Изобретение относится к медицине, в частности травматологии и ортопедии, и может быть использовано для восстановления функции коленного сустава путем эндопротезирования.
Известен протез сустава, состоящий из бедренного, изготовленного из виталиума, и большеберцового, изготовленного из высокомолекулярного ультраплотного полиэтилена, компонентов. Протез позволяет при показаниях замену надколенника протезом, изготовленным из полиэтилена. Бедренный компонент состоит из двух мыщелковых частей, которые соединены между собой коробчатой мыщелковой секцией, впереди находится фланец для сочленения с надколенником. Большеберцовый компонент содержит пластинчатую платформу, на верхней поверхности которой на расстоянии одна от другой выполнены две боковые вогнутости. В каждую вогнутость входит соответствующая мыщелковая часть бедренного компонента. Вверх от платформы отходит расположенная между вогнутостями стойка, входящая в межмыщелковую секцию бедренного компонента, которая ограничена боковыми стенками. В заднем конце верхней стенки смонтирован кулачковый следящий механизм с выпуклой в поперечной плоскости упорной поверхностью [1].
Недостатками известного протеза являются материалы, из которых изготовлены компоненты. Пара трения металл-полиэтилен обладает антифрикционными свойствами, но в коленном суставе возникают значительные нагрузки, которые приводят к износу сочленяющих поверхностей, из-за больших размеров гранул продукты износа не могут утилизироваться макрофагами, что чревато развитием так называемой "полиэтиленовой болезни", приводящей к расшатыванию компонентов протеза. При имплантации протеза удаляются крестообразные связки, их функция возлагается на задний стабилизирующий механизм, который предохраняя голень от смещения кзади, препятствует ее ротации, что приводит к возникновению пиков нагрузок между сочленяющимися поверхностями и нарушает стабильность фиксации протеза в кости. При замещении надколенника развиваются осложнения, такие, как асептический некроз, переломы надколенника, расшатывание протеза, разрывы связки надколенника. В случае незамещения надколенника суставной хрящ при трении о металл эрозируется.
Известен протез сустава со скольжением, выполненный из биосовместимого материла с хорошими антифрикционными свойствами, в частности из керамики, состоящего из охватываемого и охватывающего компонентов. Каждый из компонентов имеет штифт для крепления в соответствующей кости и соединенную со штифтом платформу. Охватываемый компонент имеет по крайней мере две сферические поверхности, соосные с восстанавливаемым суставом. Охватываемый компонент имеет полусферические углубления в том же количестве, с таким же общим радиусом в поперечном сечении, как и сферические зоны. Каждое углубление является седлом для охватываемого элемента [2].
Конструкцией предусмотрено сохранение крестообразных связок.
Недостатками известного протеза является то, что сочленяющиеся поверхности не в полной мере повторяют анатомию нормального коленного сустава, которая характеризуется асимметрией медиального и латерального мыщелков, поэтому возникает несоответствие между траекторией движения сочленяющихся поверхностей и неравномерным натяжением крестообразных связок, следствием чего являются соударение между суставными поверхностями, возникновение разновеликих нагрузок, приводящих к расшатыванию компонентов протеза. Взаимодействие суставного хряща надколенника с фланцем на передней поверхности бедренного компонента приводит к эрозии хряща.
Целью изобретения является создание эндопротеза коленного сустава, который при обеспечении высокой надежности и биосовместимости обеспечивает функциональные свойства, характерные для естественного сустава, и физиологические условия для функции мышц, связок и других анатомических структур, окружающих сустав.
Поставленная цель достигается тем, что в протезе, состоящем из бедренного компонента, включающего платформу и короткий внутрикостный стержень (ножку), который служит для крепления в переднем отделе дистального метафиза бедренной кости, при сохранении феморо-пателлярного сустава интактным за счет нижнего торца платформы и ножки увеличивается площадь контакта протеза с костью, что обеспечивает равномерное распределение нагрузок и стабильное положение протеза в кости. При фиксации протеза не нарушается целостность костномозговой полости, не повреждаются эндостальные сосуды, не страдает кровоснабжение бедренной кости.
Суставная поверхность бедренного компонента выполнена в виде асимметричных мыщелковых выступов тороидальной формы с расположенным между ними углублением для размещения в нем клиновидного упора большеберцового компонента при разгибании сустава. На мыщелках большеберцового компонента в направлении сгибания выполнены ответные канавки тороидальной формы постоянного радиуса кривизны в отличие от выступов бедренного компонента, у которого радиус кривизны выступов уменьшается кзади.
