Изобретение относится к станкостроению и, в. частности, может быть использовано на многооперационных Фрезерно-расточных станках с продоль ным столом, с ЧПУ и системой автоматич ской смены инструмента. . Наиболее близким к изобретению по технической сущности является многооперационный фрезерно-расточный станок, содержащий продольный стол, подвижно установленную на поперечине бабку с вертикально подвижным ползуном, комплект накладных сменных головок и устройство для автоматической смены инструмента, состоящее из магазина инструментов и автооператора, выполненного в виде подвижно установленной на траверсе тележки и блока механизмов поворота и вьщвижения механической руки становленного с возможностью- поворота на 9О относительно поперечной оси, что позволяет производить авто матическую смену инструмента в вертикальном и горизонтальном шпинделях Процесс смены инструмента на известном станке начинается с перемещения ползуна по бабке в верхнее положение и перемещения бабки по поперечине из рабочей позиции в спе.циальну:о позицию смены инструмента, т.е. в крайнее левое положение бабки па поперечине. В то же время, автооператор, перемещаясь по траверсе, добавляет необходимый инструмент из магазина инструментов к специальной позиции смены инструмента. Смену инструт.1ента в рабочем шпинделе осуществляет механическая рука со смеще ны.1и захватами, установленная в бло ке механизмов выдвижения и поворота механической руки автооператора ij Недостатком известно.го устройств является необходимость замены механической руки при установке головки другого типоразмера и наличие допол нительных перемвцений бабки -и ползу из рабочих позиций в специальную по зицию смены инструмента в процессе его замены , что снижают производител ность станка, а наличие дополнитель ньк ошибок в позиционировании бабки и ползуна,после каждой смены инстру мента снижает.точность обработки. Цель изобретения - повышение пронзводительности и точности обработки при смене инструмента в головках .различных типоразмеров и шпи-нделе ползуна. Указанная цель достигается тем, что известный многооперационнь й фреэерно-расточный станок, содержащий продольный стол, по крайней мере одну подвижно установленную на поперечине бабку с вертикально подвижным ползуном, комплект накладных сменных головок -и. устройство ДЛЯ автоматической смены- инстр1 ента,. состоящее из магазина инструментови автооператора, выполненного в виде подвижно установленной на траверсе тележки и блока механизмов поворота и выдвижения механической руки, установленного с возможностью поворота, снабжен ползуном, установленным на тележке автооператора с возможностью вертикального перемещения, и салазками, установленными на ползуне с возможностью продольного перемещения, а блок механизмов поворота и выдвижения механической руки установлен на салазках с возможностью поворота относительно продольной оси, причем траверса размещена вдоль поперечины. На фиг. 1 изображен предлагаемый станок без накладной сменной головки, вид спереди (автооператор расположен у магазина инструментов); на фиг. 2 - то же, вид сбоку (магазин инструментов не показан); на фиг. 3 то же, вид сверху; на фиг. 4 - предлагаемый станок с накладной сменной головкой с горизонтальным шпинделем, вид сбоку (мага.зин инструментов не показан). Предлагаемый станок содержит станину. 1, стол 2, на который устанав-ливается обрабатываемое изделие 3, жестко связанные со станиной стойки 4. и неподвижную поперечину 5 с подвижно установленной на ней бабкой 6, на которой установлен с возможностью вертикального перемещения ползун 7 с вертикальным шпинделем 8. Станок оснащен комплектом накладных сменных головок 9 различных типоразмеров (в зависимости от применяемого инструмента и назначения) и различного исполн.ения - с горизонтальным 10 и вертикальным шпирщелями. Сменные головки 9 устанавливаются на нижний- торец ползуна 7. Головка с горизонтальным шпинделем может поворачиваться относительно вертикальной . оср, вследствие чего ось шпиндел-я занимает продольное или поперечное (фиг. 4) положение. Станок снабжен устройством для автоматической смены инструмента, которое состоит из магазина 11 инструментов известного цепного типа с вертикальным расположением инструментальных оправок,и -автооператора 12. Автооператор 12 смонтирован на траверсе 13, закрепленной в зоне перемещения бабки вдоль поперечины 5 , ABTOonepciTop содержит смонтированную на траверсе тележку 14 и ползун 15, установленный на тележке-с возможностью вертикального перемещения на всю длину хода .ползуна 7. На торце ползуна 15 установлены салазки 16 подвижные вдоль продольной оси. Перемещение ползуна 15 и
салазок 16 осуществляется посредством гидроцилиндра или приводного ходового винта. На салазках, с возможностью поворота относительно продольной оси, установлен блок 17 механизмов поворота и выдвижения механической руки 18, .
