Изобретение относится к механической обработке и может быть использовано при высокопроизводительной токарной обработке нежестких валов на станках с програминым управлением.
Известен способ многорезцового точения, например тремя резцами, расположенными равномерно по окружности относительно оси детали. Вершины резцов располагают в различных плоскостях, перпендикулярных оси , т.е. с осевым смещением. Одному из резцов задают программу только в радиальном направлении в зависимости от требуемой формы детали. Этот резец устанавливается на большую глубину обработки и является формообразуюш,им. Остальные резцы устанавливают на меньшую глубину обработки. Всем резцам сообщают движение подачи вдоль оси обрабатьшаемой детали, формообразующему резцу - радиальное перемещение по программе, а остальным резцам . - радиальное перемещение с учетом положения формообразующего в каждый момент обработки в зависимости от величины снимаемого им припуска, обеспечивая равенство припусков на всех трех резцах 1.
Однако колебания диаметральных размеров заготовки существенно отражается на диаметральных размерах готовой детали, снижая тем самым точность обработки, а перемещение резцов, установленных на меньшую глубину обработки (неформообразующих), требует наличия устройства с числовым управлением, что усложняет реализацию способа, снижая качество обработанной поверхности и производительности обработки.
Цель изобретения - повыщение качества обработанной поверхности, точности и производительности обработки.
Цель достигается тем, что согласно способу многорезцового точения верщины всех резцов располагают в одной плоскости, перпендикулярной оси обрабатываемой детали, неформообразующие резцы настраивают на глубину обработки, меньшую глубины обработки формообразующего резца на величину, соизмеримую с высотой микронеровностей поверхности, образованной формообразующим резцом, при этом всем резцам при наличии продольной подачи сообщают синхронное перемещение в радиальном направлении, а неформообразующим резцам дополнительно сообщают перемещение в продольном направлении.
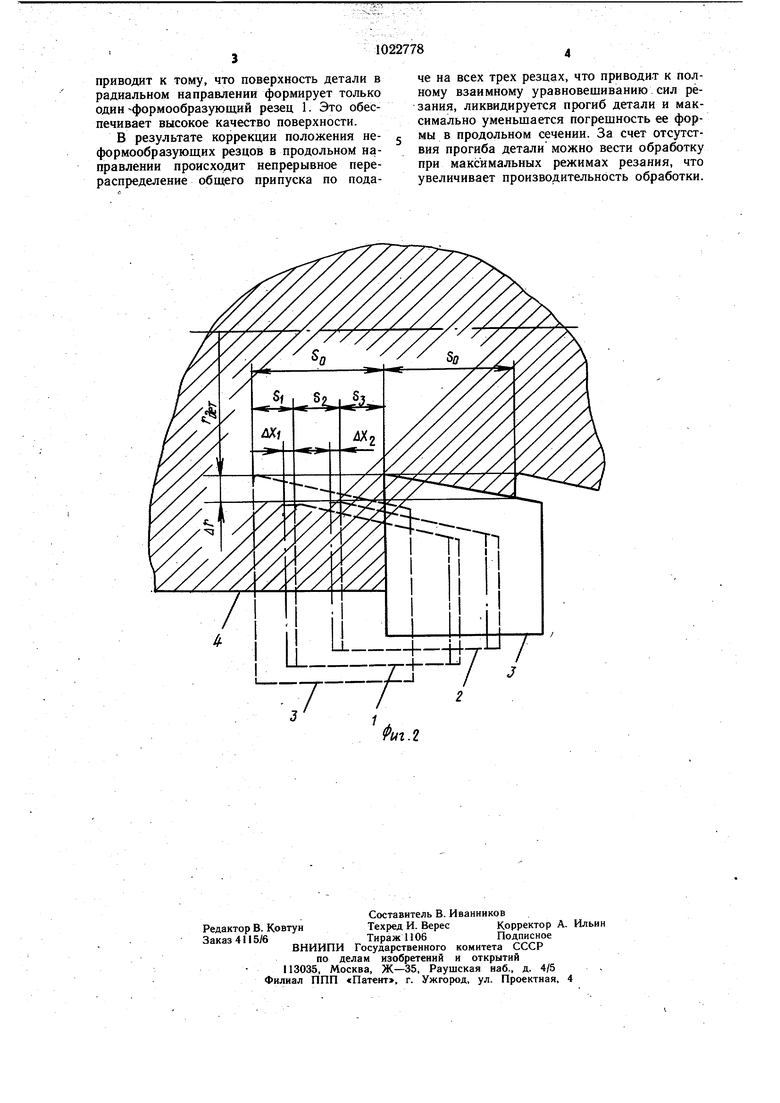
На фиг. 1 показана схема реализация предлагаемого способа многорезцового точения; на фиг. 2 - схема распределения припуска между резцами. Штри.ховыми линиями показаны резцы, условно совмещенные в одной плоскости путем доворота по винтовым линиям их следов. Штрихпунктирньши линиями показаны неформообразующие резцы после регулирования их положе,ний в п-родольном направлении.
Способ реализуется следующим образом.
