Изобретение относится к металлургической промышленности, в частности к переработке полупродукта на готовую сталь и переработке железорудного сырья в полупродукт или готовую сталь во вращающихся печах роторного типа и вращающихся конвертерах типа Кал-ДО процесса, обеспечивающих как обычный прерывный процесс, так и непрерывный процесс получения готового продукта.
В непрерывных процессах предусматривается проведение металлургических процессов в зонах одного проточного аппарата, через который непрерывно перемещают обрабатываемые материалы. Подвод реагентов и отвод побочных продуктов также отводится непрерывно. В результате исходные материалы по мере продвижения их по технологической цепочке постепенно превращаются в конечный продукт - готовую сталь или в полупродукты. В каждой точке потока устанавливаются постоянные параметры процессов реагирующих фаз.
Высокая производительность таких установок в целом при сравнительно малых темпах загрузки исходных материалов и выпуска готового продукта позволяет равномерно загружать оборудование цеха и сократить отходы, полнее использовать физическое и химическое тепло.
Известная выплавка стали во вращающихся конвертерах типа Кал-ДО процесса. Вращающийся конвертер представляет собой симметричный конвертер, диаметр которого соответствует удельному объему. Помимо наклона вперед и назад конвертер может вращаться вокруг своей оси со скоростью 30 об/мин. Во время продувки конвертер находится под углом 17o к горизонтальной плоскости. Высокая производительность таких конвертеров достигается за счет вращения конвертера, перемешивающего расплава металла в наклоненной емкости.
Известна роторная печь для получения стали. С целью увеличения тепло- и массообменных процессов печь вращается со скоростью 0,1 - 4,0 об./мин, обеспечивая перемещение расплава металла в жидкой ванне [1].
Известна установка для переработки железорудного сырья в жидкой подвижной ванне, обеспечивающая получение полупродукта или получения готовой стали. Установка содержит соединенную с приводом вращения цилиндрическую роторную печь [2].
С целью повышения тепло- и массообменных процессов рабочий объем проема печи разделен на три технологических зоны, средняя из которых имеет диаметр меньше диаметра крайних зон и в ее футеровке выполнены сквозные каналы, соединяющие между собой крайние зоны печи. Каналы выполнены под определенным углом к центральной оси печи и тем самым принудительно перемещают определенную часть расплава металла вдоль проема печи, из зоны завершения процесса получения готового продукта в зону поступления сырых сыпучих материалов, для поддержания в этой зоне высокого температурного режима и растворения в расплаве энергетического углерода, поступающего в печь.
С целью интенсивного перемешивания жидкой ванны печи поверхность огнеупорной футеровки реакционных зон печи покрыта долевыми выступами, которые расположены под углом 20 - 45o к центральной оси проема печи. С целью сохранения огнеупорной футеровки от вибромеханических нагрузок печь обеспечена окольцовывающим цилиндрическую часть печи пустотелым понтоном и удерживается на плаву в жидкой ванне с возможностью наклона ее в сторону выдачи готового продукта за счет изменения уровня жидкости в ванне.
Известно, что интенсификация конверторных процессов выплавки стали в первую очередь зависит от воздействия компонентов контактирующих между собой жидких и газообразных фаз и площади контакта между этими фазами.
Расширение удельной площади тепло- и массообменных процессов, представляющей собой отношение площади поверхности жидкой фазы с газовой окислительной средой к массе расплава металла, находящегося в жидкой ванне на подине вращающейся печи, является основной проблемой практически всех металлургических процессов, тем более во вращающихся печах.
Повышение производительности печей и улучшение качества получаемой стали зависит полностью от скорости протекания тепло- и массообменных процессов. Высокая поверхность расплава с окислительной фазой обеспечивает мгновенное удаление примесей и отшлакование их в присутствии флюсов. Установлено, что сталеплавильные процессы регулируются не только скоростью химических реакций, т. к. при высоких температурах они протекают практически мгновенно, а скоростью диффузии и доставки реагирующих компонентов к месту реакций. При высокоразвитой поверхности расплава, контактирующего с окислительной фазой, все химические процессы протекают быстро, а при стабильном их обеспечении они протекают непрерывно.