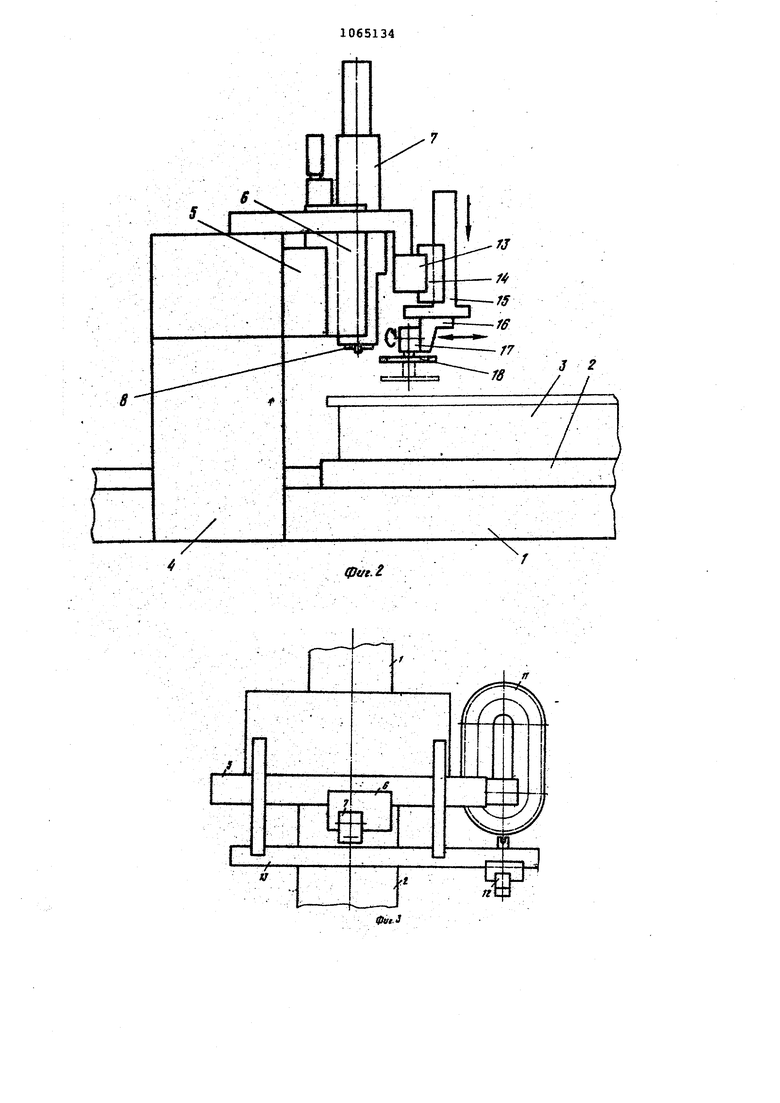
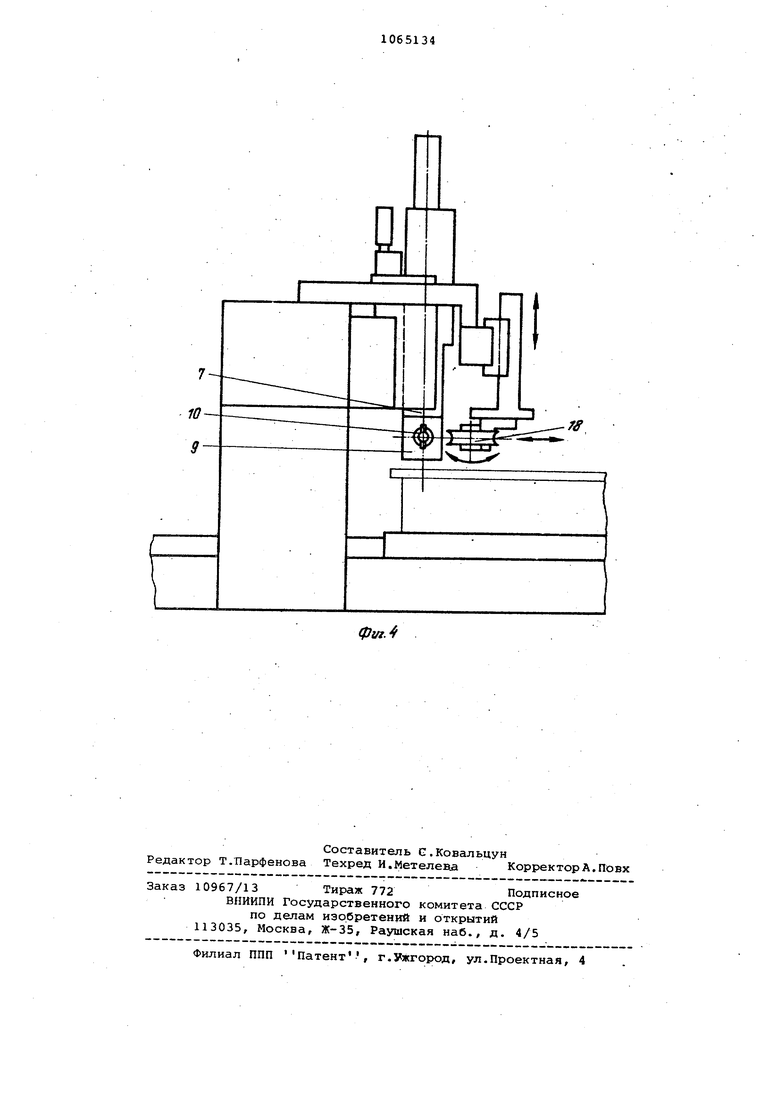
Блок 17 имеет два положения: вертикальное (фиг. 2). для смены инструмента в вертикальном шпинделе 8 (ползуна 7 или накладных сменных головок 9) и горизонтальное (фиг. 4) для, смены инструмента в горизонтальном шпинделе 10 накладных.сменных головок 9.