Верщины резцов 1, 2 и 3 устанавливают в одной плоскости, перпендикулярной оси обрабатываемой детали 4, располагают их равномерно по окружности вокруг оси детали. Вершину формообразующего резца 1 выставляют на размер обработки Гд, а верщины неформообразующих резцов 2 и 3 - на размер обработки г + Лг, причем величина Аг соизмерима с высотой микронеровностей поверхности, образованной формообразующим резцом.
5 Суппортом 5 всем резцам в процессе обработки сообщается продольная подача. Формообразующий резец закрепляют на радиальном суппорте 6, а неформообразующие резцы 2 и 3 закрепляют на радиальных суппортах 7 и 8 и связывают последние с устройствами микроподач 9 и 10, создавая им возможность осуществлять в процессе резания корректирующие перемещения в продольном направлении.
Затем осуществляют пробный проход, в
5 результате которого по наличию конусности устанавливают зависимость между погрешностью формы детали и величиной смещения резцов в продольном/направлении. Величина конусности характеризует величину нескомпенсированных в поперечном
0 сечении сил резания и определяет необходимую коррекцию ЛХ, и ЛХг неформообразующих резцов 2 и 3, которую в качестве управляющей программы закладывают в арифметическое устройство 11, связанное с устройствами микроподач 9 и 10. После
5 выщеперечисленных подготовительных операций включают продольный суппорт 5 и подают его по команде от блока управления 12 ЧПУ, одновременно суппорты 8, 9 и 10 подают в радиальном направлении по команQ де от блока управления 13 ЧПУ и таким образом осуществляют процесс точения, ва время которого формообразующий резец 1 точит поверхность с радиусом Гд.., а неформообразующие резцы 2 и 3 точат поверхность с радиусом Гд„ +ЛГ. По сигналу
5 арифметического устройства 11 включаются устройства продольных микроподач 9 и 10 и неформообразующие резцы 2 и 3 перемещаются на величину заранее установленной коррекции AXi и лХг.
Верщины резцов 1, 2 и 3 расположены в одной плоскости и равномерно распределены вокруг детали, что означает деление припуска по подаче на три приблизительно равные части (фиг. 2) и является залогом уравновещивания сил резания. Это в свою
5 очередь обеспечивает точность и качество поверхности.
То обстоятельство, что неформообразующие резцы настроены на радиус Гдет + лг
приводит к тому, что поверхность детали в радиальном направлении формирует только одни-формообразующий резец 1. Это обеспечивает высокое качество поверхности.
