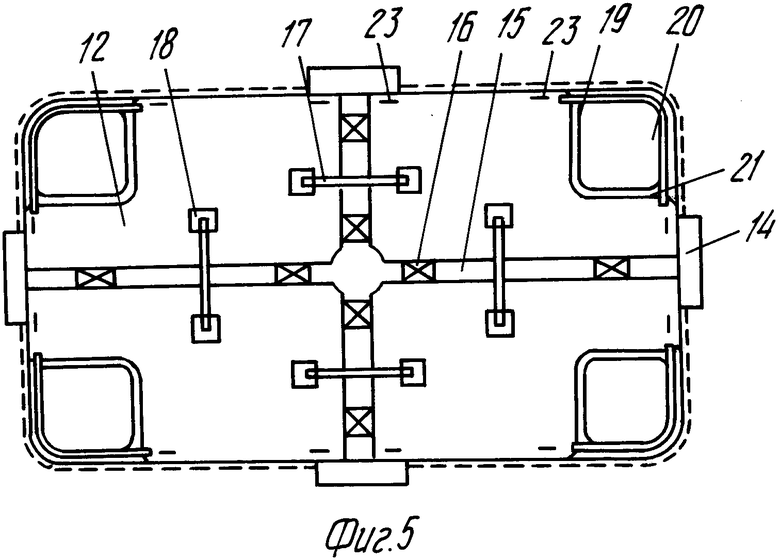
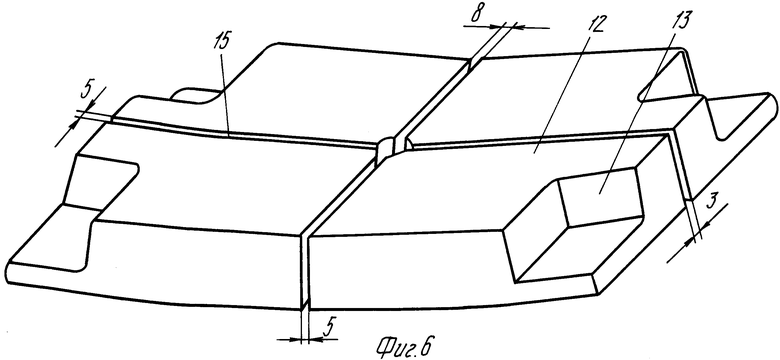
На фиг. 1 изображен тюбинг комбинированный типа "чугун-камень", продольный разрез; на фиг.2 - вид со стороны тоннеля; на фиг.3 - фрагмент тюбинга, разрез по А-А; на фиг.4 - 6 - внутренний шлаколитой сердечник перед установкой в литейную форму; фиг.4 - продольный разрез, фиг.5 - план, фиг.6 - аксонометрия.
Тюбинг комбинированный состоит из чугунной оболочки 1, 2 и шлакокамнелитого сердечника 3. Чугунная оболочка предназначена для гидроизоляции сборной тоннельной обделки и частичного восприятия нагрузки от горного давления. Шлакокамнелитой сердечник служит для полного восприятия всех нагрузок, действующих на тюбинги в кольце. Для возможности постановки крепежных болтов, соединяющих смежные тюбинги в кольце и между кольцами, в спинке 2 чугунной оболочки предусмотрены ниши 4. Спинка чугунной оболочки, так же как в прототипе [3] обращена внутрь тоннеля, а шлакокаменный сердечник 3 - к контуру выработки. В ребрах 1 чугунной оболочки просверлены болтовые отверстия 5. В целях усиления тонкостенных чугунных ребер в местах установки болтов (в пределах ниш 4) смонтированы перфорированные стальные пластины либо коробчатые вставки 6, которые сплавлены с чугунными ребрами при отливке чугунной оболочки. Средством дополнительного скрепления стальных пластин и чугунных ребер является перфорация 7 и арматурная проволока 8, проложенная по периметру тюбинга и приваренная к стальным перфорированным пластинам 6 и к закладным деталям 9 арматурного каркаса 24 сердечника
3. По периметру тюбинга располагается чеканочная канавка 10 для гидроизоляции стыков, а в ее средней части - отверстие 11 для нагнетания раствора за обделку.
