Изобретение относится к машиностроению, в частности к станкостроению, а именно к многооперационным станкам типа "обрабатывающий центр" с устройствами автоматической смены инструмента и ЧПУ.
Известно устройство автоматической смены инструментов на металлорежущем станке, содержащее каретку, перемещающуюся по траверсе, закрепленной на станке, и несущую двухзахватную механическую руку, механизм перемещения каретки, механизм поворота и осевого перемещения руки, гильзы, установленные с возможностью совместного поворота с захватами механической руки на 90o в вертикальной плоскости, параллельной направлению перемещения каретки, оппозитно расположенные гидроцилиндры, шарнирно соединенные с двухзахватной механической рукой и кривошипно-шатунными механизмами, кривошипы которых соединены со штоками гидроцилиндров, а шатуны закреплены на гильзах [1].
Недостатком такого устройства является его сложность.
Известно устройство автоматической смены инструмента многоцелевого станка, содержащее инструментальный магазин с гнездами под инструмент и с неподвижным основанием, автооператор, имеющий установленную с возможностью перемещения от шпинделя к магазину и обратно по прямолинейным участкам направляющей, расположенным соответственно у магазина и и шпинделя, каретку, включающую в себя корпус с установленными на нем с возможностью выдвижения и поворота на 180o механической рукой с двумя захватами, имеющими подвижные губки с подпружиненными штоками для их блокировки, а также установленные для взаимодействия со штоками упоры, один из которых установлен на корпусе между осями вращения механической руки и шпинделя в позиции захвата инструмента в шпинделе, а другой установлен на основании магазина и выполнен с прямолинейной рабочей поверхностью и скосом, причем упор имеет возможность контакта с соответствующим штоком [2].
Недостатком данного устройства является значительное время смены инструмента на многооперационном (многоцелевом) станке вследствие "непроизводительного" перемещения автооператора при смене инструмента по прямолинейным участкам направляющих.
Задачей изобретения является сокращение времени смены инструмента за счет исключения "непроизводительных" перемещений автооператора.
Поставленная задача достигается тем, что во многооперационном станке с устройством автоматической смены инструмента, содержащем установленную на станине подвижную стойку с расположенной на ней подвижной шпиндельной бабкой со шпинделем и отдельно стоящее устройство автоматической смены инструмента, включающее инструментальный магазин с неподвижным основанием и с гнездами под инструмент, автооператор, имеющий установленную с возможностью перемещения от шпинделя к магазину и обратно, каретку, выполненную в виде корпуса с установленной на нем с возможностью выдвижения и поворота механической рукой с двумя захватами, имеющими подвижные губки, и привод перемещения автооператора, согласно изобретению на стойке жестко смонтирован кронштейн с криволинейной профилированной наружной рабочей поверхностью, с которой в процессе перемещения автооператора от шпинделя к магазину и обратно постоянно взаимодействует опорный ролик, выполненный в каретке автооператора, а ось поворота автооператора и привод его перемещения расположены на неподвижном основании магазина, причем привод перемещения выполнен с возможностью поворота в горизонтальной плоскости над основанием, при этом перемещение автооператора от шпинделя к магазину осуществляется за счет перемещения стойки из позиции смены инструмента в направлении зоны обработки.
Известно использование профилированных поверхностей для перемещения автооператора [3]. Однако в известном устройстве профилированная рабочая поверхность кулачка выполнена в виде паза (углубления).