В результате коррекции положения неформообразующих резцов в продольном направлении происходит непрерывное перераспределение общего припуска по подаче на всех трех резцах, что приводит к полному взаимному уравновешиванию сил резания, ликвидируется прогиб детали и максимально уменьшается погрешность ее формы в продольном сечении. За счет отсутствия прогиба детали можно вести обработку при максимальных режимах резания, что увеличивает производительность обработки.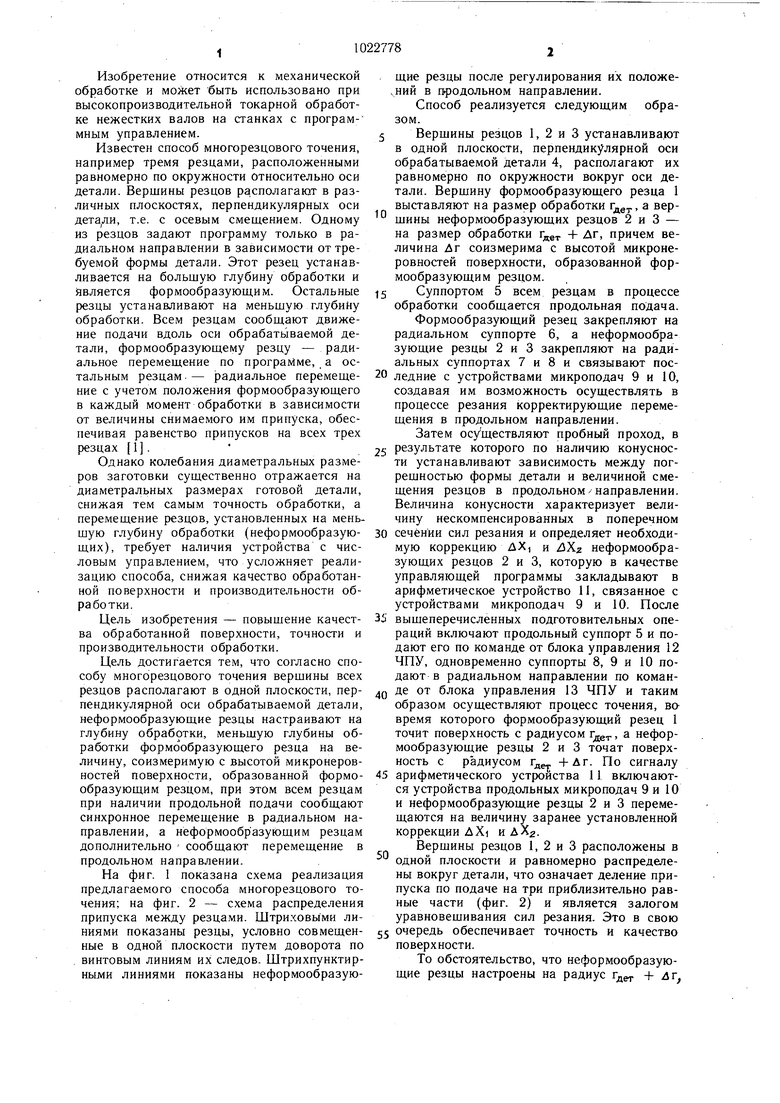
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления многоинструментальной обработкой | 1976 |
|
SU588065A1 |
| Способ многорезцового точения канавок в деталях | 1986 |
|
SU1467856A1 |
| Способ механической обработки нежестких деталей | 1974 |
|
SU484937A1 |
| Способ многорезцового точения | 1975 |
|
SU588061A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Способ комбинированной обработки точением и поверхностным пластическим деформированием | 2020 |
|
RU2728994C1 |
| Система управления многоинструментальной обработки резцами | 1978 |
|
SU782964A1 |
| Станок для многорезцового точения гибких валов | 1978 |
|
SU1036459A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
СПОСОБ МНОГОРЕЗЦОВОГО ТОЧЕНИЯ, согласно которому резцам, равномерно расположенным по окружности вокруг оси обрабатываемой детали, сообщают продольную подачу и взаимосвязанные перемещения в радиальном направлении, а вершины резцов, один из которых - формообразующий, располагают на различных расстояниях от оси обрабатываемой детали, отличающийся тем, что, с целью повышения качества обработанной поверхности, точности и производительности обработки, вершины всех резцов располагают в одной плоскости, перпендикулярной оси детали, неформообразующие резцы настраивают на глубину обработки, меньшую глубины обработки формообразующего резца на величину, соизмеримую с высотой микронеровностей поверхности, образованной формообразующим резцом, при этом всем резцам при наличии продольной подачи сообщают синхронные перемещения в радиальном направлении, а неформообразующим резцам дополнительно сообщают перемещения в продольном направлении.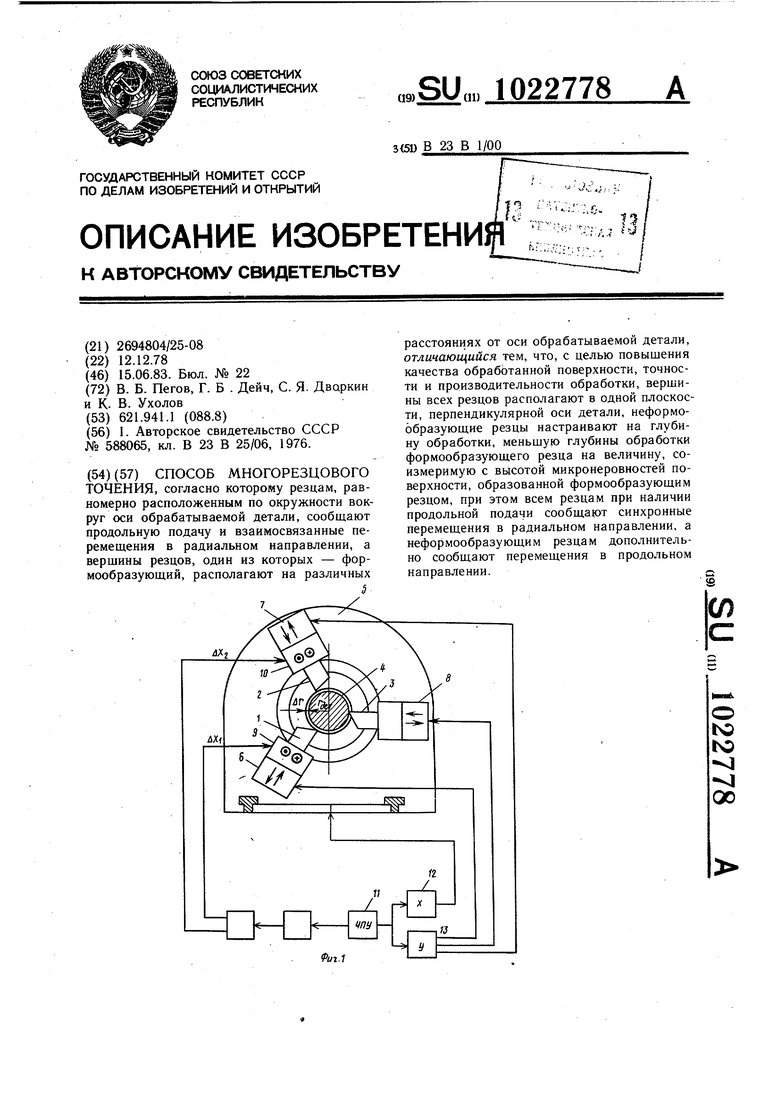
| I | |||
| Система управления многоинструментальной обработкой | 1976 |
|
SU588065A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