Однако в настоящее время все известные обычные процессы производства стали и процессы производства стали в роторных вращающихся печах и в конвертерном Кал-ДО процессе не обеспечивают в полной мере необходимой скорости протекания тепло- и массообменных процессов.
Целью данного предложения является повышение скорости тепло- и массообменных процессов при производстве стали и полупродукта во вращающихся печах роторного типа и вращающихся конвертерах типа Кал-ДО процесса, причем как в непрерывном, так и в прерывистом способе получения готового продукта.
Эта цель достигается тем, что в огнеупорной футеровке реакционных зон вращающихся печей вмонтируются блок-огнеупорные карманы, выполненные по своей объемной форме типа реторты, выходное отверстие которой сопряжено с образующей проема печи с возможностью полости реторты освобождаться от расплава только при определенном повороте карманов по образующей проема печи.
При вращении печи вокруг своей оси и погружении блок-карманов в расплав карманы заполняются расплавом, вытесняя при этом в расплав на подине вращающейся печи соответствующий объем окислительного газа, а затем при движении карманов по окружности проема печи карманы равномерно освобождаются от расплава металла в объем окислительной газовой среды реакционных зон печи, причем в виде пленочных струй и мелких капель, увеличивая при этом площадь тепло- и массообменных процессов. При оптимально выбранных размерах блок-карманов удельная площадь увеличивается не менее чем на порядок, т.к. пленочные струи и мелкие капли расплава, вытекающие из блок-карманов, буквально заполняют весь объем газовой окислительной среды реакционных зон печи.
Однако пленочные струи и мелкие капли расплава не попадают на боковые стенки огнеупорной кладки печи, а падают на "зеркало" расплава, находящегося на подине проема печи. Это позволяет сохранять огнеупорную кладку печи.
Отличие предлагаемого способа, позволяющего значительно повысить площадь тепло- и массообменных процессов, от ранее известных способов: перемешивания расплава металла в плавильной ванне печи за счет вращения печи вокруг своей центральной оси; перемешивания расплава с помощью выступов, расположенных под определенным углом к центральной оси проема печи, усиливающих перемешивание; перемешивания расплава с помощью сообщающихся каналов, расположенных в средней части проема печи, которые принудительно с помощью расположения их под определенным углом к центральной оси проема печи перемещают определенную часть расплава из зоны уже готового и достаточно перегретого продукта в зону поступления сырых не вполне прогретых сыпучих материалов - состоит в том, что ко всему вышеупомянутому предлагаемый способ достигается с помощью огнеупорных блок-карманов, выполненных по объемной форме типа реторты, выходное отверстие которой сопряжено с образующей окружности проема печи, за счет которых значительно, по меньшей мере не менее чем на порядок, повышается площадь тепло- и массообменных процессов, а также, стало быть, и их скорость, и не только в жидкой ванне на вращающейся подине печи за счет освобождения блок-карманов от окислительной газовой среды, но и, более того, широкомасштабно расширяется площадь контакта жидкого расплава с газовой окислительной средой в пространстве реакционных зон, куда поступает расплав в виде пленочных струй и мелких капель, которые буквально заполняют почти весь объем газовой среды реакционных зон проема печи. Это, в конечном счете, позволит в значительной мере повысить производительность печи, при этом улучшить качество получаемого продукта.
В качестве примеров для применения способа получения готовой стали и полупродукта из железорудного сырья, отходов доменного производства и др. железосодержащих материалов, мелких и пылевидных фракций, которыми затоварились отвалы металлургических предприятий, могут служить: "Конвертерный Кал-ДО процесс" [1] и "Установка для переработки железорудного сырья в подвижной жидкой ванне" [2].