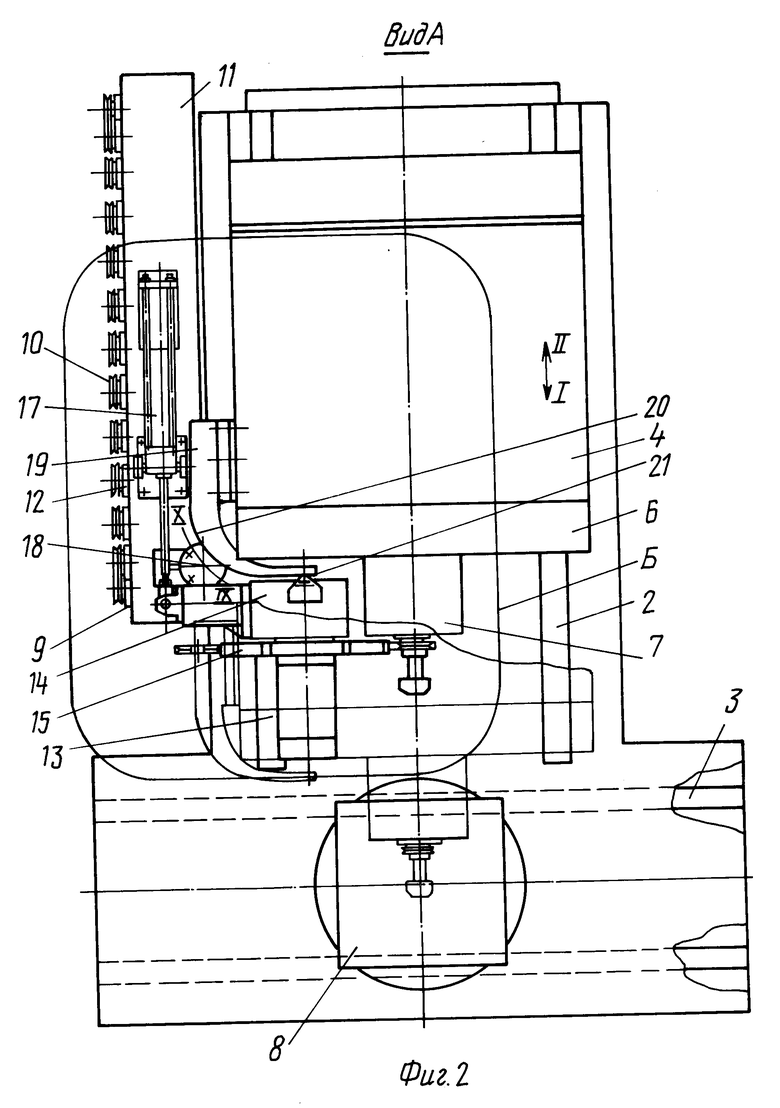
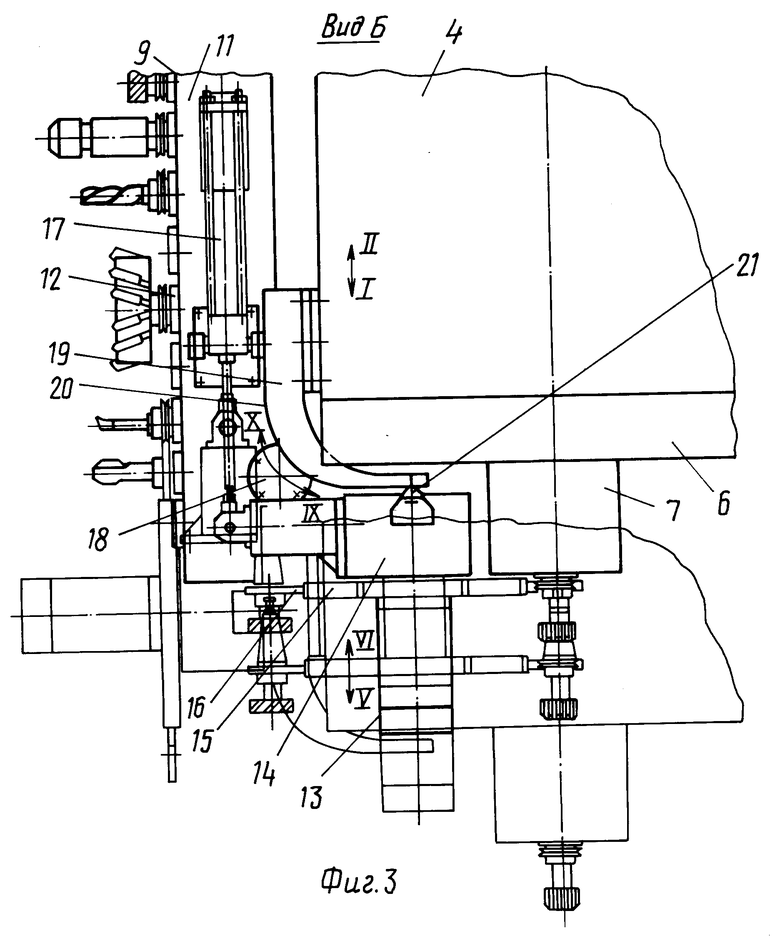
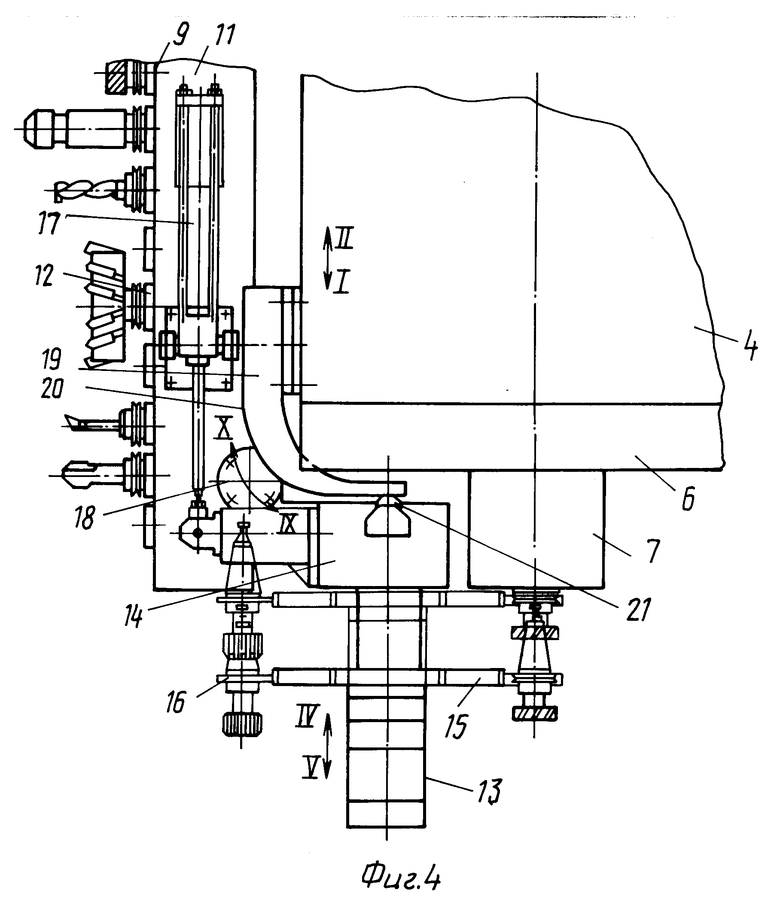
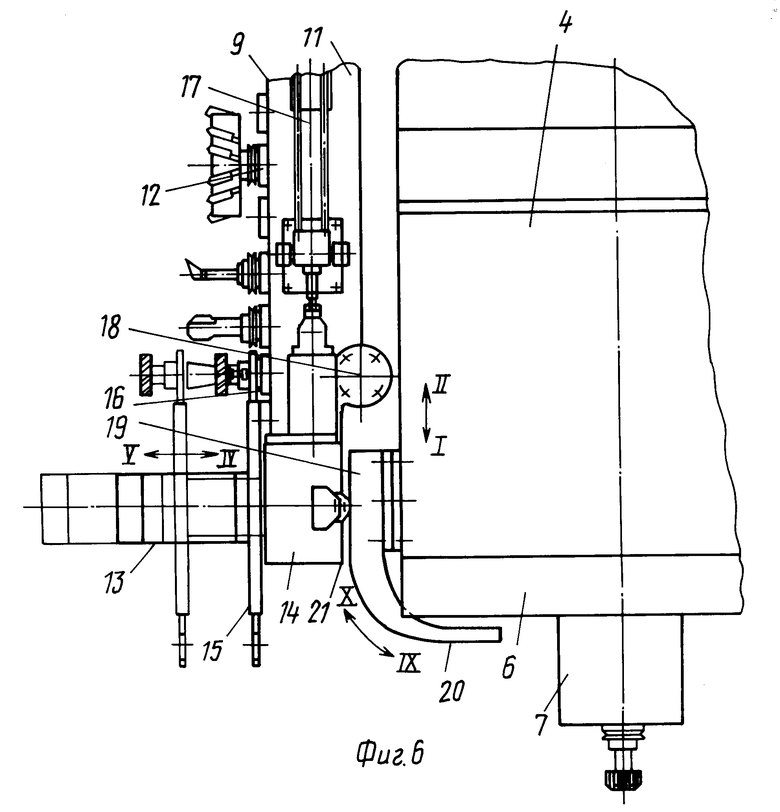
На фиг. 1 изображен многооперационный станок с устройством автоматической смены инструмента (общий вид) в позиции смены инструмента в процессе смены; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 2 - позиции Б на фиг. 2; на фиг. 4, 5 и 6 - устройство автоматической смены инструмента в процессе смены инструмента на станке, (вид сверху).
