Изобретение относится к области медицины, в частности травматологии и ортопедии, и может быть использовано для восстановления функции коленного сустава путем эндопротезирования.
Известен протез коленного сустава, позволяющий аксиальную ротацию большеберцового компонента, состоящий из трех компонентов: бедренного, выполненного из металла; большеберцового, изготовленного из высокоплотного полиэтилена; металлического стержня, соединяющего оба компонента и обеспечивающего передне-заднюю и варус-вальгусную стабильность (Attenborough, 1978).
При имплантации протеза первоначально устанавливаются бедренный и большеберцовый компоненты, затем центральный стержень, один конец которого помещается в отверстие в центре большеберцового компонента, а другой, имеющий сферу большего диаметра, чем диаметр стержня, вводится в чашу, расположенную между мыщелками бедренного компонента, образуя шарнирное соединение с постоянным центром вращения. Кривизна мыщелков бедренного компонента уменьшается по направлению кзади, таким образом, если большеберцовый компонент находится в положении сгибания 20o и более, возможна аксиальная ротация. При полностью разогнутой голени или сгибании не более 20o аксиальная ротация невозможна.
Недостатками известного протеза являются:
постоянный центр вращения большеберцового компонента в сагитальной плоскости исключает скольжение между компонентами, характерное для нормального коленного сустава;
при сгибании большеберцового компонента на 20o и более имеется малая площадь контакта только между сферой центрального стержня и чашей бедренного компонента, большие нагрузки, действующие на эту площадь, способствуют быстрому износу компонентов, перелому центрального стержня;
изготовление большеберцового компонента из полиэтилена часто приводит к его усталостным повреждениям;
во время имплантации центрального стержня имеются технические трудности, это требует применения специального дополнительного инструментария, большой резекции костной ткани на большеберцовой кости, приводящее к укорочению конечности.
Известен выбранный в качестве прототипа эндопротез коленного сустава из биоинертного материала, в частности титана с антифрикционными трущимися поверхностями, в частности из фторопласта, состоящего из бедренного компонента, включающего в себя стержень, один конец которого приспособлен для крепления в бедренной кости, а другой снабжен платформой с вильчатым креплением для подшипника с ограничением поворота вокруг оси до 180o; большеберцовый компонент включает в себя стержень, один конец которого приспособлен для крепления в большеберцовой кости, а другой конец снабжен платформой двумя параллельными мыщелковыми элементами вогнутости. Большеберцовый компонент закреплен на цилиндрическом подшипнике скольжения с помощью стержня, расположенного между вогнутостями, входящего в отверстие в цилиндре (заявка на изобретение (положительное решение) СССР, 4873930/14, 31.08.90).
Материалы протеза-прототипа обладают биоинертностью (титан), хорошими антифрикционными свойствами (фторопласт), однако они отличаются от костного материала по таким свойствам и как вес, теплопроводность, тепловое расширение. Кроме того, титан имеет высокую стоимость, а фторопласт обладает холодной текучестью, ограничивающей срок эксплуатации изготовленных из него деталей.
Сборка компонентов протеза во время операции не представляет трудности, стержень большеберцового компонента вводится в отверстие на подшипнике бедренного компонента при сгибании голени до острого угла. При сниженном тонусе мышц, окружающих коленный сустав, необходимости значительной резекции костной ткани, устранении грубых деформаций сустава в послеоперационном периоде возможна дислокация стержня большеберцового компонента из отверстия подшипника бедренного компонента. Это серьезное осложнение требует дополнительного оперативного лечения. Открытое вправление компонентов эндопротеза в последующем не гарантирует от развития подобного осложнения.
Целью изобретения являлось создание протеза коленного сустава, который при обеспечении высокой надежности и биосовместимости, имитируя по функциональным свойствам естественный сустав, обеспечивая условия функционирования мышц и других функциональных элементов, обеспечивал бы замыкание большеберцового компонента в подшипнике бедренного компонента, предотвращая возможность дислокации большеберцового компонента.