Механическая рука 18 снабжена захватами и установлена в блоке 17 с возможностью вьщвижения на величину длины концевой части инструментальной оправки и поворота через 180° с фиксацией в продольном направлении (фиг, 2, 4).
Станок в режиме автоматической смены инструмента работает следующим образом,
В исходном положении автооператор 12 находится у магазина 11 (фиг. 1 - 3), при этом ползун 15 находится в верхнем положении, салазки .16 - в крайнем от магазина инструментов. Блрк 17 расположен вертикально, а механическая рука 18 вытянута в блок.
После получения команды.на смену тележка 14 автооператора перемещается по траверсе 13 в направлении бабки 6 до тех пор, пока ползун 15 автооператора не займет положение напротив ползуна 7 бабки. Затем ползун 15 перемещается вниз к рабочему шпинделю. Величина перемещения определяется положением торца вертикального шпинделя 8 ползуна 7 (фиг. 2) или положением оси горизонтального
шпинделя 10 накладной головки 9 (фиг. 4), Далее салазки 16 перемещаются к шпинделю. Механическая рука 18 захватывает, инструмент, выдвигается из блока 17, поворачивается на и вставляет новый инструмент в шпиндель. Затем салазки 16 возвращаются в исходное положение. Автооператор перемещается к магазину 11, где ползун 15 и блок 17 занимают исходное положение и происходит обмен инструментами механической руки с магазином.
В случае замены инструмента в горизонтальном шпинделе 10 накладной головки 9 последня:я автоматически занимает положение, при котором ось ее шпинделя располагается поперечно, а блок 17 механизмов поворота и Выдвижения механической руки поворачивается относительно продольной оси на 90 и занимает горизонталное положение, при котором захваты механической руки располагаются со стороны шпинделя (фиг. 4).
Таким образом, станок предлагаемой конструкции позволяет производить автоматическую смену инструмента в шпинделе ползуна или шпинделе накладных головок различных .типоразмеров при любых рабочих положениях бабки и ползуна, т.е. без их выезда в специальную позицию смены инструмента. Это сохраняет точность позиционирования рабочих органов, повыиает точность обработки и производительность станка. Кроме того, независимо от смещений торца и положения оси шпинделя накладной головки смена инструмента осуществляется без замены руки автроператора, что также повьааает проиэв.одительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многооперационный фрезерно-расточный станок портального типа | 1983 |
|
SU1151413A1 |
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многооперационный станок | 1983 |
|
SU1117181A1 |
| Портальный станок с автоматической сменой инструмента | 1988 |
|
SU1558629A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
МНОГООПЕРАЦИОННЫЙ ФРЕЗЕРНОРАСТОЧНЫЙ СТАНОК, содержащий продольный стол, по крайней мере одну подвижно установленную на поперечине бабку с вертикально подвижным ползуном, комплект накладных сменных головок и устройство для автоматической смены инструмента, состоящее из магазина инструментов и автооператора, выполненного в виде подвия ной по траверсе тележки и блока механизмов поворота и вьщвижения механической руки,, установленного с возможностью поворота, отличающийся тем, что, с целью повьшения производительности и точности обработки при смене инструмента в головках различных типоразмеров и шпинделе ползуна, устройство для автоматической смены инструмента снабжено ползуном, установленным на тележке автооператора с возможностью вертикального перемещения, и салазками, установленными на ползуне с возможностью продольного перемещения, a блок механиз- § мов поворота и вьщвижения механичес- (Л кой руки установлен на салазках с возможностью поворота относительно продольной оси, причем траверса размещена вдоль поперечины. о: ел со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аверьянов А.И | |||
| и др | |||
| Система автоматической смены инструментов | |||
| - Станки и инструмент, 1981, 2, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