В направлении перпендикулярно сгибанию радиус тороидальных канавок большеберцового компонента увеличивается, что в сочетании с уменьшающимся радиусом кривизны выступов бедренного компонента обеспечивает ротацию большеберцового компонента при сгибании в пределах +15o.
Медиальные и латеральные компоненты бедренного и большеберцового компонентов соединены между собой перемычками, располагающимися при установке протеза спереди от межмыщелкового возвышения, оставляя его интактным вместе с прикрепляющимися крестообразными связками.
Выполнение тороидальных выпуклостей и различный радиус кривизны канавок тороидальной формы позволяет в процессе разгибания суживать зазор между контактирующими поверхностями эндопротеза и, таким образом, постепенно уменьшать угол ротации большеберцового компонента по продольной оси голени, доводя его до нуля при полном разгибании. Наличие асимметрии мыщелков бедра обеспечивает постоянное натяжение крестообразных связок, благодаря которому сочленяющиеся поверхности удерживаются в постоянном контакте, пятно контакта может быть больше или меньше в зависимости от угла сгибания. Между сочленяющимися поверхностями за счет совпадения радиуса кривизны поверхностей и чистоты обработки образуется гидравлический слой, обладающий присасывающим действием, который предохраняет поверхности от чрезмерного износа и способствует амортизации при передаче нагрузок.
Изготовление протеза цельнокерамическим обеспечивает его высокую биосовместимость. Пара трения "керамика-керамика" обладает высокими антифрикционными свойствами.
Анализ существующего уровня техники показывает отсутствие аналогов, совокупность признаков которых была бы сходна с совокупностью существенных признаков изобретения. Поэтому заявляемое техническое решение отвечает требованиям критерия "новизна". Объект по изобретению может изготавливаться промышленным способом. При его использовании в медицине обеспечивается вышеописанный положительный эффект, поэтому предлагаемое техническое решение удовлетворяет требованиям критерия "промышленная применимость". Для специалиста изобретение явным образом не следует из существующего уровня техники. Поставленная задача решается оригинальным способом, позволяющим максимально использовать свойства материала, в частности корундовой керамики, поэтому изобретение отвечает требованиям критерия "изобретательский уровень".
На фиг. 1 показан протез, вид сзади; на фиг. 2 - то же, вид сбоку; на фиг. 3 - бедренный компонент, вид сверху; на фиг. 4 - протез, вид спереди.
Протез коленного сустава состоит из бедренного компонента 1, включающего в себя внутрикостный стержень 2, предназначенный для крепления в метафизе бедра, соединенный с платформой, представленной асимметричными латеральным 3 и медиальным 4 мыщелками, перемычкой 5 и углублением 6 для клиновидного упора большеберцового компонента. Большеберцовый компонент 7 состоит из внутрикостного стержня 8 с ребрами жесткости 9, предназначенного для увеличения прочности и предотвращения ротационных смещений, клиновидного упора 10 и платформы 11.
В качестве второго прототипа выбран способ изготовления керамических изделий, включающий подготовку исходных сырьевых материалов, приготовление керамической массы, формование деталей горячим литьем под давлением, высокотемпературную сушку, окончательный обжиг и механическую обработку после обжига [3].
Цель изобретения - обеспечение необходимых прочностных характеристик для элементов протеза, испытывающих повышенные нагрузки при эксплуатации с максимальным сохранением полезных свойств керамического материала.
В соответствии с изобретением при дообжиговой механической обработке производят загрубление шероховатости поверхностей протеза, имплантируемых в губчатую и кортикальную костную ткань, в частности стержня и платформы, при послеобжиговой механической обработке производят шлифовку до заданного размера и полировку поверхностей трения тороидальных пар. После термической обработки заготовку подвергают двухступенчатой термостабилизации в вакууме и атмосферной среде, после окончательной послеобжиговой механической обработке производят повторную термостабилизацию с контролем на соответствие номинальной величины напряженности материала. При этом дообжиговую механическую обработку производят твердозакрепленным крупнозернистым абразивным инструментом, а окончательную обработку после обжига - твердозакрепленным и свободным алмазным инструментом, алмазными кругами и пастами. Номинальную величину напряженности определят опытным путем - испытанием опытных образцов на стенде до разрушения.
