Изобретение относится к станкостроению, в частности к многоцелевым станкам с арочным порталом с числовым программным управлением и с автоматической сменой инструмента, и может быть использовано при механической обработке крупногабаритных деталей сложной формы.
Известна установка для механической обработки деталей с автоматической сменой инструмента, содержащая цепной инс- трументальный магазин с приводом, закрепленный вертикально на стойке установки так что его вертикальные и горизонтальные ветви параллельны между собой, механизм смены инструмента, содержащий установленную неподвижно с возможностью взаимодействия с гнездами инструментального магазина однозахватную механическую руку, взаимодействующую с поворотным промежуточным гнездом, установленным неподвижно на несущей системе установки, и двухзахватную механическую руку, установленную на перемещающейся шпиндельной бабке с возможностью взаимодействия со шпинделем и поворотным промежуточным гнездом, когда шпиндельная бабка находится на направляющих стойки.
Известный многооперационный фре- зерно-расточный станок содержащий продольный стол, подвижно установленную на поперечине бабку с вертикально подвижным ползуном, устройство для автоматической смены инструмента. Последнее состоит из магазина инструментов известного цепного типа с вертикальным расположением инструментальных оправок и автооператора. Автооператор смонтирован на траверсе, закрепленной в зоне перемещения бабки вдоль поперечины. Автооператор содержит смонтированную на траверсе тележку и ползун, установленный на тележке с возможностью вертикального перемещения на всю длину хода ползуна. На торце ползуна установлены салазки, подвижные
вдоль продольной оси. На салазках установлен блок механизмов поворота и выдвижения механической руки.
Наиболее близким по технической сущности к предлагаемому является многооперационный продольно обрабатывающий портальный станок. Станок содержит продольный стол, подвижно установленную на поперечине бабку с вертикально подвижным ползуном, устройство автоматической смены инструмента. Устройство автоматической смены инструмента состоит из инструментального магазина цепного типа, закрепленного на стойке станка, и автооператора. Автооператор содержит установленную рядом с инструментальным магазином однозахватную поворотную механическую руку, промежуточное поворотное гнездо, расположенное на подвижной
каретке, на которой закреплена также двухзахватная механическая рука, захваты которой взаимодействуют с инструментом, установленным в промежуточном гнезде и в шпинделе ползуна.
Основным недостатком известной конструкции является то, что в станке портального типа с круговыми направляющими, выполненными на портале и несущими поперечину, на прямолинейных направляющих
которой установлена бабка с возможностью занимать различные угловые положения относительно портала, не обеспечивается автоматическая смена инструмента.
Целью изобретения является повышение производительности за счет сокращения времени на смену инструмента путем обеспечения возможности автоматической смены инструмента на станке портального типа с круговыми направляющими, выполпенными на портале,
Поставленная цель достигается тем, что в многооперационном станке портального типа, содержащем установленную с возможностью перемещения по направляющим портала поперечину со шпиндельной
бабкой, устройство автоматической смены инструмента, состоящее из инструментального магазина цепного типа и автооператора, включающего одно- и двухзйхвэтную механические руки и промежуточное гнез- до, портал выполнен в вЬде арки, на передней поверхности по контуру которой закреплены направляющие, автооператор установлен на поперечине с возможностью совместного с ней перемещения по упомя- нутым направляющим, а инструментальный магазин закреплен на задней поверхности арки, причем цепь магазина расположена по контуру последней.
