Изобретение относится к черной металлургии, в частности касается восстановления роликов термических печей прокатного оборудования.
Известен способ устранения остаточного изгиба прокатного валка, в котором нагрузку прикладывают к валку в направлении, перпендикулярном оси валка в статическом состоянии, и ее величину постепенно увеличивают до смещения контактной поверхности бандажа относительно оси, сопровождаемого звуковым эффектом, после чего нагрузку снимают и снова прикладывают к валку в противоположном направлении до получения звукового эффекта [1].
Предложенный способ устранения остаточного изгиба применим для валков, у которых обечайка напрессована на поверхность бочки, и не может быть использован для роликов термических печей, у которых наружная труба опирается на полый вал через опорные кольца.
Пространство между наружной трубой и полным валом заполняется листами из нержавеющей стали и листового асбеста. При высоких температурах в момент транспортировки листов или без нагрузки под действием собственной массы, ударов со стороны транспортируемых листов ролики прогибаются и становятся непригодными для дальнейшей эксплуатации.
Известен также способ восстановления роликов термических печей, принятый за прототип, включающий нагрев до температуры растворения охрупчивающих фаз и охлаждение, в котором после выдержки при температуре растворения охрупчивающих фаз проводят правку в течение 10 - 15 мин [2].
Задачей, на решение которой направлено изобретение, является восстановление геометрических размеров и формы роликов.
Поставленная задача достигается за счет того, что в предложенном способе восстановления роликов термических печей, включающем нагрев, выдержку при температуре, правку и охлаждение ролика, правку начинают с восстановления продольной оси ролика путем приложения нагрузки к наружной трубе в местах размещения опорных колец, начиная ее с места расположения максимального прогиба ролика, а затем восстанавливают цилиндрическую поверхность наружной трубы.
Предлагаемый способ поясняется чертежом, где представлен ролик, получивший остаточный изгиб, а также указаны места приложения нагрузки P.
Печной ролик содержит наружную трубу 1 из жаропрочной стали, внутри которой расположены опорные кольца 2 и полый вал 3. Пространство между внутренней поверхностью наружной трубы 1 и полым валом 3 заполнено листами 4 из жаропрочной стали и асбестом. Наружная труба 1 жестко соединена с полым валом при помощи бобышки 5. Другой опорой является бобышка 6, установленная на полом валу на шпонке 7 с возможностью осевого смещения. Внутри полого вала 3 устанавливается труба 8, по которой подается охлаждающая вода, которая вытекая через отверстие 9 омывает внутреннюю поверхность полого вала, свободно выливаясь с неприводной стороны ролика.
Способ осуществляют следующим образом.
Предварительно нагретые до 1100-1200oC, выдержанные в печи при этой температуре 12-14 ч., ролики подаются на пресс. Определив расположение опорных колец 2, между наружной трубой и полым валом прикладывают нагрузку P в местах расположения колец. Приложение нагрузки P начинают с мест наибольшей деформации оси ролика. Так производят продольную правку оси ролика. В процессе продольной правки нарушается геометрия цилиндрической поверхности наружной трубы. Восстановление цилиндрической поверхности наружной трубы производят после правки продольной оси ролика. Правку осуществляют, вращая трубу и прикладывая нагрузку в местах деформации трубы. Охлаждение роликов производят на воздухе. Выправленный ролик становится пригодным для повторной эксплуатации.
Технико-экономическая эффективность изобретения заключается в обеспечении многократного использования роликов термических печей.
Общественно полезные преимущества - снижение трудовых затрат по эксплуатации высоко-температурных печей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ С ЦЕНТРОБЕЖНЫМ ОХЛАЖДЕНИЕМ РОЛИК РОЛЬГАНГА ОБЖИМНОГО СТАНА | 1993 |
|
RU2061567C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| МЯГКИЙ ОПОРНЫЙ УЗЕЛ РОЛИКА РОЛЬГАНГА ОБЖИМНОГО СТАНКА | 1993 |
|
RU2038177C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458153C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЗАГОТОВКИ С ОДНОГО РОЛЬГАНГА НА ДРУГОЙ, РАСПОЛОЖЕННЫЙ ПОД УГЛОМ К ПЕРВОМУ | 1993 |
|
RU2038178C1 |
| Опора роликов рабочего рольганга обжимного прокатного стана | 1989 |
|
SU1771843A1 |
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1994 |
|
RU2083342C1 |
Изобретение относится к черной металлургии, в частности касается восстановления роликов термических печей прокатного оборудования. Задачей, на решение которой направлено изобретение, является восстановление геометрических размеров и формы роликов. Способ включает нагрев, выдержку при температуре нагрева, правку и охлаждение ролика. Восстановлению подвергают ролики с опорными кольцами, правку ведут в два этапа, сначала продольную вдоль оси ролика путем приложения нагрузки к наружной трубе в местах размещения опорных колец, начиная с места максимальной деформации, а затем цилиндрической поверхности наружной трубы. 1 ил.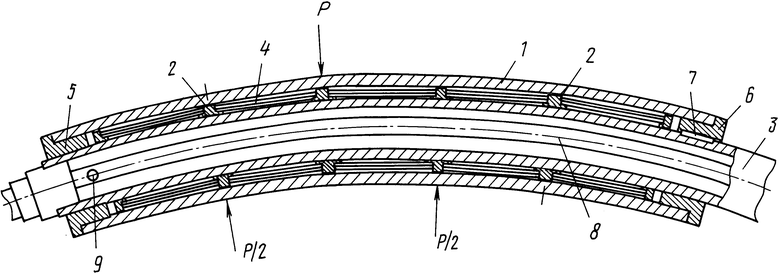
Способ восстановления роликов термических печей, включающий нагрев, выдержку при температуре нагрева, правку и охлаждение, отличающийся тем, что восстановлению подвергают ролики с опорными кольцами, правку ведут в два этапа, сначала продольную вдоль оси ролика путем приложения нагрузки к наружной трубе в местах размещения опорных колец, начиная с места максимальной деформации, а затем цилиндрической поверхности наружной трубы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 530709, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1125269, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