Поставленная задача решается за счет того, что в известном протезе, в соответствии с изобретением, выполненным цельнокерамическим, стержень большеберцового компонента имеет головку в форме цилиндра, большего диаметра чем шейка, боковые части головки образуют две лыски, расстояние между которыми равно диаметру шейки стержня. Вход в цилиндрический канал подшипника бедренного компонента имеет форму прямоугольного отверстия с параллельными во фронтальной плоскости сторонами, так что для введения стержня большеберцового компонента в подшипник необходима ротация компонента 45o по отношению к фронтальной плоскости; высота стержня больше высоты канала подшипника на величину головки. Замыкание большеберцового компонента обеспечивается следующим образом: после имплантации бедренного и большеберцового компонентов протеза голень с большеберцовым компонентом ротируется кнаружи, до угла в 45o к фронтальной плоскости, головка и стержень вводятся в прямоугольное отверстие канала подшипника до соприкосновения сочленяющихся поверхностей протеза, что соответствует выходу головки стержня из канала подшипника; после чего голень и соответственно большеберцовый компонент выводятся в нормальное положение, параллельность между сторонами лысок головки и отверстия подшипника нарушается; диаметр неусеченной части головки входит в зацепление с внутренним торцем входного отверстия подшипника, что предотвращает смещение большеберцового компонента. После послойного ушивания раны ротировать голень в положение, при котором возможно извлечение стержня большеберцового компонента из канала подшипника (45o внутренней или наружной ротации), невозможно.
Предложенное в соответствии с изобретением выполнение контактирующих поверхностей бедренного и большеберцового компонентов из керамики обусловлено тем, что керамика обладает высокими антифрикционными свойствами, биосовместимостью и по теплопроводности, тепловому расширению, удельной массе и другим свойствам приближается к свойствам кости.
Анализ существующего уровня техники показывает отсутствие аналогов, совокупность признаков которых была бы сходна с совокупностью существенных признаков изобретения. Поэтому заявляемое техническое решение отвечает требованиям критерия "новизна". Объект по изобретению может изготавливаться промышленным способом. При его использовании в медицине обеспечивается описанный выше положительный эффект, поэтому предлагаемое техническое решение удовлетворяет требованиям критерия "промышленной применимости".