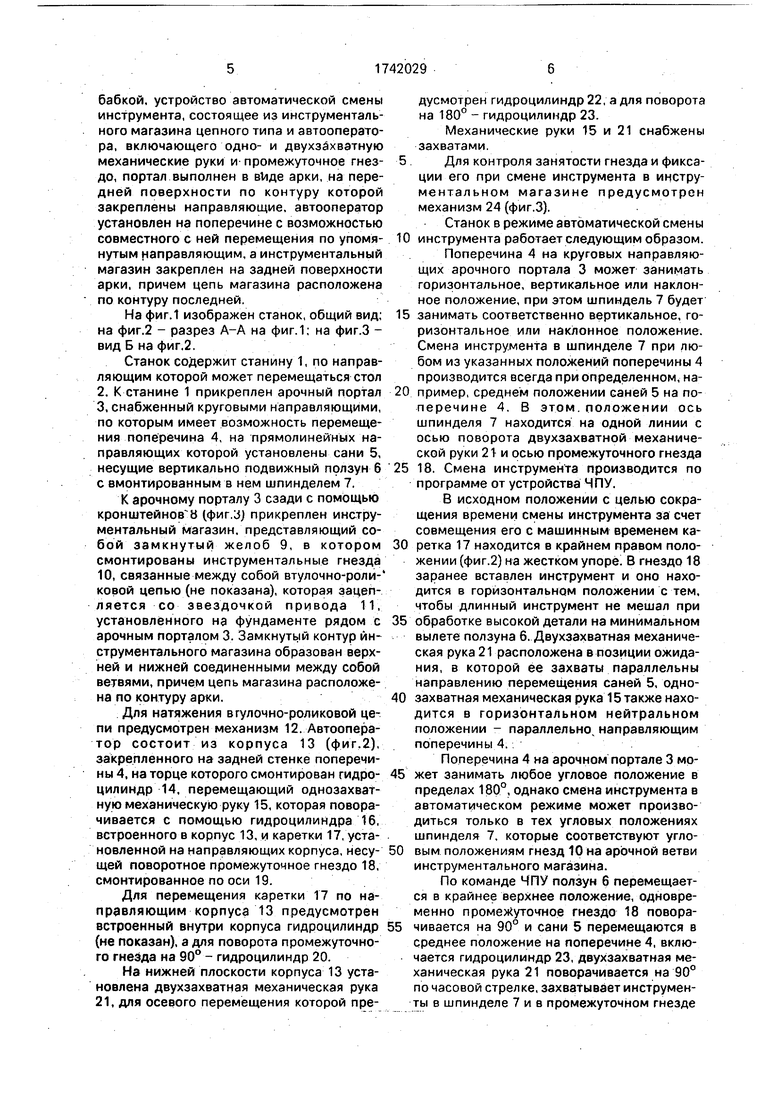
На фиг.1 изображен станок, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2.
Станок содержит станину 1, по направляющим которой может перемещаться стол
2.К станине 1 прикреплен арочный портал
3,снабженный круговыми направляющими, по которым имеет возможность перемещения поперечина 4, на прямолинейных направляющих которой установлены сани 5, несущие вертикально подвижный ползун 6 с вмонтированным в нем шпинделем 7.
К арочному порталу 3 сзади с помощью кронштейнов а (фиг.У) прикреплен инструментальный магазин, представляющий собой замкнутый желоб 9, в котором смонтированы инструментальные гнезда 10, связанные между собой втулочно-роликовой цепью (не показана), которая зацепляется со звездочкой привода 11, установленного на фундаменте рядом с арочным порталом 3. Замкнутый контур инструментального магазина образован верхней и нижней соединенными между собой ветвями, причем цепь магазина расположена по контуру арки,
Для натяжения вгулочно-роликовой цепи предусмотрен механизм 12. Автооператор состоит из корпуса 13 (фиг.2), закрепленного на задней стенке поперечины 4, на торце которого смонтирован гидро- цилиндр 14, перемещающий однозахват- ную механическую руку 15, которая поворачивается с помощью гидроцилиндра 16, встроенного в корпус 13, и каретки 17, установленной на направляющих корпуса, несу- щей поворотное промежуточное гнездо 18, смонтированное по оси 19.
Для перемещения каретки 17 по направляющим корпуса 13 предусмотрен встроенный внутри корпуса гидроцилиндр (не показан), а для поворота промежуточного гнезда на 90° - гидроцилиндр 20.
На нижней плоскости корпуса 13 установлена двухзахватная механическая рука 21, для осевого перемещения которой предусмотрен гидроцилиндр 22, а для поворота на 180° - гидроцилиндр 23.
Механические руки 15 и 21 снабжены захватами
Для контроля занятости гнезда и фиксации его при смене инструмента в инструментальном магазине предусмотрен механизм 24 (фиг.З).
Станок в режиме автоматической смены инструмента работает следующим образом.