Многооперационный станок (фиг. 1 и 2) содержит станину 1 с направляющими планками 2 и 3, расположенными под углом 90o друг относительно друга. На направлениях планках 2 с возможностью перемещения установлена стойка 4 с направляющими планками 5, на которых смонтирована с возможностью перемещения шпиндельная бабка 6 со шпинделем 7. На направляющих планках 3 с возможностью перемещения размещен стол 8, на котором закрепляется обрабатываемая деталь (не показано). Устройство 9 автоматической смены инструмента (УАСИ), входящее в состав станка, отдельно стоящее, включает инструментальный магазин 10 с неподвижным основанием 11 и с гнездами 12 под инструмент, автооператор 13, имеющий установленную с возможностью перемещения от шпинделя 7 к магазину 10 и обратно каретку. Последняя выполнена в виде корпусе 14 и установленной на нем с возможностью выдвижения и поворота механической рукой 15 с двумя захватами, имеющими подвижные губки 16. Автооператор 13 снабжен приводом перемещения 17, например гидроцилиндром, смонтированным на неподвижном основании 11 УАСИ. При этом привод перемещения 17 выполнен с возможностью поворота, например, на шаровой опоре (не показано) в горизонтальной плоскости над основанием 11 (фиг. 5). Ось поворота 18 автооператора 13 также смонтирована на основании 11 (или на кронштейне, жестко закрепленном на основании 11). Стойка 4 снабжена жестко закрепленным, например, на боковой поверхности кронштейном 19 с криволинейной профилированной наружной рабочей поверхностью 20 (последняя в зависимости от конкретных условий эксплуатации может иметь в своем начале прямолинейный участок), с которой в процессе перемещения автооператора 13 от шпинделя 7 к магазину 10 и обратно (в процессе поворота относительно оси 18) постоянно взаимодействует опорный ролик 21, выполненный в корпусе 14. Ролик 21 при этом обкатывается по поверхности 20 кронштейна 19.
Устройство работает следующим образом.
При обработке детали, закрепленной на столе 8 (не показано), на многооперационном станке, т.е. при обработке инструментом, закрепленным в шпинделе 7 шпиндельной бабки 6, возникает необходимость его смены. Так, в начальный момент перед началом обработки в гнезда 12 инструментального магазина 10 устройства 9 автоматической смены инструмента "загружается" (устанавливается) необходимый инструмент. При этом автооператор 13 находится в позиции ожидания у магазина 10 (не показано) с вертикально расположенной рукой 15. При включении цикла обработки на станке в позицию смены на УАСИ 9 по программе поступает соответствующее гнездо 12 с необходимым инструментом. Далее автооператор 13 поворачивается по стрелке VII к соответствующему гнезду 12 магазина 10 одним из своих захватов механической руки 15 и губки 16 последней захватывают инструмент (фиг. 6). Затем по программе механическая рука 15 выдвигается по стрелке V (фиг. 6) и освобождает инструмент из гнезда 12 (на фиг. 6 показано тонкими линиями).