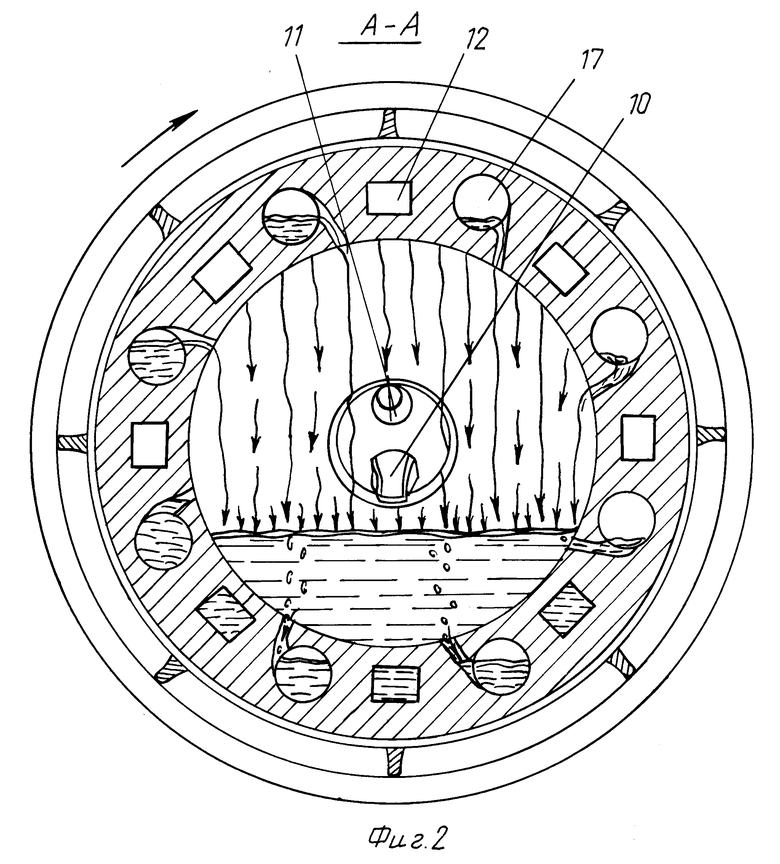
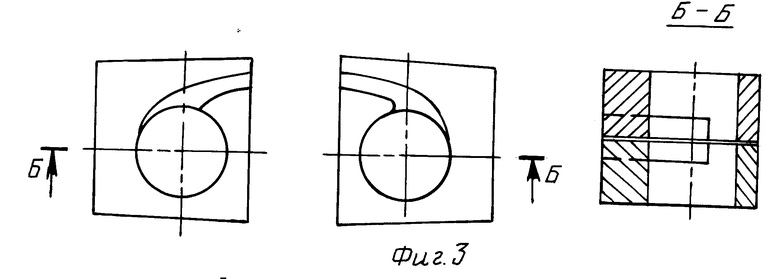
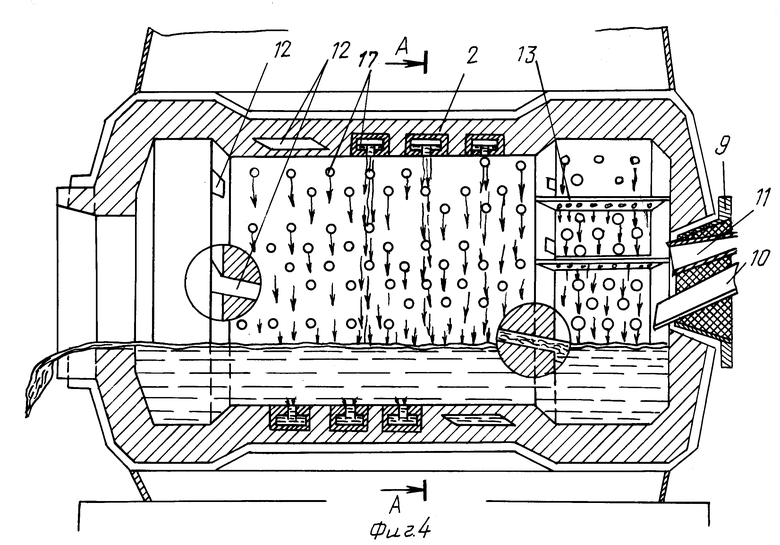
На фиг. 1 показана установка для переработки железорудного сырья в подвижной жидкой ванне, в арсенале которой собраны все ранее перечисленные известные способы повышения тепло- и массообменных процессов и в которой могут быть применены предлагаемые блок-огнеупорные карманы, повышающие значительно площадь тепло- и массообменных процессов во вращающихся вокруг своей оси, печах; на фиг. 2 - расположение блок-карманов и сообщающихся каналов в огнеупорной футеровке вращающейся печи, показанных в поперечном разрезе и в движении по окружности; на фиг. 3 - сам огнеупорный блок-карман, состоящий из двух полублоков; на фиг. 4 - роторная печь в продольном разрезе с карманами и сообщающимися каналами в огнеупорной кладке печи в момент ее вращательного движения.