Поперечина 4 на круговых направляющих арочного портала 3 может занимать горизонтальное, вертикальное или наклонное положение, при этом шпиндель 7 будет занимать соответственно вертикальное, горизонтальное или наклонное положение. Смена инструмента в шпинделе 7 при любом из указанных положений поперечины 4 производится всегда при определенном, например, среднем положении саней 5 на поперечине 4. В этом положении ось шпинделя 7 находится на одной линии с осью поворота двухзахватной механической руки 21 и осью промежуточного гнезда 18. Смена инструмента производится по программе от устройства ЧПУ.
В исходном положении с целью сокращения времени смены инструмента за счет совмещения его с машинным временем каретка 17 находится в крайнем правом положении (фиг.2) на жестком упоре. В гнездо 18 заранее вставлен инструмент и оно находится в горизонтальном положении с тем, чтобы длинный инструмент не мешал при обработке высокой детали на минимальном вылете ползуна 6. Двухзахватная механическая рука 21 расположена в позиции ожидания, в которой ее захваты параллельны направлению перемещения саней 5, одно- захватная механическая рука 15 также находится в горизонтальном нейтральном положении - параллельно направляющим поперечины 4.
Поперечина 4 на арочном портале 3 может занимать любое угловое положение в пределах 180°, однако смена инструмента в автоматическом режиме может производиться только в тех угловых положениях шпинделя 7, которые соответствуют угловым положениям гнезд 10 на арочной ветви инструментального магазина.
По команде ЧПУ ползун б перемещается в крайнее верхнее положение, одновременно промежуточное гнездо 18 поворачивается на 90° и сани 5 перемещаются в среднее положение на поперечине 4, включается гидроцилиндр 23, двухзахватная механическая рука 21 поворачивается на 90° по часовой стрелке, захватывает инструменты в шпинделе 7 и в промежуточном гнезде
18. Включается отжим инструмента в бабке (не показан), включается гидроцилиндр 22, двухэахватная рука 21с инструментами перемещается вниз и освобождает конуса инструментов, включается гидроцилиндр 23, двухэахватная рука 21 поворачивается на 180°, включается гидроцилиндр 22, рука 21 перемещается вверх и вводятся конуса инструментов в шпиндель 7 и в промежуточное гнездо 18, инструменты фиксируются, вклю- чается гидроцилиндр 23, рука 21 поворачивается на 90° против часовой стрелки в позицию ожидания, Сани 5 и ползун 6 перемещаются в рабочую позицию на запрограммированные координаты для продолжения обработки, а каретка 17 с инструментом в промежуточном гнезде 18 перемещается в крайнее левое положение к инструментальному магазину.
Включается гидроцилиндр20, промежу- точное гнездо 18 поворачивается на 90° так, что ось гнезда становится параллельно оси поворота однозахватной руки 15, включается гидроцилиндр 16, рука 15 поворачивается по часовой стрелке, захватывает инструмент, включается гидроцилиндр 14, рука перемещается и вынимает инструмент из промежуточного гнезда 18. Включается гидроцилиндр 16, однозахватная рука 15 поворачивается на 180° против часовой стрел- ки, включается гидроцилиндр 14, рука 15 перемещается и вставляет инструмент в гнездо 10 инструментального магазина, включается гидроцилиндр 16 и рука 15 поворачивается на 90°,
Включается двигатель привода 11 инструментального магазина и очередное запрограммированное инструментальное гнездо 10 перемещается в позицию смены инструмента, в которой его ось находится на одной линии с осью шпинделя 7.
Включается гидроцилиндр 16, рука 15 поворачивается на 90°, захватывает инструмент в гнезде 10, включается гидроцилиндр 14, рука 15 перемещается в осевом направлении и вынимает инструмент из гнезда. Включается гидроцилиндр 16, рука 15 поворачивается на 180°, включается гидроцилиндр 14 и рука 15 перемещается и вставляет инструмент в промежуточное гнездо 18.
Включается гидроцилиндр 16, рука поворачивается на 90° в позицию ожидания, а каретка перемещается по направляющим корпуса 13 до упора и останавливается в позиции ожидания. Далее цикл повторяется.
В предлагаемом станке с арочным порталом, снабженным круговыми направляющими, обеспечивается автоматическая смена инструмента, что повышает производительность обработки и расширяет технологические возможности станка.
