Изобретение относится к обогащению полезных ископаемых методом пенной флотации, в частности к флотационному выделению пентландита и ассоциированных с ним минералов цветных и платиновых металлов из пирротинсодержащих материалов, и может быть использовано при флотационном обогащении пирротинсодержащих медно-никелевых руд и промпродуктов.
Известен способ обогащения сульфидных медно-никелевых руд, включающий флотацию пентландита из пульпы пирротинсодержащего промпродукта, представляющего собой хвосты цикла медной флотации. В известном способе пульпу пирротинсодержащего промпродукта обрабатывают известью, обеспечивающей депрессию флотации пирротина при pН 9,5-10,5, кондиционируют с бутиловым ксантогенатом и гексиловым спиртом и последовательно, две стадии, методом селективно-коллективной флотации выделяют пентландит в два пенных продукта - селективный никелевый концентрат и коллективный никель-пирротиновый концентрат. При этом в цикле селективной флотации пентландита для аэрирования пульпы используют воздух при массовом соотношении элементного кислорода и пирротина от 1:250 до 1: 300, а средняя продолжительность флотации составляет 14-16 мин. (Технологическая инструкция по обогащению руд на Талнахской обогатительной фабрике. - ТИ 0401.14.39-11-65-85. - Срок введения с 01.01.86 - МЦМ СССР, Союзникель, НГМК, Норильск, 1985, с.111-112).
Недостатком известного способа является низкое извлечение никеля, кобальта и платиновых металлов в целевой продукт обогащения - селективный никелевый концентрат. Значительная часть ценных металлов остается в камерном продукте первой стадии флотации пентландита, и в дальнейшем они распределяются между никель-пирротиновым концентратом и общими хвостами обогащения. По данным промышленной эксплуатации сквозное извлечение ценных металлов в селективный никелевый концентрат при обогащении сульфидной медно-никелевой руды Норильского комбината с использованием известного способа составляет, %: никель 57; кобальт 56; платина 40; палладий 60; родий 22; рутений 24; золото 30; серебро 32. При этом в никель-пирротиновый концентрат переходит, %: никель 29; кобальт 28; платина 28; палладий 26; родий 38; рутений 37; золото 22; серебро 24. Значительное количество металлов теряется с общими хвостами флотации, %: никель 6; кобальт 7; платина 6; палладий 5; родий 32; рутений 21; золото 5; серебро 7.
Переход цветных и тем более платиновых металлов в никель-пирротиновый концентрат является нежелательным, поскольку при последующей его автоклавно-окислительной переработке возникают дополнительные потери ценных компонентов с отвальным железогидратным продуктом, достигающие для редких платиновых металлов величины 50-70% от их содержания в исходном концентрате (Борбат В. Ф. , Воронов А.Б. Автоклавная технология переработки никель-пирротиновых концентратов. - М.: Металлургия, 1980, с.54-56).
Известен способ обогащения сульфидных полиметаллических руд, содержащих молибденит и минералы меди, никеля и железа. В известном способе пульпу исходной руды обрабатывают коллективным низкомолекулярным органическим депрессором, подавляющим флотацию всех сульфидов, отличных от молибденита, кондиционирование материала ведут с собирателем и вспенивателем с последующим постадийным выделением цветных металлов флотацией в пенные продукты при непрерывном аэрировании пульпы воздухом. В качестве органического депрессора предложено использовать соединения из группы дитиокарбаматов:
1. общей формулы MXRCOOM
где М - щелочной металл, водород или аммоний, а Х представлен дитиокарбаматной группой NCS2.
2. N-карбоксиалкил S-карбоалкилоксидитиокарбаматы общей формулы
где R1 - алкенильный радикал;
R2 - водород, алкил;
R3 - алкил, алкенил;
М = NH4 или металл из группы IA или IIA.
В известном способе при расходе органического депрессора от 45 до 2700 г/т руды извлечение меди снижается с 89 до 56%; никеля - с 78 до 53%; железа - с 57 до 32% (Десятов А.М., Рыскина Н.Ц., Херсонский М.И., Городецкая Л.А. Применение низкомолекулярных органических депрессоров при селекции медно-молибденовых продуктов // Цветная металлургия, 1987, N 5, c.23-27).
Недостатком известного способа является то, что применяемый в нем режим депрессии не обладает избирательностью по отношению к сульфидным минералам цветных металлов (меди, никеля) и железа. Это исключает целесообразность его использования при флотации пентландита из полиметаллических пирротинсодержащих материалов, поскольку наряду с пирротином в камерный продукт флотации в значительном количестве будут переходить минералы меди и никеля, что недопустимо увеличит их потери с отвальными хвостами.
Известен также способ флотации пентландита из материалов, содержащих сульфидные минералы группы железа (пирротин, троилит, пирит) и молибденит, включающий предварительную обработку пульпы исходного материала органическим депрессором из группы дитиокарбаматов с последующей флотацией молибденита в воздушной среде, при которой пентландит совместно с минералами железа переводят в камерный продукт, перерабатываемый в отдельном цикле с использованием известных методов селективного разделения никель-пирротиновых продуктов. При этом в качестве органического депрессора, обладающего в известном способе коллективным подавляющим действием по отношению к пентландиту и минералам группы железа, используют щелочные и аммониевые соли ди(карбоксиалкил)-дитиокарбаматы формулы
где R - алкилен;
R1 - водород, метил или этил;
R2 - алкилен;
М - щелочной металл или аммоний (Патент США N 4702821, кл. В 05 D 1/14, 1987).
Недостатком известного способа является то, что применяемый в нем режим коллективного подавления флотации пентландита и сульфидов железа, основанный на использовании сильного органического депрессора из группы дитиокарбаматов, осложняет последующее выделение пентландита из камерного продукта. Последнее обусловлено тем, что режим коллективной депрессии минералов сводит до минимума разницу их флотационной активности. Для селективного флотационного выделения пентландита, поверхность которого покрыта пленкой коллективного органического депрессора, из его смеси с минералами группы железа, в частности пирротина, требуется создание специальных условий избирательной активации пентландита, при которых минералы железа должны оставаться в неактивном (гидрофилизированном) состоянии. Известные методы активации минералов после их подавления сильным органическим депрессором являются весьма дорогостоящими и, кроме того, ни один из них не обеспечивает достаточно высокого извлечения целевого компонента в пенный продукт.
Другим серьезным недостатком известного способа является повышенный расход дитиокарбаматов при их применении для коллективной депрессии минералов тяжелых цветных металлов и железа. По данным литературных источников оптимальный расход реагентов-депрессоров группы дитиокарбаматов при таком их использовании достигает 2700-5000 г/т руды (Патент США N 4554069, кл. В 03 D 1/14, 1984; Патент США N 4702821, кл. В 05 D 1/14, 1985). Поскольку все реагенты на основе производных дитиокарбаминовой кислоты являются чрезвычайно дорогостоящими (от 3000 $/т и выше), известный способ значительно увеличивает себестоимость получаемой металлопродукции.
Наиболее близким к предлагаемому способу по совокупности признаков и достигаемому результату является способ обогащения сульфидных медно-никелевых руд, включающий последовательное трехстадийное флотационное выделение пентландита из камерного пирротинсодержащего промпродукта цикла селективной медной флотации. В известном способе пирротинсодержащий промпродукт обрабатывают щелочной солью дитиокарбаминовой кислоты (карбаматом МН) в известковой среде (pН 10,5), кондиционируют с бутиловым ксантогенатом и вспенивателем, после чего проводят три стадии флотации: никелевую, никель-пирротиновую и перечистную. В результате флотации получают 3 целевых пентландитсодержащих продукта: богатый никелевый концентрат, "рядовой" пирротиновый концентрат и никелевую "головку". Селективный никелевый концентрат объединяют с никелевой "головкой" и полученную смесь направляют в цикл пирометаллургического производства. "Рядовой" пирротиновый концентрат перерабатывают по автоклавно-окислительной технологии, а общие хвосты, состоящие из хвостов флотации и малоникелистого пирротинового продукта, сбрасывают в отвал. При этом в цикле никелевой флотации ( на первой стадии выделения пентландита) для аэрирования пульпы используют технический азот или воздух при массовом соотношении элементного кислорода, карбамата МН и пирротинсульфидов от 1:0,18:220 до 1: 0,85:100, а продолжительность цикла составляет в среднем 18-20 мин (Рыбас В. В., Иванов В.А., Волков В.И. и др. // Цветные металлы, 1995, N 6, с.31-39).