Для специалиста изобретение явным образом не следует из существующего уровня техники. Поставленная задача решается оригинальным способом, позволяющим максимально использовать свойства материала, в частности керамики. Поэтому изобретение отвечает требованиям критерия "изобретательского уровня".
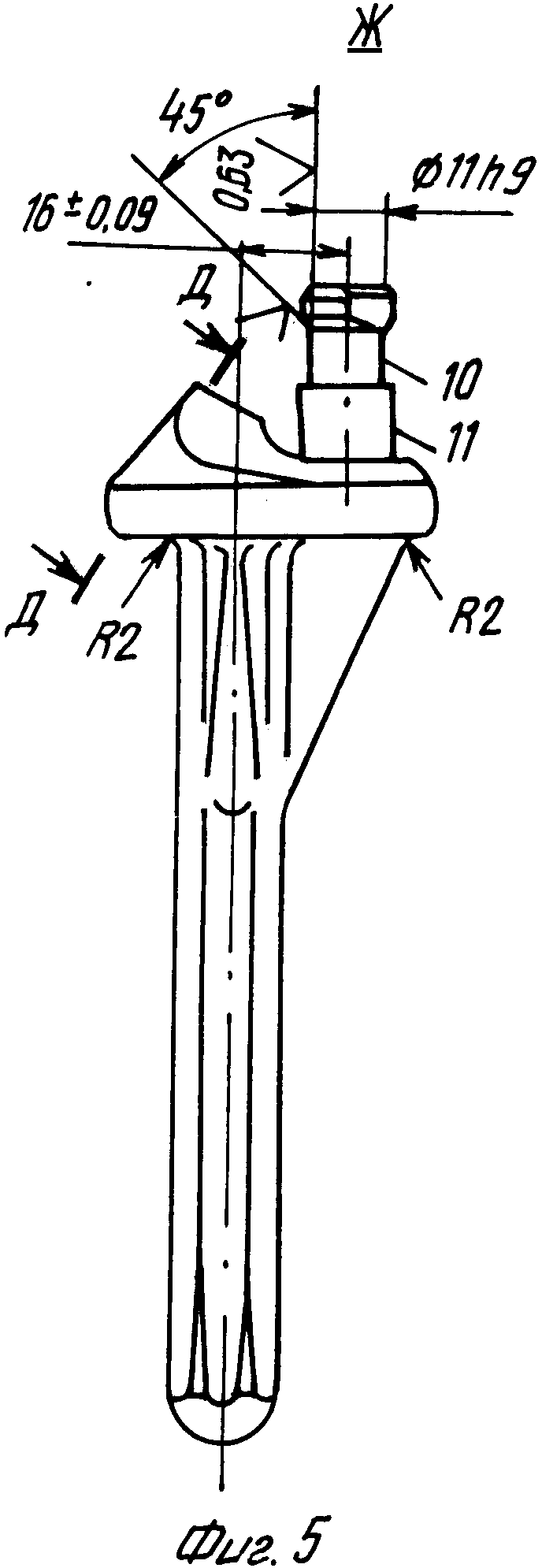
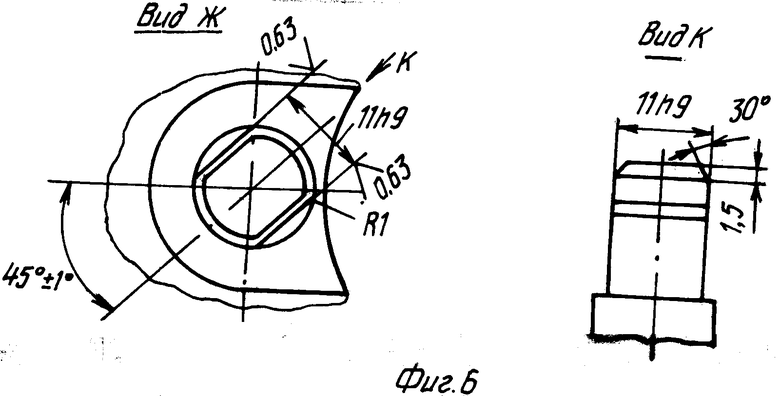
На фиг.1 представлен предлагаемый коленный протез, общий вид; на фиг.2 - коленный протез, вид сбоку; на фиг.3 - положение головки стержня большеберцового компонента в канале подшипника, обеспечивающее замыкание большеберцового компонента; на фиг.4 - общий вид большеберцового компонента; на фиг.5 - большеберцовый компонент, вид сбоку; на фиг.6 - замыкающий механизм, вид сверху; на фиг.7 - большеберцовый компонент, вид сверху.
Протез коленного сустава с замыкающимся шарниром (фиг.1) состоит из бедренного компонента 1, включающего в себя стержень 2, один конец которого предназначен для крепления в бедренной кости, а другой конец снабжен платформой 3, на которой имеется вильчатое устройство 4, для размещения цилиндрического подшипника скольжения 5, имеющего канал 6, для помещения стержня большеберцового компонента, в виде усеченного цилиндра, усекающие плоскости параллельны фронтальной плоскости, и большеберцового компонента 7, включающего в себя стержень 8, один конец которого предназначен для крепления в большеберцовой кости, а другой снабжен платформой 9, между мыщелками которой имеется стержень 10. Большеберцовый компонент 7 соединен с бедренным компонентом 1, через цилиндрический подшипник 5, с помощью стержня 10, состоящего из основания 11, сочленяющегося с внутренней поверхностью канала подшипника 5, и головки 12, имеющей форму усеченного цилиндра, плоскости усечения параллельны и ротированы на 45o к фронтальной плоскости. Введение головки стержня 12, в канале подшипника 6, осуществляется при развороте большеберцового компонента 7 до 45o к фронтальной плоскости, после выхода головки стержня из канала подшипника, большеберцовый компонент 7 ротируется на 45o в первоначальное (исходное) положение, вследствие чего плоскости усечения канала подшипника 13 и плоскость усечения головки стержня 12, теряют параллельность и самопроизвольное выпадение большеберцового компонента становится невозможным (фиг.3 - 7).