Изготовление тюбинга комбинированного производится следующим образом.
Сначала одним из известных способов изготавливают камнелитые (шлакокамнелитые) вкладыши 12, т.е. элементы, предназначенные для сборки центрального сердечника 3 тюбинга комбинированного. В углу вкладыша 12 имеется углубление 13, необходимое для образования ниш 4 в тюбинге, где должны устанавливаться крепежные болты. Камнелитые вкладыши устанавливают на сборочный стенд - кондуктор 14 так, чтобы между ними образовались зазоры 15 фиксированной ширины (см. фиг.6). Фиксация зазоров осуществляется постановкой металлических клиньев 16 и приваркой стальных стержней 17 к закладным пластинам 18, которые сварены с арматурным каркасом 24 камнелитого вкладыша 12. Зазоры 15 при сборке сердечника заполняют низкомодульным термоактивным материалом, например мастикой из песка на бакелитовом связующем. Таким путем образуются деформационные швы, которые при заливке чугунной части тюбинга способствуют ее предохранению от образования трещин из-за усадки при кристаллизации и охлаждения чугуна в стесненных условиях твердения на камнелитом сердечнике.
После проверки правильности сборки на стенде сердечника из камнелитых вкладышей в углубления 13 монтируют перфорированные пластины 19 из низкоуглеродистой стали с литейными стержнями 20 из формовочной смеси либо заполненные формовочной смесью стальные коробки так, чтобы между стенками камнелитого сердечника и литейными стержнями образовывались зазоры 21, в которые будет затекать расплав чугуна для формирования болтовых ниш 4 в углах тюбинга. Крепление перфорированных пластин 19 осуществляется путем навивки и приварки проволоки 22 из низкоуглеродистой стали по периметру сердечника. Приварку проволоки производят к каждой пластине 19, а также к закладным деталям (полоскам) 23, предусмотренным в арматурном каркасе камнелитых вкладышей. Назначение проволоки аналогично устройству деформационных швов 15, т.е. предотвращение растрескивания чугунной оболочки при твердении и охлаждении чугуна.
Использование низкоуглеродистой стали для перфорированных пластин 19 и проволоки 22 объясняется стремлением улучшить их сплавление с твердеющей чугунной оболочкой образованием переходного слоя путем диффузии углерода на контакте из расплава чугуна в сталь.
После завершения сборки на стенде 14 и оснащения камнелитого сердечника литейными стержнями его снимают со стенда и устанавливают в подготовленную нижнюю половину литейной формы (кокиль, опока) выпуклостью вниз. Затем перерезают соединительные стержни 18 и удаляют стальные клинья 16 из деформационных швов. После устанавливают верхнюю половину литейной формы тюбинга с обеспечением зазоров для расплава чугуна.
После подогрева формы с сердечником производят заливку чугунной части тюбинга комбинированного расплавом чугуна при температуре 1200 - 1400oC.
После твердения чугунной оболочки и охлаждения формы производят выбивку изделия обычным способом и затем осуществляют механическую обработку тюбинга комбинированного: фрезеруют чугунные поверхности бортов, чеканочные канавки 10 и сверлят отверстия для болтов 5.