Введение стадии выделения никелевой "головки" и ее объединение с богатым никелевым концентратом позволяет существенно повысить сквозное извлечение цветных и платиновых металлов в готовый никелевый концентрат, направляемый непосредственно в цикл пирометаллургической переработки, %: никель - до 74; кобальт - до 77; сумма платиновых металлов - до 78. Повышение извлечения металлов в данном случае достигается в основном за счет перераспределения пентландита между никелевым и пирротиновым концентратами, что обеспечивает снижение массы цветных и платиновых металлов, поступающей в цикл гидрометаллургической переработки, и, соответственно, сокращение их безвозвратных потерь с отвальными железогидратными хвостами автоклавной технологии.
Вместе с тем известный способ также обладает целым рядом недостатков.
Существенным недостатком известного способа является громоздкость технологической схемы, которая включает отдельную стадию разделения никель-пирротинового продукта (концентрата пирротиновой флотации) на "рядовой" пирротиновый концентрат и никелевую "головку". Такая компоновка схемы значительно усложняет условия управления производством и требует расширенного парка флотационного, насосно-чанового и реагентно-дозирующего оборудования. При этом для получения однородного по составу продукта при объединении богатого никелевого концентрата и одноименной "головки" требуется установка дорогостоящих аппаратов-смесителей.
Другим недостатком известного способа является повышенный расход дорогостоящих флотореагентов (бутилового ксантогената и карбамата МН), связанный с получением богатого никелевого концентрата и наличием цикла перечистки никель-пирротинового продукта.
Кроме того, использование для аэрирования пульпы технического азота, содержащего всего 5% О2, заметно активизирует флотацию тонких классов пирротина (Рыбас В.В., Пономарев Г.П., Манцевич М.И. и др. // Цветные металлы, N 9, 1990, с.93-95). Это приводит к повышенному разубоживанию никелевого концентрата железом и серой, что ухудшает технико-экономические показатели его последующей переработки и увеличивает загрязнение воздушного бассейна сернистыми соединениями.
Задача изобретения - упрощение технологической схемы флотации пентландита, сокращение расхода применяемых реагентов за счет совершенствования режима первой (селективной) стадии выделения пентландита и повышение полноты извлечения цветных и драгоценных металлов в никелевый концентрат.
Сущность изобретения заключается в том, что в способе флотации пентландита из полиметаллических пирротинсодержащих материалов, включающем предварительную обработку пульпы материала в известковой среде щелочной солью дитиокарбаминовой кислоты, кондиционирование с сульфгидрильным собирателем и вспенивателем и постадийное флотационное выделение пентландита в пенные продукты при непрерывном аэрировании пульпы кислородсодержащим газом, согласно изобретению выделение пентландита на первой стадии ведут в течение 24-32 мин, а аэрирование пульпы кислородсодержащим газом осуществляют при массовом соотношении элементного кислорода, щелочной соли дитиокарбаминовой кислоты и пирротина 1:(0,02-0,11) : (140-215).
Другим отличием способа является то, что в качестве кислородсодержащего газа используют смесь, содержащую 15-45 об. % элементного кислорода и инертные к данной системе газы.
Следующее отличие способа состоит в том, что в качестве кислородсодержащего газа используют абгаз процесса автоклавно-окислительного кислородного выщелачивания пирротиновых материалов.
Увеличение продолжительности первой стадии флотации пентландита, проводимой в известковой среде с использованием кислородсодержащего газа, оказалось необходимым для создания требуемой степени воздействия кислорода на поверхность разделяемых минералов. Указанное воздействие проявляется двояко: в перераспределении дитиокарбамата между пентландитом и пирротином, с преимущественной его фиксацией на поверхности последнего, и окислении поверхности пирротина с образованием в растворе пульпы непредельных сернистых соединений (сульфид-, тиосульфат- и политионат-ионов) через последовательную цепочку химических превращений. Экспериментально установлено, что при флотации пульп, содержащих дитиокарбаматы, в воздушной среде по мере увеличения времени аэрации пульпы флотация пенталандита заметно улучшается. Одним из возможных механизмов в данном случае является кислородная десорбция дитиокарбамат-ионов с поверхности пентландита, что, с одной стороны, повышает ее гидрофобность, с другой - способствует увеличению концентрации дитиокарбамат-ионов на частицах пирротина, снижая конкурентноспособность последнего по отношению к пентландиту при захвате газовых пузырьков. Наряду с этим продолжительность аэрации пульпы является фактором, определяющим степень окисления пирротина и, соответственно, концентрацию в пульпе непредельных сернистых соединений, играющих роль дополнительного реагента-регулятора. Механизм процесса окисления пирротина, протекающего при флотации в щелочной среде, предположительно может быть описан группой следующих реакций:
[FeSx]S2+0,5O2ад+H2O _→ [FeSx]S°+20H (1)
3[FeSx]S°+60H-_→ SO
где [FeSx] - место на поверхности пирротина; знак аg обозначает растворенный в воде компонент.
Образовавшиеся ионы - сульфидные и сульфитные - далее вступают во взаимодействие с растворенным кислородом:
и с поверхностной серой:
[FeSx]S°+SO
Таким образом, суммарно процесс образования тиосульфатных ионов в щелочных растворах можно представить следующей поверхностной реакцией
(Горштейн А. Е. , Иллювиева Г.В., Баров Н.Ю. Об оценке механизма химических превращение в процессе аэрационной пульпоподготовки полисульфидных руд // Цветные металлы, N 6, 1986, с.80-82).
Фактически общее содержание серы в присутствии тиосульфат-ионов значительно превышает вычисленное по уравнению (6), что указывает на образование иных соединений серы, возможно политионатов, по реакции
2S2O
Механизм действия непредельных сернистых соединений не получил однозначного объяснения. В зависимости от концентрации эти соединения действуют и как активаторы, и как подавители флотации (Иллюиева Г.В., Горштейн А.Е., Торопова М. Н. О роли сульфит- и тиосульфат-ионов в процессе флотации сульфидных и медно-никелевых руд // Цветные металлы, N 7, 1984, с.94-96).
Поскольку электродный потенциал пирротина более отрицательный, чем других сульфидных минералов, его окисление происходит в первую очередь. При этом депрессия пирротина наступает при более низких концентрациях сернистых соединений, что и обуславливает возможность избирательной флотации пентландита в определенном интервале времени аэрации пирротинсодержащего материала. Кратковременный контакт пульпы с воздухом не обеспечивает необходимой степени развития реакции (6), что уменьшает ее положительное влияние на показатели флотации. В то же время увеличение продолжительности аэрации материала существенно снижает извлечение пенталандита в пенный продукт, что свидетельствует о его депрессии непредельными сернистыми соединениями.
Таким образом, оба указанных фактора - вытеснение дитиокарбамата с поверхности пентландита и окисление пирротина элементным кислородом - способствуют усилению действия органического депрессора и повышению селективности процесса. При этом их совокупный эффект зависит как от времени аэрации пульпы, так и от массового соотношения элементного кислорода, дитиокарбамата и пирротина.
Экспериментально доказано, что предлагаемый способ позволяет значительно усилить депрессирующее воздействие солей дитиокарбаминовой кислоты на флотацию пирротина, сохранив при этом высокую избирательность процесса по отношению к пентландиту. Это, в свою очередь, дает возможность исключить их схемы флотации пентландита стадию выделения богатой никелевой "головки", обеспечив такой же, как и в способе-прототипе, уровень извлечения цветных и платиновых металлов в готовый никелевый концентрат с сохранением его качества на базовом уровне. Положительным моментом в предлагаемом способе является также и то, что аэрирование пульпы газовой смесью, обогащенной элементным кислородом до 45 об.%, приводит к дополнительному усилению депрессии пирротинсульфидов, что способствует улучшению селекции процесса и, тем самым, достижению более высокого, чем в способе-прототипе, извлечения никеля в пенный продукт при пониженном расходе дитиокарбамата.
В предлагаемом способе выделение пантландита из полиметаллических пирротинсодержащих материалов осуществляют в две стадии. При этом получают два целевых никельсодержащих продукта: селективный никелевый концентрат, направляемый непосредственно в пирометаллургическое производство, и "рядовой" пирротиновый концентрат, перерабатываемый известными методами, например по технологии автоклавного окислительного выщелачивания с получением медно-никелевого сульфидного концентрата и технической серы. Общие хвосты флотации, содержащие малоникелистый пирротин и пустую породу, выводят в отвал. При необходимости малоникелистый пирротиновый продукт может быть выделен из общей массы хвостов одним из известных методов обогащения и вовлечен в производство.