Механическая обработка заготовки крупнозернистым абразивным инструментом до обжига обеспечивает развитие поверхности за счет загрубления шероховатости стержня и платформы, не нарушая поверхностного слоя в глубину и сохраняя пористость материала. Это обеспечивает хорошее прорастание в протез костной ткани.
Механическая обработка алмазным инструментом поверхностей трения тороидальных пар обеспечивает получение максимально возможного пятна контакта на активном участке работы протеза (180 - 135o), доводку до заданного размера и получение необходимой шероховатости, что способствует равномерному распределению давления по трущимся поверхностям и надежной долгосрочной продолжительности функционирования эндопротеза.
Двухступенчатая термостабилизация после термической обработки обеспечивает снятие возникающих при воздействии температур напряжений, снижающих прочностные характеристики, что может являться причиной разрушения протеза при нагрузках. Термостабилизация после окончательной механической обработки обеспечивает снятие напряжений, возникающих в материале эндопротеза в ее результате. Контроль на соответствие номинальной величине напряженности материла дает гарантию обработки изделий, подверженных разрушению при эксплуатации, что очень важно для такого специфического изделия, как эндопротез.
Анализ существующего уровня техники показывает отсутствие аналогов, совокупность признаков которых была бы сходна с совокупностью существенных признаков изобретения. Поэтому заявляемое техническое решение отвечает требованиям критерия "новизна".
Предлагаемый способ предназначен для серийного изготовления изделий промышленным путем. При его использовании достигается описанный положительный эффект. Поэтому предлагаемое техническое решение отвечает требованиям критерия "промышленная применимость".
Сущность технического решения рассматривается на примере его выполнения.
Глинозем (ГЛМК) подвергали обработке в водной среде в шаровой мельнице до тонины 9,5 - 10,0 см г/г, просушивали при 100-5oC, прокаливали при 600 - 20oC и смешивали в гомогенезаторе с органической связкой с содержанием параформа. Формование выполняли методом горячего литья под давлением на литьевой машине 06ФКЛ100.020. Заготовки подвяливали и сушили при 100 - 5oC. Дообжиговая механическая обработка заключалась в загрублении шероховатости поверхностей стержня и платформы, контактирующих с костной тканью после имплантации, с помощью крупнозернистого абразивного инструмента. Затем заготовку подвергали обжигу по известному режиму до 1720 - 20oC с последующим термостабилизирующим отжигом в вакуумной и атмосферной средах. Послеотжиговая механическая обработка заключалась в доводке до заданных размеров с последующей полировкой поверхностей трения тороидальных пар. После этого производились повторная двухступенчатая термостабилизация и контроль напряженности материала. При этом номинальные величины напряжений определяли опытным путем - испытанием опытных образцов на стенде разрушения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ЭНДОПРОТЕЗА КОЛЕННОГО СУСТАВА | 1994 |
|