В качестве второго прототипа выбран способ изготовления керамических изделий, включающий в себя подготовку исходных сырьевых материалов, приготовление керамической массы, формование деталей горячим литьем под давлением, высокотемпературную сушку, окончательный обжиг и механическую обработку после обжига.
Известный способ предназначен для изготовления различных деталей и изделий бытовой техники горячим литьем под давлением, позволяет промышленным путем серийно, без значительной последующей механической обработки изготавливать изделия, к которым не предъявляются специфические требования. Изготовленный известным способом эндопротез коленного сустава при испытании на стенде под нагрузками, возможными при практическом пользовании протеза, разрушается.
Целью изобретения является обеспечение необходимых прочностных характеристик для элементов протеза, испытывающих повышенные нагрузки при эксплуатации с максимальным сохранением полезных свойств керамического материала, таких как биосовместимость, антифрикционные свойства.
Поставленная цель достигается за счет того, что при использовании известного способа изготовления, включающего в себя подготовку исходных сырьевых материалов, приготовление керамической массы, формование заготовки горячим литьем под давлением, высокотемпературную сушку, дообжиговую механическую обработку, окончательный обжиг, послеобжиговую механическую обработку и термический отжиг. Подвергаемые окончательному обжигу бедренный и большеберцовый компоненты устанавливаются вертикально на специально, предварительно обожженной подставке. Причем бедренный компонент с предварительными тороидальными поверхностями по сопрягаемым поверхностям большеберцового компонента через подсыпку электрокорундового порошка устанавливается сверху на большеберцовый компонент, что обеспечивает максимально возможное совмещение поверхностей при окончательном обжиге деталей и облегчает последующие операции совместной притирки поверхностей при механической обработке. В соответствии с изобретением при дообжиговой механической обработке производят загрубление шероховатости поверхности вживляемых в губчатую и кортикальную ткань, в частности, стержня и платформы, при послеобжиговой механической обработке производят шлифовку до заданного размера и полировку поверхностей трения тороидальных пар. После термической обработки заготовку подвергают двухступенчатой термостабилизации в вакууме и атмосферной среде, после окончательной послеобжиговой механической обработки производят повторную термостабилизацию с контролем на соответствие номинальной величины напряженности материала. При этом дообжиговую механическую обработку производят крупнозернистым абразивным инструментом, а окончательную обработку поверхностей трения после обжига - алмазными кругами и пастами. Номинальную величину напряженности определяют опытным путем - испытанием опытных образцов на стенде до разрушения.
Механическая обработка заготовки крупнозернистым абразивным инструментом до обжига обеспечивает развитие поверхности за счет загрубления шероховатости поверхности стержня и платформы, не нарушая поверхностного слоя в глубину и сохраняя пористость материала. Это обеспечивает хорошее прорастание в протез костной ткани.
Механическая обработка алмазным инструментом поверхностей трения тороидальных пар обеспечивает получение максимально возможного пятна контакта на активном участке работы протеза (180 - 135o), доводку до заданного размера и получение необходимой шероховатости, способствует равномерному распределению давления по трущимся поверхностям и надежному долгосрочному функционированию эндопротеза.
Двуступенчатая термостабилизация после термической обработки обеспечивает снятие возникающих при воздействии температур напряжений, снижающих прочностные характеристики и являющихся причиной разрушения протеза при нагрузках. Термостабилизация после окончательной механической обработки обеспечивает снятие напряжений, возникающих в материале эндопротеза в результате воздействия процесса механической обработки. Контроль на соответствие номинальной величине напряженности материала дает гарантию обработки изделий, подверженных разрушению при эксплуатации, что очень важно для такого специфического объекта, как эндопротез.
Анализ существующего уровня техники показывает отсутствие аналогов, совокупность признаков которых была бы сходна с совокупностью существенных признаков изобретения. Поэтому заявляемое техническое решение отвечает требованиям критерия "новизна".
Предлагаемый способ предназначен для серийного изготовления изделий промышленным путем, при его использовании достигается описанный выше положительный эффект. Поэтому предлагаемое техническое решение отвечает требованиям критерия "промышленной применяемости".
Сущность технического решение рассматривается на примере его выполнения.