Предлагаемый способ позволяет по сравнению с прототипом в 1,3-3,1 раза снизить удельный расход органического депрессора пирротина (щелочной соли дитиокарбаминовой кислоты), на 4-14 отн.% сульфгидрильного собирателя и в 1,5 раза реагента-пенообразователя. Наряду с этим снижается количество флотомашин, единиц насосно-чанового оборудования и систем дозировки реагентов, необходимое для переработки равных объемов исходного пентландитового сырья. При этом исключается операция смешивания разнородных по составу материалов (никелевого концентрата и "головки"), что с одной стороны повышает стабильность показателей пирометаллургической переработки никелевого концентрата, с другой - исключает необходимость создания достаточно сложного и капиталоемкого технологического передела.
Согласно экспериментальным данным диапазон оптимальных соотношений кислорода, щелочной соли дитиокарбаминовой кислоты и пирротина находится в пределах от 1 : 0,02 : 140 до 1 : 0,11 : 215 и не зависит от природы и химико-минералогического состава обогащаемого пентландитсодержащего сырья. За пределами данного диапазона результаты флотации резко снижаются. Высокие значения указанного соотношения (на 1 часть кислорода менее 0,02 частей щелочной соли дитиокарбаминовой кислоты и менее 140 частей пирротина) вызывают дестабилизацию минерало-газовых флотокомплексов и образование рыхлой неустойчивой пены. Это сопровождается потерей крупных зерен пентландита с камерным продуктом никелевой флотации и, соответственно, снижением извлечения цветных и драгоценных металлов в никелевый концентрат. Кроме этого, в результате чрезмерной турбулизации и газонасыщения пульпы в зоне разделения фаз значительно увеличивается механический вынос пульпы в пенный продукт, в результате чего возрастают циркуляционные нагрузки и снижается качество никелевого концентрата. При низких значениях соотношения параметров (на 1 часть кислорода более 0,11 частей щелочной соли дитиокарбаминовой кислоты и более 215 частей пирротина) повышается флотационная активность тонких классов пирротинсульфидов вследствие слабого модифицирующего воздействия кислорода на их поверхность, что приводит к разубоживанию никелевого концентрата железом и серой. Наряду с этим снижаются скорость флотации и верхний предел флотационной крупности пентландита.
Установлено, что при продолжительности первой стадии (селективной) флотации пентландита менее 24 мин значительное количество цветных и драгоценных металлов остается в камерном продукте, в дальнейшем распределяясь между пирротиновым концентратом и общими хвостами обогащения. Это приводит к увеличению потерь ценных компонентов обогатительно-металлургического цикла по сравнению со способом-прототипом и повышает себестоимость получаемой металлопродукции. Увеличение времени первой стадии флотации пентландита свыше 32 мин сопровождается значительным соизвлечением пирротина в пенный продукт, что нарушает селекцию процесса и резко снижает качество никелевого концентрата. Последнее увеличивает уровень эксплуатационных расходов в цикле металлургического производства, а также повышает потери ценных компонентов с отвальными шлаками и увеличивает выбросы диоксида серы в воздушный бассейн.
Установлено также, что показатели флотации пентландита в предлагаемом способе зависят от концентрации элементного кислорода в аэрирующей газовой смеси. При концентрации элементного кислорода менее 15 об.% заметно снижается селективность процесса, что проявляется двояко: с одной стороны, увеличивается скорость флотации тонких классов пирротина, что приводит к ухудшению качества никелевого концентрата; с другой - существенно снижается скорость флотации крупных зерен свободного пентландита, а также его сростков, что увеличивает потери цветных и драгоценных металлов с камерным продуктом. Использование высококонцентрированных по кислороду газовых смесей, содержащих более 45 об.% элементного кислорода, снижает разность скоростей флотации пентландита и пирротинсульфидов, нарушая тем самым селекцию процесса. Кроме этого, газовые смеси с повышенным содержанием элементного кислорода интенсивно окисляют сульфгидрильный собиратель, что увеличивает его расход и одновременно вызывает снижение извлечения пентландита в пенный продукт.
В качестве газообразной среды для аэрации пульпы при флотации пентландита целесообразно использовать отходящий абгаз процесса автоклавно-окислительного выщелачивания пирротиновых материалов, содержащий в среднем, об.%: кислород 25-40; азот 55-70 и СО2 + Н2О + инертные газы около 5. В настоящее время данный газообразный продукт, представляющий собой отход гидрометаллургического производства, после предварительного охлаждения и отделения от конденсата сбрасывают в атмосферу (Технологическая инструкция гидрометаллургического цеха Надеждинского металлургического завода. - ТИ N 0401.14. 109-11-15-83. Введена от 01.01.84, МЦМ СССР, Союзникель, Норильск, 1983, с. 49). Применение абгаза автоклавного выщелачивания в операции флотации пентландита позволяет улучшить ее технико-экономические показатели, избежать значительных капитальных вложений и эксплуатационных расходов, связанных со строительством кислородного комплекса и производством кислорода, а также одновременно повысить степень полезного использования кислорода в рамках действующего обогатительно-металлургического производства.
Сведения об известности отличительных признаков предлагаемого технического решения при флотации пентландита из полиметаллических пирротинсодержащих материалов при изучении патентной и научно-технической литературы не выявлены, что свидетельствует о соответствии предлагаемого объекта критерию "изобретательский уровень".
Способ осуществляют следующим образом.
Пульпу исходного пентландит-пирротинового материала подвергают предварительной обработке щелочной солью дитиокарбаминовой кислоты в известковой среде, предпочтительно при pН 9,5-10,5, обеспечивающей депрессию флотации пирротинсульфидов. После этого пульпу при перемешивании кондиционируют с сульфгидрильным собирателем и вспенивателем и осуществляют постадийное флотационное выделение пентландита в пенные продукты при непрерывном аэрировании пульпы кислородсодержащим газом. Пентландит последовательно выделяют в 2 целевых пенных продукта: селективный никелевый концентрат, в который в основном извлекаются зерна свободного пентландита, и пирротиновый концентрат, коллектирующий преимущественно сростки пентландита с пирротином. При этом выделение пентландита на первой стадии (в цикле селективной никелевой флотации) ведут в течение 24-32 мин, а аэрирование пульпы кислородсодержащим газом осуществляют при массовом соотношении элементного кислорода, щелочной соли дитиокарбаминовой кислоты и пирротина от 1 : 0,02 : 140 до 1 : 0,11 : 215. Соотношение указанных параметров в каждом случае подбирают экспериментальным путем, ориентируясь на конкретные требования к качеству получаемых концентратов и отвальных хвостов.
В качестве кислородсодержащего газа могут быть использованы смеси, содержащие 15-45 об.% элементного кислорода и инертные к данной системе газы, например: азот, аргон, гелий и др. Эффективно использование абгаза процесса автоклавно-окислительного кислородного выщелачивания пирротиновых концентратов, концентрация элементного кислорода в котором составляет 25-40 об.% (в основном - 30-35 об.%), остальные - азот, пары воды, небольшое количество диоксида углерода и микроколичество инертных газов.
В каждой из стадий выделения пентландита первичный черновой концентрат может подвергаться перефлотации (перечистке) с постепенным повышением содержания никеля до необходимого уровня. При этом получаемые в каждой операции камерные и промежуточные продукты (промпродукты) перерабатываются либо по замкнутой схеме (с возвратом в начало предыдущей операции). либо отдельно (открытая схема). Время флотации пентландита на каждой стадии определяется как продолжительность основной флотации (при отсутствии контрольной операции) или, при наличии контрольной операции, как суммарная продолжительность цикла основной и контрольной флотации.
Получаемый в результате первой стадии флотации пентландита никелевый концентрат направляют на пирометаллургическую переработку, например, по технологии окислительной взвешенной плавки. Из камерного продукта первой стадии флотации выделяют пирротиновый концентрат, перерабатываемый по автоклавно-гидрометаллургической технологии, и отвальные хвосты. Возможна переработка камерного продукта первой стадии флотации пентландита по трехпродуктовой схеме, в которой получают пирротиновый концентрат, малоникелистый пирротиновый продукт и хвосты. Последние два либо перерабатывают раздельно, либо объединяют и направляют на складирование.