Печь состоит из горизонтально расположенного цилиндрического корпуса 1, проем которого выложен огнеупорной футеровкой 2. Цилиндрическая поверхность корпуса печи опоясана пустотелым кольцевым понтоном 3, который погружен в емкость с жидкостью 4. Торцевые части печи имеют загрузочную 5 и разгрузочную 6 головки. Загрузочная головка снабжена подпорным кругом 7 и установлена на опорные ролики 8. Отверстие на загрузочной головке 5 закрыто огнеупорной пробкой 9, в которой смонтированы: течки 10 для подачи шихтовых материалов в печь, кислородные фурмы 11, смотровые гляделки и другие узлы технологического назначения. Внутренняя полость печи разделена на три основные технологические зоны: I - зону загрузки, восстановления железа и его науглероживания, II - реакционную зону и III - зону накопления готового продукта и его раздачи на возврат в зону I и разгрузку в промежуточную металлоемкость. В реакционной зоне II в массе огнеупорной футеровки выполнены сквозные каналы 12, через которые при вращении печи расплав принудительно возвращается из зоны III в зону I. Поверхности огнеупорной футеровки зон I и II выполнены рельефными в виде продольных выступов 13, расположенных под углом к центральной оси печи. Со стороны разгрузочной головки 6 установлен газоотвод 14, а ниже газоотвода установлена промежуточная металлоемкость 15, которая оснащена желобами для стали и шлака за счет своего чайникового типа, засыпными аппаратами для подачи легирующих добавок, раскислителей и обессеривающих присадок.
Печь снабжена нагревательным устройством для подогрева поступающей в печь шихты. Привод вращения печи установлен с возможностью свободы перемещения печи в горизонтальной плоскости за счет изменения уровня жидкости 4 в емкости, в которой удерживается емкость пустотелым понтоном на плаву.
Для повышения площади тепло- и массообменных процессов печь снабжена блок-огнеупорными карманами 17, установленными в зонах I и II.
Установка работает следующим образом.
После монтажа всех элементов конструкции печи, сушки и предварительного нагрева огнеупорной футеровки 2 печь заполняют расплавом чугуна и всеми необходимыми материалами для выплавки стали - это есть только пусковой вариант. Пусковой вариант ввода печи в работу отличается от обычной плавки в роторной печи тем, что расплав чугуна и шихтовые материалы, поступающие в печь, должны обладать некоторым запасом химического избыточного тепла, с помощью которого по ходу плавки можно было бы прогреть всю футеровку печи до рабочего состояния. Пусковой вариант ввода печи в работу проводят по сценарию обычных рядовых плавок в роторных печах. Однако предложенная конструкция печи позволяет это сделать в опережающем темпе, опережающим обычное время плавки в роторных печах в силу того, что при вращении печи некоторая часть расплава многократно и с определенной заданной скоростью перемещается вдоль проема печи - вперед и снова назад. Это обусловлено тем, что сквозные каналы 12, проложенные в футеровке II зоны, выполнены под определенным углом к продольной оси проема печи, что позволяет с каждым оборотом печи возвращать часть объема расплава из III зоны в зону I и в таком количестве, которое только за один оборот печи равно внутреннему объему всех каналов 12, вместе взятых. Способствуют этому процессу, причем еще в большей мере, и блок-огнеупорные карманы 17. Это позволяет в темпе усреднить температуру вдоль всего проема печи и ускорить процесс готовности стали. Этому же способствует возможность изменять положение печи в горизонтальной плоскости за счет изменения положения уровня жидкости в емкости 4, в которую погружен понтон вращающейся печи. И, более того, с помощью продольных выступов 13, выполненных на поверхности огнеупорной футеровки вдоль I и II зон, расплав на всем своем пути продвижения вдоль проема этих зон дополнительно подвергается интенсивному перемешиванию, чем увеличивается площадь тепло- и массообменных процессов. Совмещение всех видов перемешивания и усиление перемешивания работой блок-огнеупорных карманов позволяет значительно повысить производительность вращающихся печей и улучшить качество получаемого продукта.