Глинозем (ГЛМК) подвергали обработке в водной среде в шаровой мельнице до тонины 9,5 - 10,0 см г/г, подсушивали при температуре 100 + 5oC, прокаливали при температуре 600 + 20oC и смешивали в гомогенизаторе с органической связкой, содержащей параформ. Формование выполняли методом горячего литья под давлением на литьевой машине 06ФКЛ100.020. Заготовки подвяливали и сушили при температуре 100 + 5oC. Дообжиговая механическая обработка заключалась в загрублении шероховатости поверхностей стержня и платформы, контактируемых с костной тканью, с помощью крупнозернистого абразивного инструмента. Затем заготовку подвергали обжигу по известному режиму до температуры 1720 - 20oC с последующим термостабилизирующим отжигом в вакуумной и атмосферных средах. Послеотжиговая механическая обработка заключалась в шлифовке до заданных размеров и доводке с последующей полировкой поверхностей трения тороидальных пар. После этого повторная двухступенчатая термостабилизация и контроль напряженности материала. При этом номинальные величины напряжений определяли опытным путем - испытанием опытных образцов на стенде до разрушения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ЭНДОПРОТЕЗА КОЛЕННОГО СУСТАВА | 1993 |
|
RU2110233C1 |
| ПРОТЕЗ КОЛЕННОГО СУСТАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2057495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ЭНДОПРОТЕЗА КОЛЕННОГО СУСТАВА | 1997 |
|
RU2141292C1 |
| ТОТАЛЬНЫЙ ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 1993 |
|
RU2076667C1 |
| ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 1997 |
|
RU2121319C1 |
| ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 2000 |
|
RU2204359C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРАВИЛЬНОСТИ ПОЛОЖЕНИЯ КОМПОНЕНТОВ ЭНДОПРОТЕЗА ТАЗОБЕДРЕННОГО СУСТАВА | 1997 |
|
RU2143860C1 |
| УНИФИЦИРОВАННЫЙ ЭНДОПРОТЕЗ КОЛЕННОГО СУСТАВА | 2002 |
|
RU2257871C2 |
| ТОТАЛЬНЫЙ ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА | 1993 |
|
RU2083184C1 |
| СПОСОБ ОПЕРАТИВНОГО ВОССТАНОВЛЕНИЯ БОКОВЫХ СВЯЗОК КОЛЕННОГО СУСТАВА ПРИ ХИРУРГИЧЕСКОМ ЗАМЕЩЕНИИ ПОРАЖЕННЫХ ОПУХОЛЬЮ МЫЩЕЛКОВ БЕДРА ИНДИВИДУАЛЬНЫМ ЭНДОПРОТЕЗОМ | 2002 |
|
RU2241401C2 |




Использование: в медицине для эндопротезирования коленного сустава. Сущность изобретения: эндопротез коленного сустава из биосовместимого материала с антифрикционными поверхностями состоит из бедренного и большеберцового компонентов, которые включают стержень для фиксации в кости и платформу с шарниром. Протез выполнен цельнокерамическим. Шарнир протеза имеет замыкающий механизм, который образован пересекающимися под углом 45o торцом головки стержня большеберцового компонента и дном прямоугольного входного отверстия в цилиндрическую полость шарнира. Меньшие расстояния между сторонами прямоугольного отверстия и лысками равны диаметру шейки стержня. Угол пересечения исключает размыкание большеберцового компонента. Способ изготовления керамического протеза коленного сустава включает подготовку исходных материалов, приготовление керамической массы, формование заготовки горячим литьем под давлением, высокотемпературную сушку, дообжиговую механическую обработку, обжиг, термическую и послеобжиговую механическую обработку. При послеобжиговой механической обработке производят шлифовку и доводку элементов эндопротеза до заданного размера и полировку поверхностей трения тороидальных пар. После термической обработки заготовку подвергают двухступенчатой термостабилизации в вакууме и в атмосферной среде. После окончательной послеобжиговой механической обработки проводят повторную термостабилизацию для снятия внутреннего напряжения с контролем на соответствие номинальной величине напряженности материала. 2 с. и 1 з.п. ф-лы, 7 ил.
| SU, авторское свидетельство, 1803072, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - Л., "Азимут-Экол", 1990. | |||