Продукты флотации подвергают объемным и весовым измерениям, опробуют и анализируют. По результатам анализов и измерений рассчитывают материальный баланс процесса обогащения.
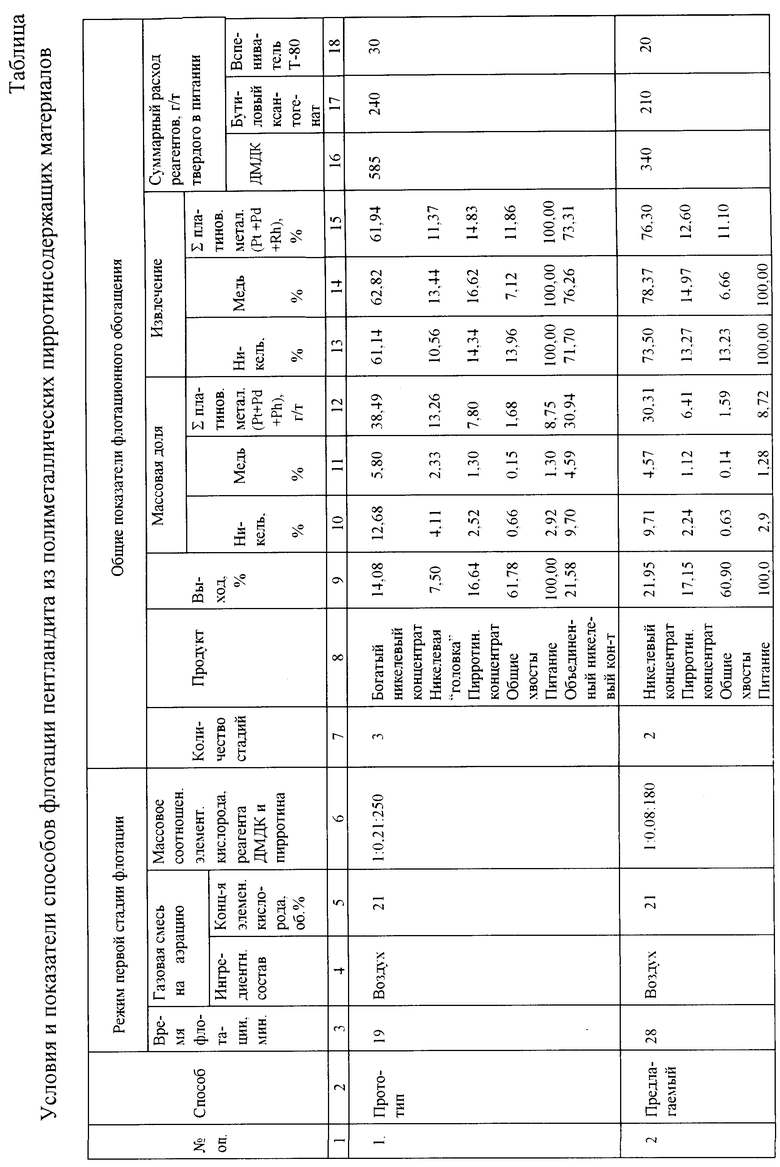
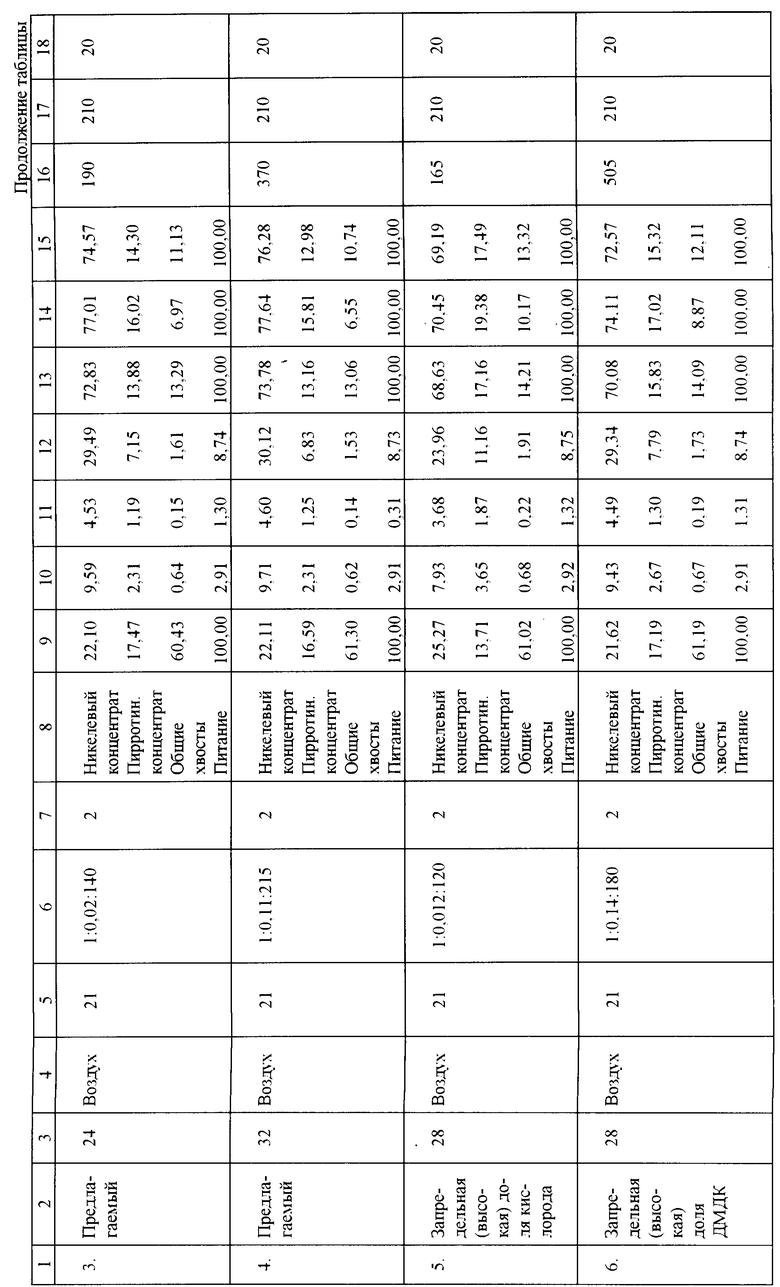
Предлагаемый способ описан в конкретных примерах и его результат приведен в таблице.
Эксперименты проводили на промышленной пульпе ТОФ АО "Нормальский комбинат", представляющей собой камерный продукт медной флотации, полученный в цикле обогащения пирротиновой медно-никелевой руды. Состав исходного продукта, %: никель 2,90-2,92; медь 1,18-1,32; кобальт 0,141-0,144; железо 43,6-44,0; сера 25,0-25,4; пентландит 8,9-9,0; халькопирит 3,7-3,8; пирротин 50,6-50,9; магнетит 6,6-6,7; порода 28,8-29,0; сумма платиновых металлов (Pt+Pd+Rh) 8,71-8,77 г/т. Крупность продукта составляла 85% класса минус 44 мкм.
Пример 1 (опыт 1 таблицы) - реализация способа-прототипа.
Флотацию пентландита осуществляли в три стадии. Навеску пульпы хвостов медной флотации загружали в лабораторную флотомашину пневмомеханического типа вместимостью 1,5 дм3 и при перемешивании в течение 10 мин без аэрации обрабатывали известью (60% СаОакт) до рН 10,4 и реагентом ДМДК при расходе 420 г/т твердого. После этого в течение 1 мин пульпу кондиционировали с загружаемыми дробно 70 г/т бутилового ксантогената и 10 г/т вспенивателя Т-80.
Обработанную реагентами пульпу подвергали селективной флотации в течение 19 мин при аэрации воздухом, засасываемым блок-импеллером через воздушный патрубок с надетым на него резиновым шлангом. Аэрирование пульпы воздухом осуществляли, поддерживая массовое соотношение элементного кислорода, реагента ДМДК и пирротина равным 1 : 0,21 : 250. Объемный расход воздуха, засасываемого блок-импеллером, измеряли с помощью реометра, осуществляя варьирование расхода струбциной, пережимающей резиновый шланг, соединяющий реометр с воздушным патрубком блок-импеллера. Пентландит и ассоциированные с ним ценные металлы выделяли в пенный продукт - богатый никелевый концентрат.