RU2110972C1 |
| ПРОТЕЗ КОЛЕННОГО СУСТАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2057495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ЭНДОПРОТЕЗА КОЛЕННОГО СУСТАВА | 1997 |
|
RU2141292C1 |
| ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 1997 |
|
RU2121319C1 |
| ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 2000 |
|
RU2204359C2 |
| ТОТАЛЬНЫЙ ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 1993 |
|
RU2076667C1 |
| СПОСОБ ОПЕРАТИВНОГО ВОССТАНОВЛЕНИЯ БОКОВЫХ СВЯЗОК КОЛЕННОГО СУСТАВА ПРИ ХИРУРГИЧЕСКОМ ЗАМЕЩЕНИИ ПОРАЖЕННЫХ ОПУХОЛЬЮ МЫЩЕЛКОВ БЕДРА ИНДИВИДУАЛЬНЫМ ЭНДОПРОТЕЗОМ | 2002 |
|
RU2241401C2 |
| СПОСОБ ЛЕЧЕНИЯ ДЕФОРМИРУЮЩЕГО АРТРОЗА КОЛЕННОГО СУСТАВА | 1995 |
|
RU2128478C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВРЕЖДЕННОЙ ВНУТРЕННЕЙ БОКОВОЙ СВЯЗКИ КОЛЕННОГО СУСТАВА | 1994 |
|
RU2106825C1 |
| СПОСОБ АРТРОПЛАСТИКИ КОЛЕННОГО СУСТАВА | 1992 |
|
RU2063183C1 |



Использование: в медицине, в частности в травматологии для восстановления функции коленного сустава. Сущность: эндопротез коленного сустава выполнен из керамики и состоит из бедренного и большеберцового компонентов, включающих внутрикостные стержни с платформами. Сопрягаемые поверхности платформ имеют форму мыщелковых элементов. Большеберцовый компонент имеет клиновидный упор, расположенный между мыщелковыми элементами, для которого между асимметричными мыщелками бедренного компонента выполнено углубление. На продольной поверхности мыщелковых элементов бедренного компонента выполнены выступы тороидальной формы. На мыщелках большеберцового компонента выполнены ответные канавки тороидальной формы. Радиус выступов уменьшается в направлении сгибания. Радиус кривизны канавок увеличивается в перпендикулярном сгибанию направлении. Способ изготовления керамического эндопротеза коленного сустава включает подготовку исходных материалов, приготовление керамической массы, формование заготовки горячим литьем под давлением, высокотемпературную сушку, дообжиговую механическую обработку. При дообжиговой механической обработке производят загрубление шероховатости поверхностей, контактирующих с костной тканью, в частности стержня и платформы. При послеобжиговой механической обработке производят шлифовку и доводку элементов эндопротеза до заданного размера и полировку поверхностей трения тороидальных пар. После термической обработки заготовку подвергают двухступенчатой термостабилизации в вакууме и атмосферной среде. После окончательной послеобжиговой механической обработки проводят повторную термостабилизацию для снятия внутреннего напряжения с контролем на соответствие номинальной величине напряженности материала. 2 с. и 2 з. п. ф-лы, 4 ил.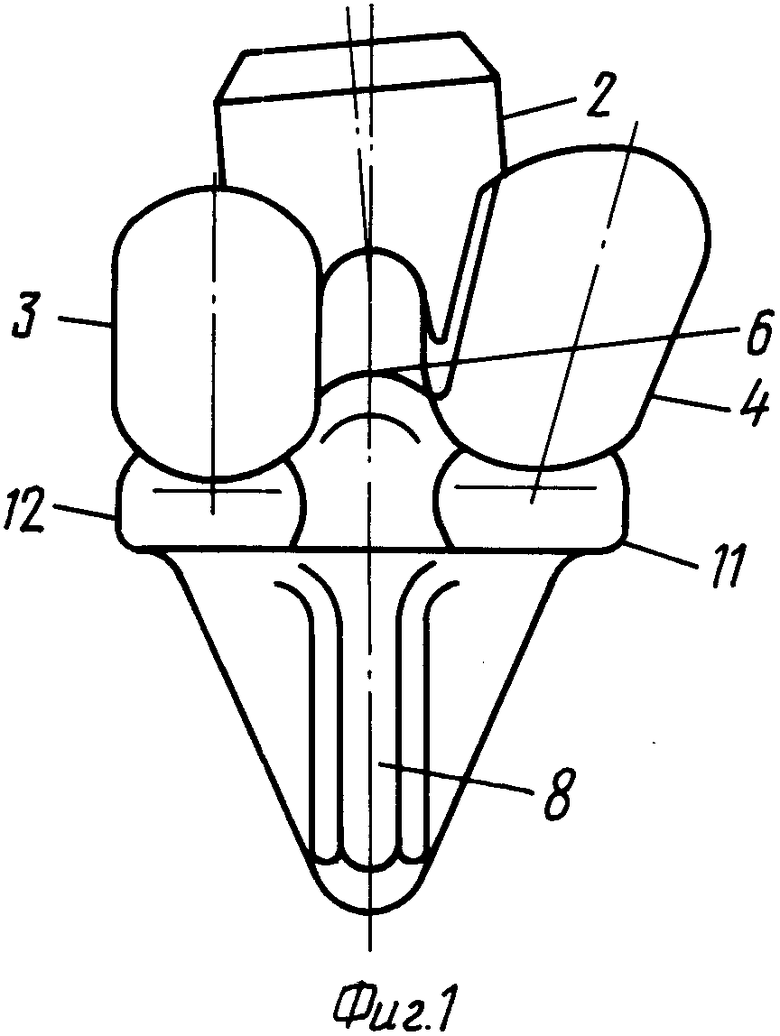
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 429892, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| FR, заявка, 2465470, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Исследование высокоглиноземистого керамического материала на разных стадиях процесса изготовления заготовок и деталей из него | |||
| - Л.; Азимут Экол, 1990. | |||