Высокая удельная поверхность расплава с окислительной фазой обеспечивает интенсивное удаление примесей и отшлакование их в присутствии флюсов, т.к. сталеплавильные процессы регулируются не только скоростью химических реакций, которые при высоких температурах протекают практически мгновенно, но и за счет скорости доставки реагирующих элементов к месту реакций. При достаточной скорости доставки реагирующих компонентов к месту реакций все процессы протекают быстро, а при рассматриваемых условиях, созданных целенаправленно, все процессы протекают в непрерывном потоке.
После того как печь полностью прогрелась и весь объем расплава в печи достиг необходимой кондиции, в печь подают сырые шихтовые материалы. Их желательно иметь однородного состава и составлять из обычного сырья, применяемого в доменном производстве. Взамен доменного кокса может быть применен один из энергетических малозернистых углей, например Кузнецовского бассейна. Тепловой баланс непрерывного сталеплавильного процесса должен быть рассчитан на получение избыточного тепла в готовом продукте, которое в обычных плавках используется на расплавление скрапа, окалины или возвратного лома, т.к. избыточное тепло необходимо иметь в возвратной доли расплава, поступающей на поддержание процесса расплавления шихты в зоне I, куда поступают все новые и новые порции только частично подогретой шихты. Предварительные расчеты, а затем практически проверенные расчеты теплового баланса корректируются при изменении шихтовых материалов.
Поступление расчетной однородной подогретой шихты в печь - зону I сопровождается поступлением в печь окислительного газа. Шихта тут же попадает в окружение возвратной доли перегретого расплава. Высокая температура и окислительная - газовая и железорудная окислительная среда, присутствующая в избытке в зоне I, немедленно включают в работу реагирование энергетического угля. Образующийся в процессе реакций газ, содержащий окись углерода, тут же используется на восстановление окислов железа и на науглероживание железа, и в первую очередь на науглероживание возвратной доли стали, если плавка ведется на получение стали.
Вся масса расплава вспенивается до шлако-металлической эмульсии. При полном расплавлении шихты она превращается в жидкий полупродукт типа чугуна, содержащего 2 - 3% углерода.
В механизме восстановления железа и его науглероживания заложена одна особенность. Взаимодействие окислов железа с углеродом происходит в основном в жидкой фазе, т.к. вначале углерод растворяется в жидком расплаве, в основном в возвратной доли перегретого расплава, поступающего из зоны III, а затем взаимодействует с окислами железа и шлака, хотя определенное развитие получает и процесс взаимодействия твердого угля с окислами железа и шлака. В отличие от доменного процесса стадия косвенного восстановления железа происходит только при предварительном нагреве шихты перед поступлением ее в печь. Достаточная скорость процесса протекает в условиях активного массообмена. Важнейшее условие предложенного варианта - получения полупродукта или готовой стали из первородного сырья - интенсивное использование тепла, поступающего непрерывно с возвратной долей перегретого расплава из зоны III в зону I и тепла, поступающего от сгорания энергетического угля. Для стабильности теплонасыщенности в зоне I в зону подается газ или жидкий энергоноситель как компоненты быстрого реагирования.