Камерный продукт первой стадии флотации (селективной флотации пентландита) обрабатывали реагентом ДМДК при расходе 115 г/т в течение 5 мин и кондиционировали с бутиловым ксантогенатом (150 г/т) и вспенивателем Т-80 (20 г/т) в течение 1 мин. После этого проводили вторую стадию флотации (коллективную никель-пирротиновую) с получением никель-пирротинового концентрата и общих хвостов, состоящих из компонентов пустой породы и малоникелистого пирротина. Продолжительность второй стадии флотации 22 мин, расход воздуха на аэрацию 1 дм3/мин•дм3 пульпы.
Никель-пирротиновый концентрат (пенный продукт второй стадии флотации) после репульпирования обрабатывали в течение 5 мин реагентом ДМДК при расходе 50 г/т и кондиционировали в течение 1 мин с бутиловым ксантогенатом при расходе 20 г/т. Затем проводили третью стадию флотации пентландита, получая богатую никелевую "головку" и пирротиновый концентрат. Время третьей стадии флотации 10 мин, расход воздуха на аэрацию 1 дм3/мин•дм3 пульпы. Получаемую никелевую "головку" смешивали с богатым никелевым концентратом, получая объединенный никелевый концентрат.
Эффективность режима флотации пентландита оценивали по химическому составу получаемых продуктов, уровню извлечения ценных металлов в объединенный никелевый концентрат, потерям металлов с общими хвостами обогащения и суммарному удельному расходу используемых реагентов.
Результаты опыта приведены в таблице. Извлечение металлов в объединенный никелевый концентрат составило, %: никель 71,70; медь 76,26; сумма платиновых металлов 73,31. Объединенный никелевый концентрат содержал никеля 9,70%; меди 4,59%; суммы платиновых металлов 30,49 г/т. Суммарный удельный расход реагентов в пересчете на твердое в исходном питании составил реагента ДМДК 585 г/т; бутилового ксантогената 240 г/т; вспенивателя Т-80 30 г/т. Общие хвосты флотации содержали никеля 0,66%; меди 0,15%; суммы платиновых металлов 1,68 г/т; при этом потери ценных металлов с хвостами составили, %: никель 13,96; медь 7,12; сумма платиновых металлов 11,86. Полученный пирротиновый концентрат имел состав: никель 2,52%; медь 1,30%; сумма платиновых металлов 7,80 г/т; при извлечении, %: никель 14,34; медь 16,62; сумма платиновых металлов 14,83.
Пример 2 (опыт 2 таблицы) - предлагаемый способ.
Состав исходного питания и оборудования такие же, как и в примере 1. Отличие состоит в том, что флотацию пентландита вели в две стадии. Навеску исходной пульпы обрабатывали в известковой среде (pН 10,4), при расходе реагента ДМДК 225 г/т твердого. После этого в течение 1 мин пульпу кондиционировали с загружаемым дробно 80 г/т бутилового ксантогената и 10 г/т вспенивателя Т-80.
Обработанную реагентами пульпу подвергали первой стадии обогащения селективной никелевой флотации, которую вели в течение 28 мин, используя для аэрации пульпы атмосферный воздух (21 об.% О2). Воздух в камеру флотомашины поступал через воздушный патрубок за счет разряжения, создаваемого блок-импеллером. Объемный расход воздуха регулировали струбциной, ориентируясь на показания реометра. Аэрирование пульпы воздухом осуществляли, поддерживая массовое соотношение элементного кислорода, реагента ДМДК и пирротина, соответственно, 1 : 0,08 : 180. При этом свободные зерна пентландита выделяли в пенный продукт - никелевый концентрат, а пирротин, сростки пирротина с пентландитом и компоненты пустой породы образовывали камерный продукт - хвосты первой стадии флотации.
Хвосты первой стадии флотации в течение 5 мин обрабатывали реагентом ДМДК при расходе 115 г/т и кондиционировали с бутиловым ксантогенатом (130 г/т) и вспенивателем Т-80 (10 г/т) в течение 1 мин. (Все удельные расходы реагентов приведены на 1 т твердого в исходном питании). После этого пульпу подвергали второй стадии флотации - коллективной пирротиновой флотации, продолжительность которой составляла 18 мин. Флотацию вели с использованием воздуха при его расходе 1 дм3/мин•дм3 пульпы. Продуктами второй стадии флотации являлись пирротиновый концентрат и общие хвосты, коллектирующие в себе пустую породу и малоникелистый пирротин. Описанный режим второй стадии флотации оставался неизменным во всех последующих опытах. Изменялся только удельный расход бутилового ксантогената (в опытах 13, 15 и 17-20), что было обусловлено интенсивным его окислением, обогащенными по кислороду, аэрирующими газовыми смесями.
Результаты опытов представлены в таблице. Выбранное соотношение параметров первой стадии флотации пентландита обеспечило более высокий по сравнению с прототипом уровень извлечения ценных металлов в никелевый концентрат, %: никель 73,50; медь 78,37; сумма платиновых металлов 76,30. При этом качество никелевого концентрата по сравнению с прототипом не ухудшилось, содержание в нем ценных металлов составляло: никеля 9,71%; меди 4,57%; суммы платиновых металлов 30,31 г/т. Процесс характеризовался следующим суммарным расходом реагентов, г/т: реагент ДМДК 340; бутиловый ксантогенат 210; вспениватель Т-80 20. В данном опыте получены общие хвосты, содержащие никеля 0,63%; меди 0,14%; суммы платиновых металлов 1,59 г/т. При этом извлечение ценных металлов в хвосты составило, %: никель 13,23; медь 6,66; сумма платиновых металлов 11,10. Пирротиновый концентрат содержал никеля 2,24%; меди 1,12%; суммы платиновых металлов 6,41 г/т. В пирротиновый концентрат извлечено, %: никель 13,27; медь 14,97; сумма платиновых металлов 12,60.
Пример 3 (опыт 13 таблицы) - предлагаемый способ.
Исходное питание, оборудование, схема и условия обогащения материала такие же, как и в примере 2. Отличие состоит в том, что на первой стадии флотации пентландита для аэрации пульпы использовали газовую смесь элементного кислорода и азота, обогащенную элементным кислородом до 30 об.%. Смесь готовили с применением редуцированных сжатых газов из баллонов. Объемный расход ингредиентов смеси измеряли с помощью реометров, регулируя соотношение "кислород-азот" вентилями, установленными на входе газов в реометры. Полученную газовую смесь, содержащую 30 об.% кислорода, через барабанный газовый счетчик принудительно подавали в воздушный патрубок блок-импеллера лабораторной флотомашины. Аэрирование пульпы газовой смесью осуществляли, поддерживая массовое соотношение элементного кислорода, реагента ДМДК и пирротина, равным 1 : 0,08 : 180. По аналогичной методике готовили и дозировали смеси элементного кислорода с другими инертными газами: аргоном (опыт 18) и гелием (опыт 19). Продолжительность первой стадии флотации 28 мин; удельный расход реагентов, г/т: ДМДК 225; бутиловый ксантогенат 100; вспениватель Т-80 10.
Вторую стадию флотации проводили в течение 18 мин, используя для аэрации пульпы атмосферный воздух (21 об.% О2) с расходом 1 дм3/мин•дм3 пульпы. Удельный расход реагентов на этой стадии составлял, г/т: ДМДК 115; бутиловый ксантогенат 130; вспениватель Т-80 10.
Получен никелевый концентрат высокого качества, содержащий: никеля 9,71%; меди 4,61%; суммы платиновых металлов 31,02 г/т. Извлечение ценных металлов в никелевый концентрат выше, чем в прототипе, %: никель 73,52; медь 77,81; сумма платиновых металлов 78,47. При этом суммарный расход реагентов составил, г/т: ДМДК 340; бутиловый ксантогенат 230; вспениватель Т-80 20. Полученные общие хвосты содержали никеля 0,63%; меди 0,13%; суммы платиновых металлов 1,52 г/т. С хвостами потеряно, %: никель 13,16; медь 6,05; сумма платиновых металлов 10,61. Переход металлов в пирротиновый концентрат ниже, чем в прототипе, %: никель 13,32; медь 16,15; сумма платиновых металлов 10,92. Полученный пирротиновый концентрат содержал никеля 2,20%; меди 1,25%; суммы платиновых металлов 5,65 г/т.
Пример 4 (опыт 20 таблицы) - предлагаемый способ.
