Изобретение относится к вспомогательным устройствам для токарных танков, точнее - к устройствам для наладки режущих инструментов, и может быть применено при наладке вне станка многорезцовых блоков, используемых, например, в комбинированных инструментах для обработки наружных поверхностей.
Известно устройство для настройки резцов на размер вне станка, содержащее измерительный элемент на промежуточный упор, контактирующий с вершиной резца (а.с. СССР 252042, кл. B 23 B 25/06).
При настройке резцов многорезцового блока с помощью такого устройства необходимо производить настройку каждого резца, извлеченного из блока, с последующей установкой и закреплением их в корпусе блока. Возникающие при установке и закреплении погрешности могут быть соизмеримы с допуском на обработку, что снижает точность взаимного расположения резцов в блоке, и, следовательно, снижает точность обработанных таким блоком деталей.
Известно устройство для настройки плавающего двухрезцового блока, содержащее закрепленный на основании эталонный элемент с цилиндрической боковой поверхностью, предназначенной для взаимодействия с вершинами резцов, при этом диаметр цилиндрической поверхности соответствует требуемой величине диаметра заготовки после обработки (а.с. СССР 1281345, кл. B 23 B 25/06).
При настройке с помощью такого устройства многорезцового блока резцы не извлекаются из корпуса блока и за счет этого повышается точность взаимного расположения вершин резцов.
Однако точность настройки по диаметральному размеру и относительно оси блока недостаточна, так как после установки резцов в процессе их зажатия может произойти смещение резца в сторону внедрения в жесткий эталонный элемент или в сторону образования зазора между вершиной резца и эталонным элементом. При этом устройство не позволяет контролировать и корректировать положение вершин резцов. Кроме того, с помощью такого устройства можно настроить резцовый блок только на определенный диаметр. При изменении диаметра обработки необходимо другое устройство с эталонным элементом, имеющим другой диаметр боковой цилиндрической поверхности.
Задачей изобретения является создание приспособления для настройки резцов многорезцового блока, имеющего диапазон настройки диаметра обработки и обеспечивающего диаметральную точность их взаимного расположения по отношению к оси блока.
Для решения поставленной задачи усовершенствуется приспособление для настройки резцов многорезцового блока для обработки наружной поверхности, содержащее закрепленный на основании эталонный элемент с цилиндрической боковой поверхностью.
Это усовершенствование заключается в том, что эталонный элемент выполнен в виде втулки с продольным вырезом, в котором расположена с возможностью радиального перемещения планка.
Кроме того, вырез может быть образован продольными прорезями на втулке, а планка - представляет собой образованный прорезями упругий в радиальном направлении лепесток.
Выполнение эталонного элемента в виде втулки позволяет использовать поверхность отверстия втулки для контроля положения наружной поверхности, контактирующей с вершиной резца, а следовательно, контролировать положение вершины резца в процессе настройки и его закрепления. Кроме того, поверхность отверстия втулки является началом отсчета при контроле положения всех резцов, что необходимо для обеспечения точности настройки.
Выполнение во втулке продольного выреза и расположение в нем планки, имеющей возможность радиального перемещения, позволяет за счет перемещения планки в радиальном направлении изменять диаметр настройки резцов в диапазоне перемещения планки, обеспечивая при этом как диаметральную точность, так и точность расположения резцов относительно оси блока.
Образование выреза продольными прорезями на втулке, а планки в виде образованного прорезями упругого в радиальном направлении лепестка позволяет получить приспособление, в котором планка является частью боковой поверхности эталонного элемента (втулки), что упрощает конструкцию устройства и повышает точность настройки блока.
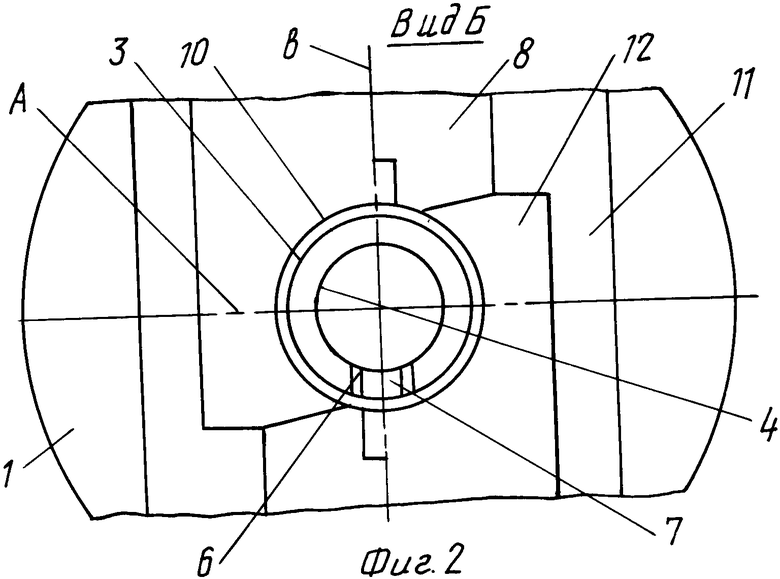
На фиг. 1 изображено приспособление для настройки двухрезцового обточного блока (показанного тонкими линиями); на фиг. 2 - вид по стрелке Б на фиг. 1.