Завалка железной руды и шлакообразующих в смеси с энергетическим углем не вызывает ускорения износа огнеупорной футеровки, а, наоборот, способствует увеличению ее стойкости, т.к. обеспечивается непрерывное всплывание шлака от стенок футеровки за счет барботируемого действия выделяемых углем газов. Температура контакта руды с футеровкой еще не велика, поэтому содержащиеся в руде окислы железа и кремнезема слабо взаимодействуют с огнеупорной футеровкой.
Полупродукт, полученный в зоне I, при поступлении его в зону II уже при температуре выше 1350oC начинает интенсивно обезуглероживаться и скорость его достигает максимальных значений. Возрастание скорости обезуглероживания сопровождается дальнейшим восстановлением окислов железа из шлака. Все продолжающиеся процессы: восстановление окислов, растворение, науглероживание, обезуглероживание и газовыделение проходят в темпе и тесном взаимном контакте реагирующих элементов и фаз.
Так же, как и в первой стадии получения полупродукта в зоне I, в зоне II увеличивается количество шлака. Особенностью предложенного процесса является раннее образование активного шлака. В первых двух зонах весь расплав находится в виде шлако-металлической эмульсии. В этом случае расплав металла и шлака вспенен и вспучен до однородной массы. Этому способствует активный массообмен реагирующих элементов к местам реакций, достигаемый с помощью интенсивного перемешивания достаточно вязкой и тяжелой шлако-металлической эмульсии. При этом вся система стремится к равновесию и концентрации компонентов.
При достижении высокой степени равновесия шлако-металлическая эмульсия разделяется на металл и шлак. Интенсивное разделение продолжается по ходу движения расплава к зоне III, В зону II расплав поступает в виде полупродукта, но уже близкого к заданному химсоставу, если расчет теплового баланса был составлен с учетом неоднородности шихтовых материалов. В зоне III расплав окончательно заканчивает свое разделение на металл и отработанный шлак. Часть металла из зоны III по каналам, имеющимся в массе футеровки зоны II, возвращается обратно в зону I, а другая часть металла и шлака через разгрузочную головку 6 сливается в промежуточную емкость 15. Емкость 15 выполнена чайникового типа, в ней расплав отстаивается, усредняется и окончательно разделяется на шлак и сталь, которые сливаются раздельно по своим желобам в свои емкости. В процессе отстоя расплава расплав подвергается доводке путем раскисления, легирования, обессеривания и доводки до заданного химсостава.
Все это осуществляется в потоке, непрерывно. Непрерывно - значить больше, равномерно - значить лучше. Лучше управлять и контролировать процессы получения качественной стали.
При достаточной длине печи и размера ее диаметра проема, на которых достигается получение полупродукта и готового продукта, в зависимости от интенсивности процесса и в совокупности с применением предложенных вариантов конструкции элементов печи и элементов огнеупорной кладки можно получать сталь практически любой марки, т. к. предложенная печь располагает рядом новых технологических возможностей, с помощью которых в широком диапазоне можно регулировать и управлять процессом сталеварения, например с помощью технологических параметров, таких как:
- регулирование массы возвратной доли перегретого расплава из зоны III в зону I, которое достигается скоростью вращения печи,
- регулирование поступления в печь необходимого объема окислительного газа,
- регулирование поступления в печь необходимой массы шихты с определенной ее температурой,
- регулирование наклона печи, при котором или ускоряется перемещение расплава вдоль проема печи, или перемещение расплава вдоль печи прекращается совсем,
- регулирование подачи в печь дополнительного жидкого или газообразного теплоносителя,
- регулирование скорости вращения печи.
Исходя из вышеперечисленных возможностей регулирования ряда параметров технологического процесса плавки стали данная установка обладает способностью по ходу плавки исправлять непредвиденные нарушения процесса плавки. Например, когда нарушения вызваны: недостатком энергоресурса, поступающего в печь, повышенным содержанием примесей в готовой стали, недостатком или избытком CO в отходящих газах или появления настылей в зоне I.