Исходное питание, обогатительное оборудование, схемы и условия флотации материала такие же, как и в примере 2. Отличие состоит в том, что на первой стадии флотации пентландита для аэрации пульпы использовали охлажденный абгаз процесса автоклавно-окислительного выщелачивания пирротинового концентрата. Для получения абгаза, близкого по химическому составу к промышленному, навеску пирротинового концентрата, репульпированную водой до Ж : Т = 1,5, подвергали окислительному выщелачиванию в лабораторном автоклаве с механическим перемешивающим устройством, оборудованном системами регулирования температуры и давления. В качестве окислителя пирротина использовали кислородовоздушную смесь (около 60% О2), подаваемую в автоклав с постоянным расходом под уровень пульпы. Окислитель получали путем смешения технического кислорода, поступающего из баллона (Рб = 5 МПа) через понижающий редуктор (Рвых ≈ 1,0-1,2 МПа), с компримированным воздухом (Рвозд = 1,5 МПа). Заданное соотношение ингредиентов смеси поддерживали путем регулирования их расходов, измеряемых с помощью сильфонных дифманометров. Выщелачивание концентрата проводили при температуре 130oС и парциальном давлении кислорода 1,0 МПа. В водную пульпу материала вводили расчетное количество ПАВ - раствора технических лигносульфонатов, предотвращающих смачивание сульфидов расплавленной серой. Образующийся абгаз непрерывно отводили, пропускали через трубчатый холодильник и отделяли от капельной влаги. Охлажденный, частично осушенный абгаз подавали на первую стадию лабораторной флотации пентландита, регулируя его расход с помощью струбцины. Избыток абгаза сбрасывали в атмосферу. Расход абгаза, поступающего на флотацию через воздушный патрубок блок-импеллера, измеряли с помощью барабанного газового счетчика. Для анализа химического состава использовали лабораторный хроматограф типа ЛХМ-80 с цифропечатающим интегратором. Состав получаемого абгаза варьировали путем изменения соотношения исходных ингредиентов смеси, а также ее расходом в процессе выщелачивания. Усредненный состав "осушенного" охлажденного абгаза на входе в блок-импеллер флотомашины был следующим, об.%: кислород 38; азот 57; СО2 + Н2О + инертные газы 5. Средняя температура абгаза 40oС. Аэрирование флотационной пульпы абгазом осуществляли, поддерживая массовое соотношение элементного кислорода, реагента ДМДК и пирротина равным 1 : 0,08 : 180. Продолжительность первой стадии флотации 28 мин; удельный расход реагентов, г/т: ДМДК 225; бутиловый ксантогенат 105; вспениватель Т-80 10. Вторую стадию флотации проводили в течение 18 мин в воздушной среде (21 об.% О2) с расходом 1 дм3/мин • дм3 пульпы. Удельный расход реагентов на этой стадии составлял, г/т: ДМДК 115; бутиловый ксантогенат 130; вспениватель Т-80 10.
Полученные результаты флотации подтвердили высокую эффективность применения абгазов выщелачивания для аэрации пентландитсодержащей пульпы. Никелевый концентрат содержал: никеля 9,78%; меди 4,65%; суммы платиновых металлов 30,96 г/т. При этом показатель извлечения ценных металлов в никелевый концентрат заметно превысил уровень, достигнутый с использованием способа-прототипа, %: никель 73,67; медь 77,81; сумма платиновых металлов 77,65. Суммарный расход реагентов в данном опыте составил, г/т: ДМДК 340; бутиловый ксантогената 235; вспениватель Т-80 20. Общие хвосты флотации содержали никеля 0,64%; меди 0,14%; суммы платиновых металлов 1,55 г/т. Потери ценных металлов с хвостами составили, %: никель 13,29; медь 6,46; сумма платиновых металлов 10,72. Получен "рядовой" по составу пирротиновый концентрат, содержащий: никеля 2,15%; меди 1,17%; суммы платиновых металлов 5,76 г/т. В пирротиновый концентрат извлечено, %: никель 13,04; медь 15,73; сумма платиновых металлов 11,63.
В таблице приведены примеры, отличающиеся условиями первой стадии флотации пентландита: по соотношению кислорода, реагента ДМДК и пирротина; по продолжительности процесса; по методам получения и составу кислородсодержащих газовых смесей, используемых для аэрации флотационной пульпы.
Согласно полученным экспериментальным результатам (опыты 2-4, 13-15, 18-20), предлагаемый способ двухстадийной флотации пентландита обеспечивает высокое извлечение цветных и платиновых металлов в селективный никелевый концентрат при одновременном снижении удельного расхода дорогостоящих реагентов (ДМДК, ксантогената, Т-80). При этом качество никелевого концентрата сохраняется на уровне, достигнутом в способе-прототипе (при трехстадийной флотации).
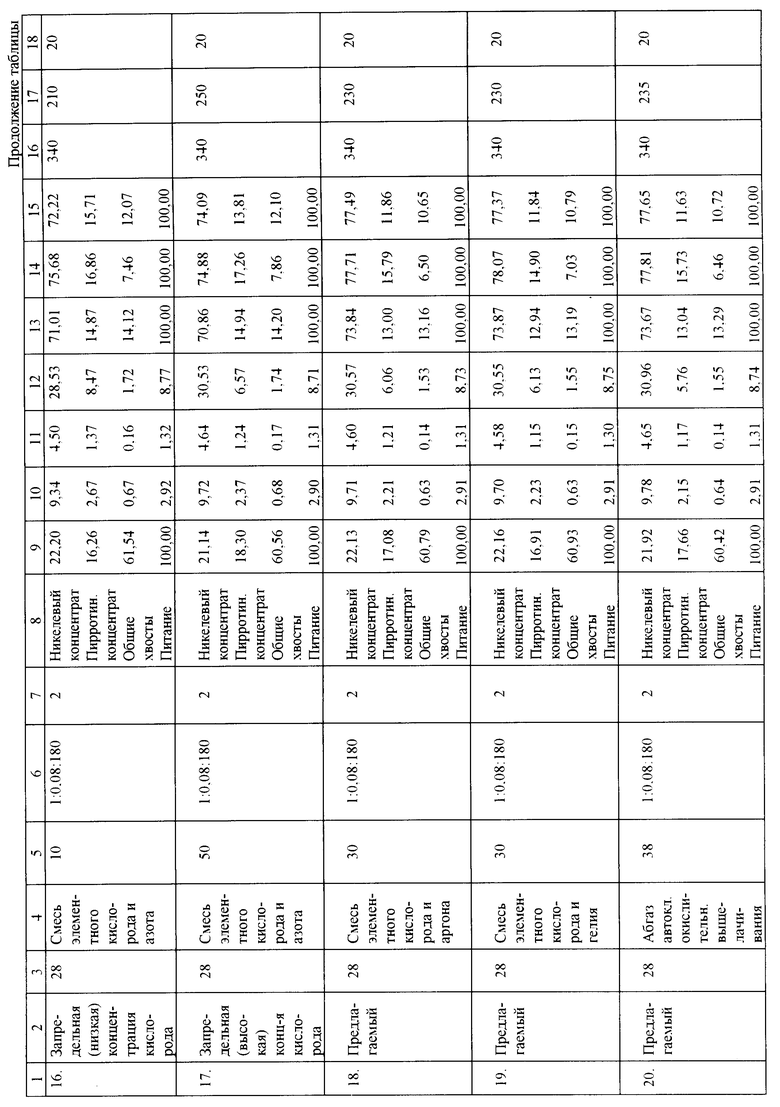
Сопоставление результата, полученного в опыте 2, с результатами опытов 13-15, 18-20 показывает, что обогащение аэрирующей газовой смеси элементным кислородом до 45 об.% способствует повышению извлечения цветных и драгоценных металлов в никелевый концентрат. При этом, как следует из сравнения результатов опыта 13 и опытов 18,19, показатели флотации пентландита не зависят от типа сопутствующего инертного ингредиента в газовой смеси, а полностью определяются концентрацией элементного кислорода.
С точки зрения экономики процесса флотации в качестве кислородсодержащей газовой смеси с повышенной концентрацией элементного кислорода наиболее рациональным является применение абгазов процесса автоклавно-окислительного кислородного выщелачивания пирротиновых материалов, содержащих 25-40 об.% элементного кислорода (опыт 20).
При выходе значений параметров первой стадии процесса за пределы предлагаемого диапазона основные показатели флотации пентландита резко ухудшаются, приближаясь к результатам, получаемым по способу-прототипу, или принимая еще более низкие значения.