Для получения качественного сплавления стальных закладных деталей с чугуном, кроме устройства перфорации в стальных пластинах, их поверхность предварительно обрабатывают (очищают) в 20%-ном растворе соляной кислоты в течение 8 - 10 мин, в 10%-ном растворе соды (натрия углекислого) и выдерживают в течение часа в насыщенном растворе буры или борной кислоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| ТОННЕЛЬНОЕ ТЮБИНГОВОЕ КОЛЬЦО ДЛЯ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2013 |
|
RU2534126C2 |
| КОМБИНИРОВАННАЯ ОБДЕЛКА СПЕЦИАЛЬНОГО ПОДЗЕМНОГО СООРУЖЕНИЯ | 1990 |
|
RU2114377C1 |
| ТРЕХСВОДЧАТАЯ СТАНЦИЯ МЕТРОПОЛИТЕНА КОЛОННОГО ТИПА И СПОСОБЫ ЕЕ ВОЗВЕДЕНИЯ (УСТРОЙСТВО И СПОСОБЫ ЮРКЕВИЧА П.Б.) | 2012 |
|
RU2510444C2 |
| ТЮБИНГОВОЕ КОЛЬЦО ТОННЕЛЬНЫХ ОБДЕЛОК ДИАМЕТРОМ ОТ 10,5 ДО 15,5 МЕТРОВ ДЛЯ ПОДЗЕМНЫХ СООРУЖЕНИЙ | 2018 |
|
RU2673830C1 |
| СОВМЕЩЕННЫЙ УЗЛОВОЙ СТЫК РИГЕЛЕЙ И КОЛОНН | 2014 |
|
RU2550624C1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| СПОСОБ СООРУЖЕНИЯ БЕЗБАЛЛАСТНОГО ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296830C1 |
| УЗЕЛ ОПИРАНИЯ ПРИСТЕННОГО РИГЕЛЯ НА КОЛОННУ ЖЕЛЕЗОБЕТОННОГО СБОРНОГО КАРКАСА | 2011 |
|
RU2492298C1 |
| СБОРНОЕ МЕЖДУЭТАЖНОЕ ПЕРЕКРЫТИЕ | 2000 |
|
RU2166035C1 |
Изобретение относится к строительству подземных сооружений в обводненных грунтах и позволяет повысить несущую способность и водонепроницаемость обделки. Новое в конструкции тюбинга комбинированного - это то, что ребра в местах установки болтов выполнены двухслойными (стальные перфорированные пластины, сплавленные с чугунной оболочкой), а по всему периметру тюбинга проложена стальная проволока. Новое в способе изготовления тюбинга комбинированного - сборка центрального шлакокаменного ядра на стенде путем сложения его из отдельных вкладышей с образованием деформационных швов за счет использования клиньев с заполнением швов низкомодульным термоактивным материалом, соединение вкладышей между собой посредством приварки стальных стержней к закладным деталям вкладышей, монтаж в углах вкладышей стальных перфорированных пластин и литейных стержней либо заполненных формовочной смесью стальных коробок для образования ниш в теле тюбинга в местах установки болтов, соединение стальных пластин или коробок со шлакокамнелитыми вкладышами при помощи проволоки, установка собранного ядра тюбинга в нижнюю половину литейной формы, перерезание стальных стержней, удаление клиньев из деформационных швов, установка верхней половины литейной формы с обеспечением зазора, заполнение зазора расплавом чугуна при температуре 1200 - 1400oС. 2 с.п.ф-лы, 6 ил.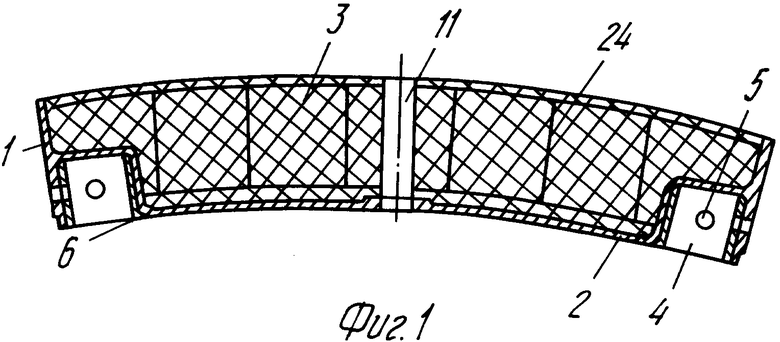
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Волков В.П., Наумов С.Н., Пирожкова А.Н | |||
| Тоннели и метрополитены | |||
| М., 1964, с.259 - 263 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кошелев Ю.А., Сильвестров С.Н., Вагин В.В | |||
| Шлакокаменное литье: перспективы применения | |||
| Приложение к журналу "Подземное пространство мира" | |||
| Альманах научно-технической информации, 1993, N 1, с.35 - 39 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE, заявка, 2641238, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Рыбкин В.А | |||
| Ручное изготовление литейных форм | |||
| М.: Высшая школа, 1981, с.7 - 9, 79, 90, рис.61. | |||