Для исправления непредвиденного нарушения процесса плавки достаточно снизить темп выпуска стали из печи и подачу шихты в печь. Увеличить или снизить обороты вращения печи, т.е. изменить возвратную долю расплава из зоны III в зону I, изменить расход окислительного газа, изменить энергоресурс в печи. Этого можно достичь путем изменения расхода жидкого или газообразного топлива, подаваемого в зону I, которые обычно используются для стабильности и быстрого реагирования на процесс плавки. Любое из возможных нарушений процесса плавки можно исправить за весьма короткое время.
Производительность печи, в основном, зависит от энергонасыщенности в зоне I, куда поступает не вполне прогретая шихта. Общая энергонасыщенность складывается: от поступления в зону I угля, тепла, поступающего с нагретой шихтой, тепла, поступающего с возвратной долей расплава, и тепла, поступающего в зону III от сжигания в ней жидкого или газообразного топлива.
Таким образом, чтобы иметь высокую производительность печи, кроме оптимальных размеров зон печи и достоинств конструкции огнеупорной кладки, необходимо иметь оптимальную энергонасыщенность в зоне I. Для этого ведение непрерывного процесса плавки может быть поручено автоматическому управлению. С той и другой стороны рассмотрения этого вопроса такая возможность есть.
Исходя из перечисленных особенностей конструкции печи степень усвоения тепла в печи может достигать 75%, тогда как в обычных конвертерах эта величина составляет всего лишь около 43%. Остальное тепло уходит в трубу.
Представляет интерес и весьма выгодно применение набивных и заливных масс для ремонтов огнеупорной футеровки цилиндрических частей предложенной печи и торкрет-масс для текущих ремонтов. Применение набивных и заливных масс широко применяется на НЛМК. Там же освоено факельное торкретирование. Набивка может осуществляться с помощью установок типа "Орбита". Форма проема предложенной печи, ее вращение может полностью способствовать этому варианту.
Сопоставляя и анализируя возможности предложенной печи и действующих в настоящее время ряда разновидностей печей, для производства стали, в том числе и доменных печей, напрашивается однозначный вывод: предложенная печь выгодно отличается от всех ранее известных печей, т.к. все возможные затраты, естественно, будут намного меньше. Отпадает необходимость в дорогостоящем коксе. Подготовка шихтовых материалов не потребует такого обилия оборудования, какое имеется на современных аглофабриках. Можно плавить практически все: железную руду, окалину, шлам, отходы доменного производства из отвалов, метилизированные окатыши и мелкую стружку, которой ряд регионов затоварились. Печь может стать экологическим санитаром. Если смотреть в перспективу, то она позволит отказаться от доменного производства. В 21-м веке будут работать только печи, сопоставимые с предложенным вариантом вращающейся печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ЖЕЛЕЗОРУДНОГО СЫРЬЯ В ЖИДКОЙ ВАННЕ | 1994 |
|
RU2081178C1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2548871C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПЕРЕРАБОТКИ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344179C2 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2103379C1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361926C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ЖИДКОЙ ВАННЕ | 1990 |
|
RU2051180C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕРРОВАНАДИЯ | 2014 |
|
RU2567085C1 |
| СПОСОБ ВЫПЛАВКИ ЧУГУНА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1998 |
|
RU2142516C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2231558C2 |
Изобретение относится к металлургической промышленности. Сущность: способ предполагает перемешивание расплава металла с помощью вращения печи, обеспечение реакционных зон специальными выступами, расположенными на огнеупорной футеровке печи, усиливающие перемешивание расплава. В печи выполнены сообщающиеся каналы, расположенные в огнеупорной футеровке реакционных зон под определенным углом к оси вращения печи, принудительно перемещающих расплав из участка перегретого металла в зону поступления сырых сыпучих материалов. Определенную часть объема расплава из жидкой подвижной ванны вращающейся печи транспортируют по окружности и равномерно рассредоточивают его в виде пленочных струй и мелких капель в газоокислительную среду реакционных зон печи с помощью блок-огнеупорных карманов, встроенных в огнеупорной футеровке реакционных зон печи и имеющих объемную форму вида реторты, выходное отверстие которой сопряжено с образующей проема печи. 4 ил.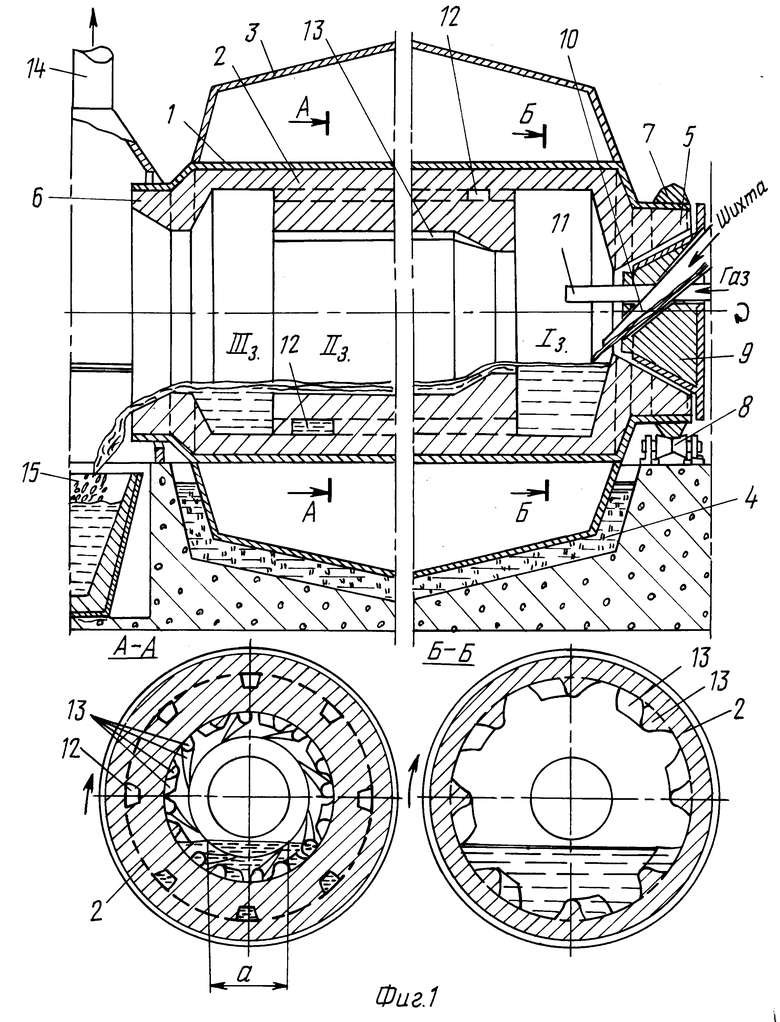
Способ получения готовой стали и полупродукта из железорудного сырья, отходов доменного производства из отвалов и других железосодержащих материалов мелких и пылевидных фракций во вращающейся печи, включающий загрузку шихтовых материалов, расплавление, восстановление и перемешивание жидкой ванны расплава в реакционных зонах за счет вращения печи, за счет выступов, выполненных на поверхности огнеупорной футеровки печи и установленных под углом к центральной оси печи, а также за счет сообщающихся каналов, выполненных под углом в футеровке печи и обеспечивающих принудительное перемещение части расплава из участка перегретого объема расплава в зону загрузки шихтовых материалов, отличающийся тем, что дополнительно осуществляют захват части расплава из жидкой ванны, его транспортировку по окружности и равномерное рассредоточение в виде пленочных струй и мелких капель в газоокислительной среде реакционных зон печи за счет карманов, выполненных в огнеупорной футеровке печи и имеющих объемную форму в виде реторты, выходное отверстие которой сопряжено с образующей проема вращающейся печи.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Афанасьев А.Т | |||
| Краткий справочник конвертерщика | |||
| - М.: Металлургия, 1974, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, заявка, 94025705, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