Формула изобретения Многооперационный станок портального типа, содержащий установленную с возможностью перемещения по направляющим портала поперечину со шпиндельной бабкой, устройство автоматической смены инструмента, состоящее из инструментального магазина цепного типа и автооператора, включающего одно- и двухзахватную механические руки и промежуточное гнездо, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на смену инструмента, портал выполнен в виде арки, на передней поверхности по контуру которой закреплены направляющие, автооператор установлен на поперечине с возможностью совместного с ней перемещения по упомянутым направляющим, а инструментальный магазин закреплен на задней поверхности арки, причем цепь магазина расположена по контуру последней.
&-г/
2fy
/5
-гЈ&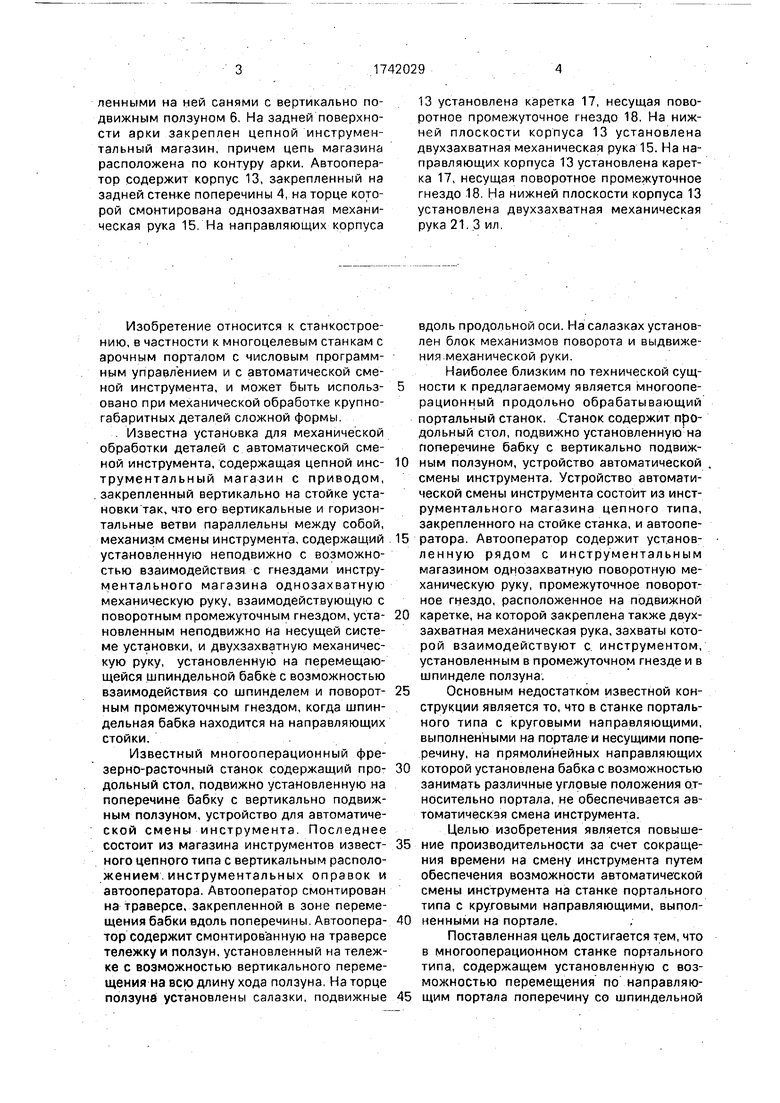
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Портальный станок с автоматической сменой инструмента | 1988 |
|
SU1558629A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Устройство для автоматической смены инструментов | 1988 |
|
SU1636178A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
Использование: станкостроение, преимущественно в многооперационных фре- зерно-расточных станках Портального типа с автоматической сменой инструмента. Станок содержит станину 1 и стол 2. К станине 1 прикреплен портал 3, выполненный в виде арки и снабженный круговыми направляющими, несущими поперечину 4 с установ
Редактор М.Янкович
Составитель Н.Брыгина Техред М.Моргентал
Фиг. 2
Корре ктор О.Ципле
| Станок модели МСМ фирмы Окума Machenery Works LTD, Япония, 1976 | |||
| Sri b m |