В частности, в оп. 5 при соотношении элементного кислорода, реагента ДМДК и пирротина, равном 1 : 0,012 : 120 (запредельно высокая доля кислорода), содержание никеля в одноименном концентрате снижается с 9,70-9,78% (в предлагаемом диапазоне) до 7,93 при одновременном уменьшении его извлечения на 5% абс. Аналогичная тенденция наблюдается и в распределении меди и платиновых металлов. Кроме того, данный режим характеризуется высоким уровнем потерь всех ценных компонентов с общими хвостами флотации, %: никель 14,21; медь 10,17; сумма платиновых металлов 13,32, заметно проигрывая по этому показателю способу-прототипу (опыт 1), при котором потери указанных металлов составляют соответственно 13,96; 7,12 и 11,86%.
При соотношении параметров 1 : 0,14 : 180 (опыт 6), характеризующемся запредельно высокой долей реагента ДМДК, удается получить никелевый концентрат хорошего качества (9,43% никеля; 4,49% меди; 29:34 г/т суммы платиновых металлов), однако при этом заметно снижается уровень извлечения всех ценных компонентов в никелевый концентрат, %: никель до 70,08; медь до 74,11; сумма платиновых металлов до 72,57, что ниже соответствующих показателей, получаемых по способу-прототипу. К другим серьезным недостаткам данного режима относятся: повышенный уровень безвозвратных потерь ценных металлов с хвостами обогащения (никель 14,09%; медь 8,87%; сумма платиновых металлов 12,11%) и высокий общий расход дорогостоящего реагента ДМДК - 505 г/т тв. в питании.
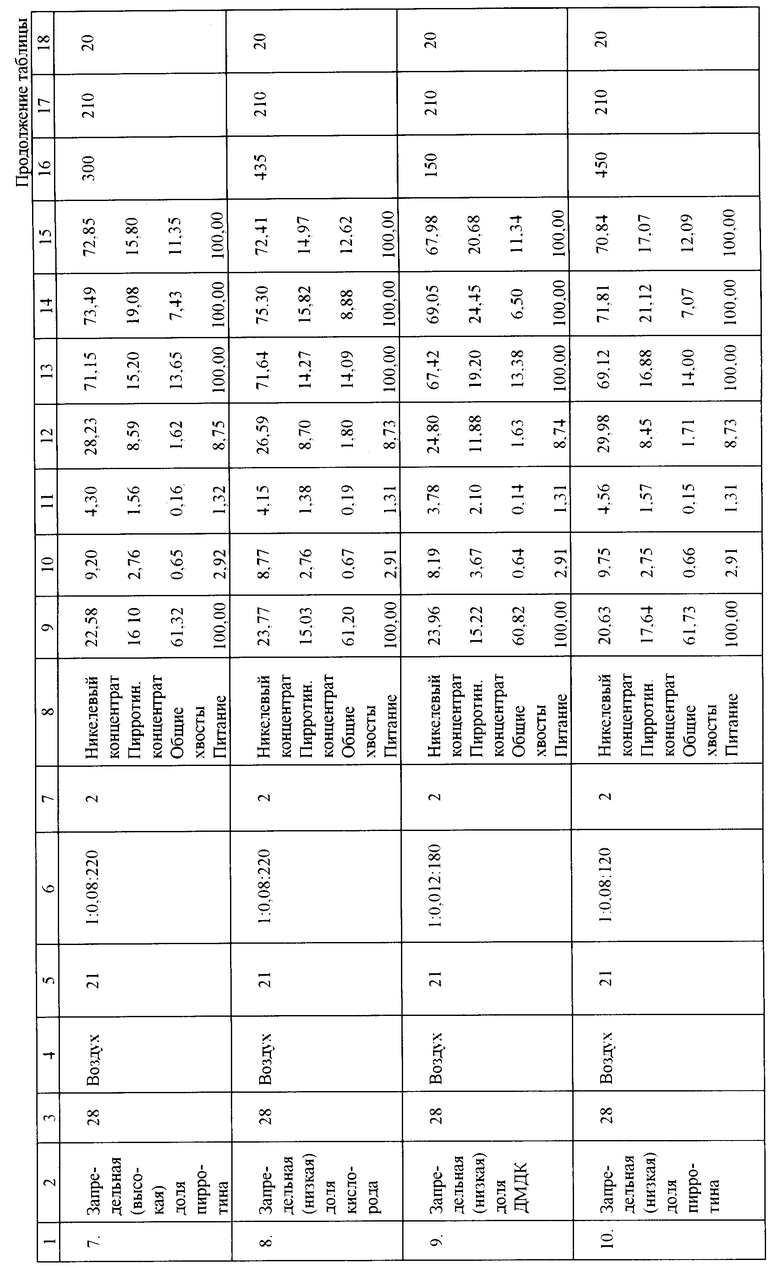
Флотация пентландита при соотношении 1 : 0,08 : 200 (опыт 7, с запредельно высокой долей пирротина) обнаруживает тенденцию к одновременному снижению как качества никелевого концентрата (9,20% никеля), так и извлечения в него ценных компонентов (никель 71,15%; медь 73,49%; сумма платиновых металлов 72,85%) по сравнению с показателями, полученными в заявленном диапазоне соотношений. Одновременно увеличивается переход всех металлов в пирротиновый концентрат (никель до 15,20%; медь до 19,08%; сумма платиновых металлов до 15,80%), что вызовет неизбежное снижение их выпуска в виде товарной металлопродукции, вследствие дополнительных потерь с отвальными хвостами автоклавно-окислительной технологии.
При запредельно низкой доле кислорода (опыт 8) флотация пентландита не обеспечивает получение высококачественного концентрата даже при высоком расходе реагента ДМДК (435 г/т). Никелевый концентрат содержит всего 8,77% никеля; 4,15% меди и 26,59 г/т суммы платиновых металлов. Извлечение ценных металлов в никелевый концентрат ниже, чем в способе-прототипе, %: никель 71,64; медь 75,30; сумма платиновых металлов 72,41.
Соотношение 1 : 0,012 : 180 (опыт 9), отвечающее запредельно низкой доле реагента ДМДК, не обеспечивает достаточной степени депрессии пирротина. Вследствие этого получен низкокачественный никелевый концентрат (8,19% никеля; 3,78% меди; 24,8 г/т суммы платиновых металлов) с крайне низким извлечением в него ценных металлов, %: никель 67,42; медь 69,05; сумма платиновых металлов 67,98. Значительная масса ценных компонентов сосредоточилась в пирротиновом концентрате, который из-за высокого содержания меди (2,10%) является весьма сложным сырьем для гидрометаллургической переработки, поскольку при автоклавно-окислительном выщелачивании проявляет склонность к гранулообразованию (Абрамов Н. П. Разработка технологии автоклавно-окислительного выщелачивания высокосернистого никель-пирротинового концентрата // Цветные металлы, N 7, 1992, с.9-13).
Флотация пентландита при соотношении параметров 1 : 0,08 : 120 (опыт 10), отличающемся запредельно низкой долей пирротина, не обеспечивает целевого извлечения ценных компонентов выше, чем в способе-прототипе. Извлечение металлов в никелевый концентрат в данном режиме составило, %: никель 69,12; медь 71,81; суммы платиновых металлов 70,84. Значительная часть ценных металлов перешла в пирротиновый концентрат (никель 16,88%; медь 21,12%; сумма платиновых металлов - 17,07%), что является нежелательным, так как связано с их дополнительными потерями в цикле гидрометаллургической переработки.