Приспособление содержит закрепленный на основании 1 эталонный элемент, выполненный в виде втулки 2 с цилиндрической боковой поверхностью 3 и цилиндрическим отверстием 4. Втулка 2 имеет продольный вырез 5, образованный продольными прорезями 6. В вырезе 5 расположена с возможностью радиального перемещения планка 7, выполненная в приведенном варианте в виде упругого в радиальном направлении лепестка, образованного прорезями 6 (глубина прорезей 6 определяется исходя из условий упругой деформации лепестка 7 в радиальном направлении при перемещении резца 8).
На планке (лепестке) 7 в месте контакта с вершиной резца 8 расположена вставка 9 из износостойкого материала, например твердого сплава ВК 8. В нижней части втулки 2 расположен цилиндрический поясок 10 для базирования корпуса 11 резцового блока 12 по его отверстию.
Настройку резцов 8 производят следующим образом. Резцовый блок 12 устанавливают на основании 1, базируя его корпус 11 на цилиндрической поверхности пояска 10. В отверстие 4 втулки 2 вводят нутромер (не показан), располагая его измерительные наконечники на поверхности отверстия 4 втулки 2 в диаметральной плоскости "А" (без выреза) и устанавливают "ноль" на шкале индикатора нутромера. Поворачивая корпус 11 на пояске 10, устанавливают резец 8 против планки (лепестка) 7 и перемещают резец 8 (механизм перемещения не показан) в корпусе 11 в радиальном направлении до его контакта со вставкой 9 на планке 7. Нутромер располагают в диаметральной плоскости "B" с опорой неподвижного измерительного наконечника на поверхность отверстия 4, а подвижного - на планку (лепесток) 7. Резец 8 перемещают в радиальном направлении, воздействуя на планку (лепесток) 7 и подвижный измерительный наконечник нутромера, изменяя показания его индикатора. Резец 8 перемещают до получения на индикаторе показания "ноль", если диаметр настройки резцов 8 (диаметр обработки) соответствует диаметру наружной цилиндрической боковой поверхности 3 втулки 2. В случае, когда диаметр настройки резцов отличается от диаметра цилиндрической боковой поверхности 3 втулки 2, резец 8 перемещают до получения на индикаторе показания, равного половине разности диаметра цилиндрической поверхности 3 и диаметра настройки резцов 8 (в сторону увеличения или уменьшения).
Настройку второго резца блока 12 производят аналогично.
Таким образом, при настройке многорезцового блока 12 обеспечивается установка резцов 8 на необходимый диаметр, диапазон изменения которого определяется величиной радиального перемещения планки 7. В процессе установки и закрепления резцов 8 происходит контроль положения вершин резцов 8, настройка всех резцов 8 блока 12 происходит без переустановки корпуса 11, а при настройке сохраняется начало отсчета положения всех резцов 8, что обеспечивает диаметральную точность и точность относительного положения резцов 8 блока 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный отрезной резец | 1988 |
|
SU1510993A1 |
| Многорезцовое приспособление к токарным станкам | 1949 |
|
SU83853A1 |
| Устройство для подналадки резцов в многорезцовых токарных станках | 1980 |
|
SU876314A1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| РЕЗЕЦ | 1990 |
|
SU1743056A1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |
Изобретение относится к вспомогательным устройствам для токарных станков, предназначенных для наладки режущих инструментов, и может быть применено при наладке вне станка многоразовых блоков, используемых, например, в комбинированных инструментах для обработки наружных поверхностей. Приспособление обеспечивает диапазон настройки резцов на диаметр обработки и диаметральную точность их взаимного расположения по отношению к оси блока. Приспособление содержит закрепленный на основании эталонный элемент в виде втулки с цилиндрической боковой поверхностью. На втулке выполнен вырез, в котором размещена с возможностью радиального перемещения планка. 1 з.п. ф-лы, 2 ил.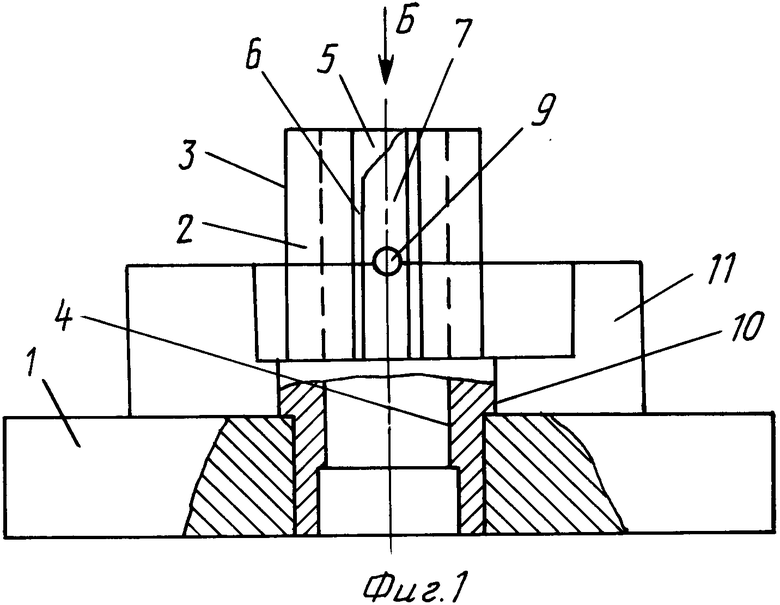
| SU, авторское свидетельство, 1281345, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