После этого механическая рука 15 с инструментом в одном из захватов поворачивается по стрелке VIII в исходное вертикальное положение (не показано), после чего перемещается по стрелке IV к корпусу 14, занимая исходное (оптимальное) положение, в позиции смены на УАСИ 9. Далее по программе в позицию смены инструмента перемещается по стрелке II (фиг. 6) стойка 4 со шпиндельной бабкой 6 и шпинделем 7 (при этом шпиндель строго ориентирован в пространстве). При этом опорный ролик 21 входит в контакт с рабочей поверхностью 20 кронштейна 19.
После этого привод перемещения 17, например гидроцилиндр, начинает перемещение автооператора 13 относительно оси поворота 18, при этом опорный ролик 21 обкатывается по рабочей поверхности 20 кронштейна 19 (фиг. 5) и автооператор 13 с инструментом в механической руке 15 поворачивается в пространстве в направлении к шпинделю 7 и занимает положение ожидания у последнего. Далее по программе механическая рука 15 с инструментом по стрелке V (фиг. 4) выдвигается, после чего по стрелке VII или VIII поворачивается инструментом к шпинделю 7. Затем механическая рука 15 с инструментом по стрелке VI перемещается к шпинделю 7 (к корпусу 14) и устанавливает его в последнем, где он и фиксируется (фиг. 1, 2, 4). После этого механическая рука 15 по стрелке VIII или VII возвращается в исходное вертикальное положение (фиг. 1). Одновременно с этим по программе стойка 4 со шпиндельной бабкой 6 и шпинделем 7 с инструментом начинает перемещение по стрелке I к обрабатываемой детали, т. е. к столу 8 (на фиг. 2 и 3 показано тонкими линиями). При этом кронштейн 19 "толкает" автооператор 13, заставляя принудительно опорный ролик 21 обкатываться по рабочей поверхности 20 последнего и перемещать относительно оси 18 корпус 14 с механической рукой 15 от шпинделя 7 в позицию ожидания у магазина 10, т.е. до выхода ролика 21 из контакта с кронштейном 19. При этом привод перемещения 17 в перемещении (повороте) автооператора 13 не участвует (при необходимости, в зависимости от конкретных условий эксплуатации возврат привода перемещения 17 в исходное положение может быть синхронизирован с "принудительным" перемещение автооператора 13 от шпинделя 7 к магазину 10). В то же время стойка 4 со шпиндельной бабкой 6 и шпинделем 7 и инструментом, установленным в последнем, перемещается без каких-либо задержек далее в зону обработки. По программе в зону обработки перемещается и стол 8 с деталью (не показано), где и происходит обработка последний конкретным инструментом.
Пока идет обработка детали автооператор 13 забирает из магазина 10 следующий инструмент, необходимый для обработки, и располагается в позиции ожидания у последнего. По окончании обработки детали производится повторная смена инструмента вышеописанным способом.
Предлагаемый многооперационный станок с устройством автоматической смены инструмента по сравнению с прототипом обеспечивает сокращение времени смены инструмента за счет исключения "непроизводительных" перемещений автооператора, что в свою очередь повышает производительность последнего.
Источники информации, принятые во внимание
1. Авторское свидетельство СССР N 1074700, кл. B 23 Q 3/157, 1982.
2. Авторское свидетельство СССР N 1484567, кл. B 23 Q 3/155, 1987 - прототип.
3. Авторское свидетельство СССР N 1318385, кл. B 23 Q 3/155, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА | 1992 |
|
RU2042489C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОПРАВКИ В ГНЕЗДЕ ИНСТРУМЕНТАЛЬНОГО МАГАЗИНА | 1992 |
|
RU2099169C1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 1993 |
|
RU2108219C1 |
| СТАНОК ДЛЯ РАЗРЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 1993 |
|
RU2108719C1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| СТАНОК ДЛЯ РАЗРЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 1993 |
|
RU2066957C1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1764940A1 |
| Многооперационный станок | 1988 |
|
SU1562101A1 |
| СПОСОБ БАЗИРОВАНИЯ ПРИСПОСОБЛЕНИЙ-СПУТНИКОВ | 1992 |
|
RU2031767C1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |

Использование: изобретение относится к машиностроению, в частности к многооперационным станкам типа "обрабатывающий центр" с устройствами автоматической смены инструмента. Сущность изобретения: на стойке 4 станка закреплен кронштейн 19 с криволинейной профилированной рабочей поверхностью 20, а корпус 14 каретки автооператора 13 для смены инструмента снабжен роликом 21. Поворот автооператора 13 от шпинделя 7 к магазину 10 и обратно осуществляется при перемещении стойки 4 из позиции смены инструмента в направлении зоны обработки и обратно за счет взаимодействия криволинейной поверхности 20 кронштейна 19 с роликом 21 на корпусе 14 каретки автооператора 13. 6 ил.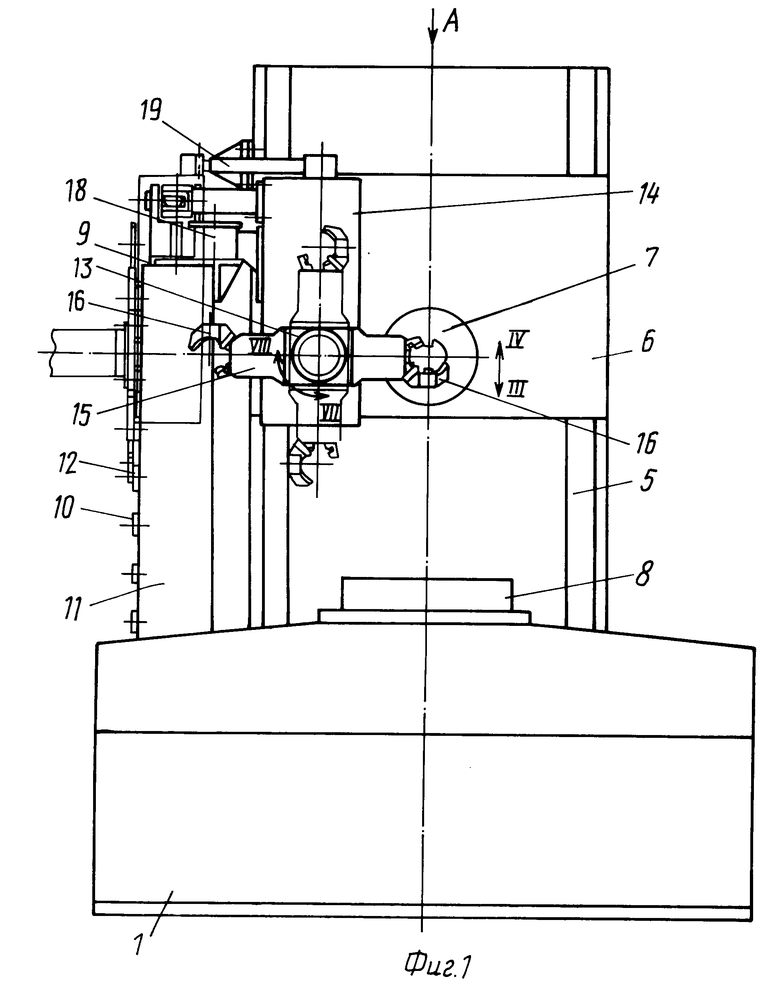
Многоцелевой станок с устройством автоматической смены инструмента, содержащий установленную на станине подвижную стойку с расположенной над ней подвижной шпиндельной бабкой со шпинделем и отдельно стоящее устройство автоматической смены инструмента, включающее инструментальный магазин с неподвижным основанием и с гнездами под инструмент, автооператор, выполненный в виде каретки, установленной с возможностью перемещения от шпинделя к магазину и обратно, на корпусе которой с возможностью выдвижения и поворота установлена механическая рука с двумя захватами, выполненными в виде подвижных губок, и привод перемещения автооператора, отличающийся тем, что он снабжен кронштейном с криволинейной профилированной наружной рабочей поверхностью, закрепленным на стойке с возможностью взаимодействия с дополнительно введенным опорным роликом, выполненным в каретке автооператора, а ось поворота последнего и привод его перемещения расположены на неподвижном основании магазина, при этом автооператор установлен над неподвижным основанием с возможностью поворота в горизонтальной плоскости от шпинделя к магазину за счет взаимодействия кронштейна с роликом при перемещении стойки из позиции смены инструмента в зону обработки.
| SU, авторское свидетельство, 1484567, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