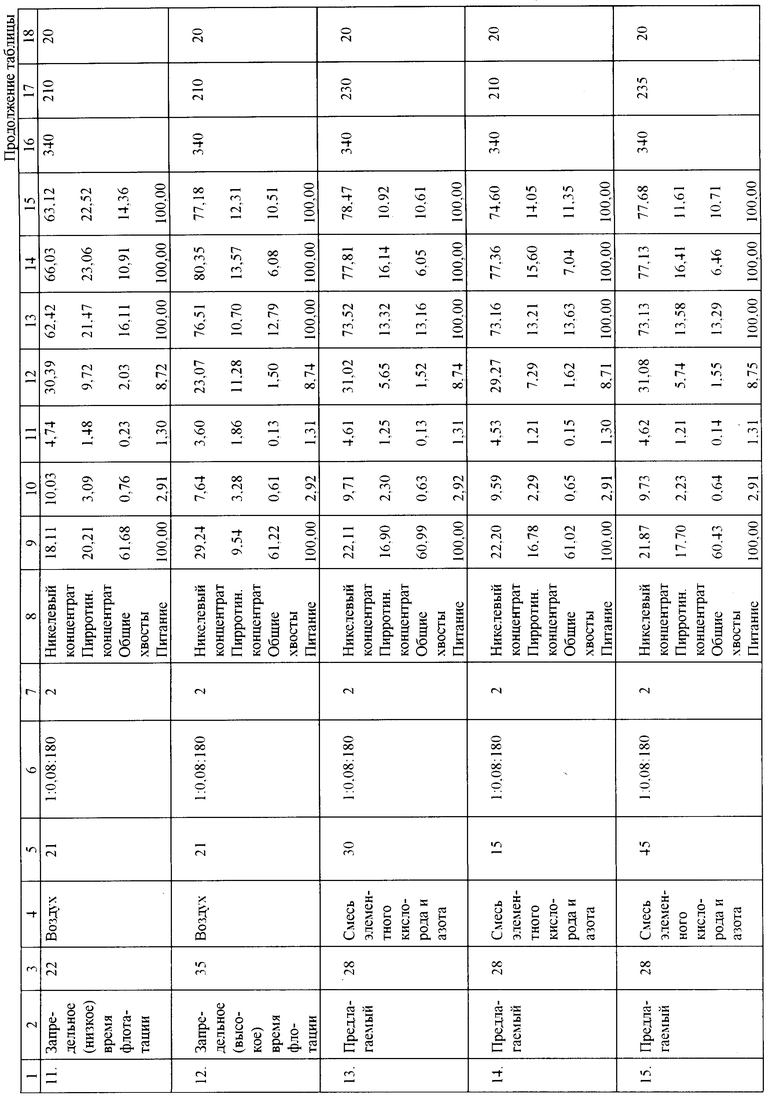
Сокращение времени первой стадии флотации пентландита до 22 мин (опыт 11) приводит к резкому снижению извлечения ценных металлов в никелевый концентрат, %: никель до 62,42; медь до 66,03; сумма платиновых металлов до 63,12. При этом потери металлов с общими хвостами обогащения составляют, %: никель 16,11; медь 10,91; сумма платиновых металлов 14,36. Данный режим по комплексности переработки сырья значительно уступает способу-прототипу.
Запредельно высокое время первой стадии флотации (оп.12) приводит к резкому снижению качества получаемого никелевого концентрата, что увеличивает эксплуатационные расходы в сфере металлургического производства. В частности, при увеличении времени флотации до 35 мин никелевый концентрат содержал 7,64% никеля; 3,60% меди и 23,07 г/т суммы платиновых металлов. При этом извлечение металлов в никелевый концентрат составило, %: никель 76,51; медь 80,35; сумма платиновых металлов 77,18. Очевидно, что прирост этого показателя по отношению к уровню, характерному для заявленного диапазона времени, в экономическом плане несоизмеримо ниже, чем отвечающий ему спад показателя качества.
В опыте 16 флотацию проводили с использованием газовой смеси, содержащей всего 10 об.% элементного кислорода (запредельно низкая концентрация). В этом режиме получен никелевый концентрат, содержащий никеля 9,34%; меди 4,50%; суммы платиновых металлов 28,53 г/т. Извлечение металлов в никелевый концентрат составило, %: никель 71,01; медь 75,68; сумма платиновых металлов 72,22. По качеству никелевого концентрата и показателям распределения цветных металлов данный режим несколько уступает способу-прототипу, в котором флотацию пентландита на всех стадиях проводили в среде атмосферного воздуха (21 об.% О2).
При использовании для аэрации пульпы газовой смеси с запредельно высокой концентрацией элементного кислорода (50 об.% ) произошло снижение извлечения ценных металлов в никелевый концентрат (оп. 17) по сравнению со способом-прототипом, %: никель до 70,86; медь до 74,88; сумма платиновых металлов до 74,09. При этом качество никелевого концентрата практически не изменилось, а суммарный расход бутилового ксантогената в результате более интенсивного окисления увеличился до 250 г/т тв. в питании. Этот эксперимент свидетельствует о том, что обогащение аэрирующей газовой смеси элементным кислородом сверх заявленного предела (45 об.%) является нецелесообразным.
В целом анализ полученных результатов показывает, что использование предлагаемого способа для флотации пентландита из пирротинсодержащих материалов по сравнению с прототипом (оп.1) позволяет при оптимальном соотношении параметров первой стадии флотации (оп. 2, 13, 18-20) повысить извлечение в никелевый концентрат никеля на 1,80-2,17%; меди на 1,45-2,11%; суммы платиновых металлов на 2,99-5,16%. Одновременно без ухудшения качества никелевого концентрата снижается расход флотореагентов ДМДК на 42 отн.%; ксантогената на 4,2-12,5 отн.%; вспенивателя Т-80 на 33,3 отн.%. Кроме того, предложенная двухстадийная схема флотации пентландита позволит избежать значительных недостатков, свойственных трехстадийной схеме способа-прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СЕЛЕКТИВНОЙ ФЛОТАЦИИ ПЕНТЛАНДИТА В ЩЕЛОЧНОЙ СРЕДЕ ИЗ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПИРРОТИНСУЛЬФИДЫ | 1997 |
|
RU2108167C1 |
| СПОСОБ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ РУД | 2003 |
|
RU2254931C2 |
| СПОСОБ ОБОГАЩЕНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ РУД, СОДЕРЖАЩИХ СУЛЬФИДНЫЕ МИНЕРАЛЫ НИКЕЛЯ, МЕДИ И ЖЕЛЕЗА | 2015 |
|
RU2613687C1 |
| СПОСОБ СЕЛЕКТИВНОГО ОТДЕЛЕНИЯ ПЕНТЛАНДИТА ОТ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ ПРИ ОБОГАЩЕНИИ СПЛОШНЫХ СУЛЬФИДНЫХ БОГАТЫХ МЕДНО-НИКЕЛЕВЫХ РУД | 2008 |
|
RU2372145C1 |
| СПОСОБ ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ ПИРРОТИНСОДЕРЖАЩИХ РУД | 2005 |
|
RU2291747C1 |
| СПОСОБ ОБОГАЩЕНИЯ МЕДНО-НИКЕЛЕВЫХ РУД | 1997 |
|
RU2133153C1 |
| СПОСОБ КОЛЛЕКТИВНОЙ ФЛОТАЦИИ СУЛЬФИДОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ, ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1995 |
|
RU2100095C1 |
| СПОСОБ ФЛОТАЦИОННОГО РАЗДЕЛЕНИЯ СУЛЬФИДОВ, ВКЛЮЧАЮЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ ЖЕЛЕЗОСОДЕРЖАЩИХ РУД, И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2393925C1 |
| СПОСОБ ФЛОТАЦИОННОГО РАЗДЕЛЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ ПИРРОТИНСОДЕРЖАЩИХ РУД | 2006 |
|
RU2320423C2 |
| СПОСОБ ФЛОТАЦИОННОГО ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ МЕДИСТЫХ РУД | 1997 |
|
RU2134616C1 |
Способ флотации пентландита из полиметаллических пирротинсодержащих материалов включает предварительную обработку пульпы материала в известковой среде солью дитикарбаминовой кислоты, кондиционирование с сульфгидрильным собирателем и вспенивателем и постадийное флотационное выделение пентландита в пенные продукты при непрерывном аэрировании пульпы кислородсодержащим газом. Выделение пентландита на первой стадии ведут в течение 24 - 32 мин, а аэрирование пульпы кислородсодержащим газом осуществляют при массовом соотношении элементного кислорода, щелочной соли дитикарбаминовой кислоты и пирротина 1 : (0,02 - 0,11) : (140 - 215). В качестве кислородсодержащего газа используют смесь, содержащую 15 - 45 об.% элементного кислорода и инертные к данной системе газы. Выделение пентландита проводят в две стадии с получением двух целевых никельсодержащих продуктов: селективного никелевого концентрата, направляемого непосредственно в пирометаллургическое производство, и пирротинового концентрата, перерабатываемого известными методами, например, по технологии автоклавно-окислительного кислородного выщелачивания с получением сульфидного концентрата и технической серы. При этом кислородсодержащий абгаз процесса автоклавно-окислительного выщелачивания используют для аэрирования пульпы на первой стадии флотационного выделения пентландита. 2 з.п.ф-лы, 1 табл.
| Рыбас В.В | |||
| и др | |||
| Разработка эффективной технологии селективной флотации медно-никелиевых руд | |||
| Цветные металлы, 1995, N 6, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |

