Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности к изобретению является устройство для непрерывной разливки металлов, включающее сталеразливочный ковш, герметично соединенный с вакуумной камерой, в днище которой установлен сливной патрубок, входящий в рабочую полость промежуточного ковша под уровень металла в нем. Рабочая полость промежуточного ковша разделена поперечными вертикальными перегородками на три сообщающиеся между собой зоны: среднюю и две крайние. Из крайних зон через разливочные стаканы металл направляется в два кристаллизатора, из которых вытягиваются непрерывнолитые слитки. В процессе непрерывной разливки в вакуумной камере производится струйное вакуумирование разливаемой стали. В каждой крайней зоне промежуточного ковша над уровнем металла установлены плазмотроны постоянного тока с графитовыми катодами. Катоды плазмотронов выполнены цилиндрическими и монолитными со сплошной внешней поверхностью. В днище промежуточного ковша установлены подовые электроды. В процессе непрерывной разливки производится подогрев металла в каждой крайней зоне промежуточного ковша при помощи плазменной дуги, возникающей между уровнем металла и катодом плазмотрона. На мениск металла в промежуточном ковше подается слой шлаковой смеси.
Недостатком известного устройства является недостаточная стабильность горения дуги. Это объясняется тем, что катодное пятно перемещается по плоскому торцу катода, при этом столб дуги не стабилизируется в определенном стационарном вертикальном положении и может занимать наклонное неконтролируемое положение. Кроме того, в известном устройстве в столбе дуги происходит ионизация окружающего воздуха и выделяющихся газов, на что тратится часть подводимой к катоду мощности. При этом не обеспечивается организованное и направленное перемешивание металла в зоне привязки анодного пятна или дуги на поверхности металла. В этих условиях не обеспечивается равномерность нагрева металла в промежуточном ковше и не оптимизируются условия теплопередачи от дуги к металлу, снижается интенсивность его нагрева. Перемещение катодного пятна по торцу катода приводит к его быстрому износу и выходу из строя. Неорганизованное хаотичное перемешивание металла в промежуточном ковше приводит к захвату металлом неметаллических включений из слоя шлаковой смеси. В результате не обеспечивается необходимый температурный режим разливаемого металла, что приводит к браку непрерывнолитых слитков по внутренним и наружным трещинам, а также по качеству макроструктуры из-за повышенного содержания в слитках неметаллических включений.
Технический эффект при использовании изобретения заключается в увеличении интенсивности нагрева и массообмена в объеме металла, в повышении стойкости катодов и выхода годных непрерывнолитых слитков.
Указанный технический эффект достигается тем, что устройство для непрерывной разливки металлов включает разливочный ковш с удлиненной трубой в его днище, входящей в рабочую полость промежуточного ковша, снабженного удлиненными стаканами в его днище, входящими в кристаллизаторы, поперечные вертикальные перегородки, разделяющие рабочую полость промежуточного ковша на три зоны, сообщающиеся между собой, а также плазмотроны постоянного тока с графитовыми катодами, входящими в рабочую полость промежуточного ковша, и подовые электроды, установленные в днище промежуточного ковша.
Катоды выполнены со сквозным осевым отверстием, а на внешней поверхности катода и на поверхности осевого отверстия в нем выполнены винтовые проточки. Число заходов винтовых проточек составляет 2-5. Величина шага винтовых проточек составляет 0,4-0,6 внешнего диаметра катода. Диаметр внутреннего отверстия в катоде составляет 0,08-0,12 его внешнего диаметра. Глубина и ширина проточек, расположенных на внешней поверхности катода, составляет соответственно 0,1-0,3 и 0,04-0,08 внешнего диаметра катода. Глубина и ширина проточек, расположенных на внутренней поверхности осевого отверстия в катоде, составляет 0,3-0,5 диаметра внутреннего отверстия в катоде. На нижнем торце катода выполнено конусное углубление с углом раскрытия в пределах 30-90 градусов и высотой, равной 0,2-0,4 внешнего диаметра катода.
Увеличение интенсивности нагрева и массообмена в объеме металла в промежуточном ковше будет происходить вследствие стабилизации в вертикальном положении столба дуги и устранения перемещения катодного пятна по торцу катода. Это достигается за счет выполнения винтовых проточек на внешней поверхности катода и на поверхности осевого отверстия в катоде, благодаря которым образуется обмотка или соленоид, которые создают продольное магнитное поле. Это продольное магнитное поле формирует стабильное и вертикальное положение дуги и увеличивает плотность тока в ней. Наличие внутреннего отверстия с проточками в катоде создает дополнительное продольное магнитное поле того же направления, что усиливает напряженность общего электромагнитного поля в зоне горения дуги и ее стабилизацию, а также центровку вращающегося столба дуги. Выполнение конусного углубления на торце катода обеспечивает постоянство условий для образования дуги. Кроме того, возможность подачи газа, например аргона или азота, через осевые отверстия в катоде обеспечивает возможность ионизации только этих газов и устраняет возможность ионизации окружающих катоды воздуха и газов, снижает потери подводимой к катодам электрической мощности.
Повышение стойкости катодов будет происходить вследствие постоянства положения катодного пятна дуги на торце катода. Повышение выхода годных непрерывнолитых слитков будет происходить вследствие обеспечения необходимого температурного режима разливаемой стали и устраненная захвата металлом неметаллических включений из шлака.
Диапазон значений числа заходов винтовых проточек на внешней поверхности и на поверхности сквозного осевого отверстия в катоде в пределах 2-5 объясняется электромагнитными закономерностями образования и существования устойчивого ионизированного столба дуги. При меньших значениях не будут обеспечиваться необходимая стабилизация и устойчивость стола дуги в стационарном вертикальном положении. При больших значениях усложняется процесс изготовления винтовых проточек на графитовом катоде без дальнейшего увеличения эффективности нагрева металла в промежуточном ковше. Указанный диапазон устанавливается в прямой зависимости от емкости промежуточного ковша и весового расхода металла из него, а также внешнего диаметра катода.
Диапазон значений величины шага винтовых проточек в пределах 0,4-0,6 внешнего диаметра катода объясняется электромагнитными закономерностями образования и работы столба дуги ионизированного газа, выходящего из катода. При меньших значениях увеличивается сложность изготовления винтовых проточек на внешней поверхности катода и на поверхности внутреннего осевого отверстия в катоде. При больших значениях не обеспечиваются необходимые параметры электромагнитного поля, возникающего в катоде для стабилизации дуги ионизированного газа. Указанный диапазон устанавливается в обратной зависимости от величины внешнего диаметра катода и весового расхода металла из промежуточного ковша.
Диапазон значений угла раскрытия конусного углубления, выполненного в торце катода, в пределах 30-90o объясняется электромагнитными закономерностями образования и стабильного существования дуги ионизированного газа, подающегося из осевого отверстия в катоде. При меньших значениях увеличивается время стабилизации дуги ионизированного газа в начальный период непрерывной разливки металла. При больших значениях снижается стабильность дуги сверх допустимых значений. Указанный диапазон устанавливается в прямой зависимости от внешнего диаметра катода.
Диапазон значений величины ширины и глубины винтовых проточек, расположенных на внешней поверхности катода, в пределах соответственно 0,1-0,3 и 0,04-0,08 его внешнего диаметра объясняется электромагнитными закономерностями образования и устойчивого существования электромагнитного поля, образующегося в этих проточках. При больших значениях не будет обеспечиваться необходимая напряженность создаваемого магнитного поля. При меньших значениях усложняется процесс изготовления винтовых проточек без дальнейшего увеличения интенсивности электромагнитного поля.
Диапазон значений величины диаметра осевого отверстия в катоде в пределах 0,08-0,12 от его внешнего диаметра объясняется электромагнитными закономерностями образования магнитного поля в осевом отверстии катода. При меньших значениях расход подаваемого через осевое отверстие газа будет ниже допустимых пределов. При больших значениях не будет обеспечиваться устойчивость положения дуги относительно катода. Указанный диапазон устанавливается в прямой зависимости от внешнего диаметра катода.
Диапазон значений величины ширины и глубины винтовых проточек, расположенных на поверхности осевого отверстия в катоде, в пределах 0,3-0,5 диаметра осевого отверстия в катоде объясняется электромагнитными закономерностями образования и устойчивого центрирования электромагнитного поля, образующегося в этих проточках. При больших значениях не будет обеспечиваться необходимая напряженность создаваемого электромагнитного поля. При меньших значениях усложняется изготовление винтовых проточек без дальнейшего увеличения интенсивности электромагнитного поля. Указанный диапазон устанавливается в прямой зависимости от внутреннего диаметра осевого отверстия в катоде.
Диапазон значений высоты конусного углубления, выполненного на нижнем торце катода, в пределах 0,2-0,4 внешнего диаметра катода объясняется электромагнитными закономерностями образования и устойчивого существования дуги ионизированного газа, выходящего из осевого отверстия катода. При больших значениях будет увеличиваться износ катодов. При меньших значениях не будет обеспечиваться необходимая устойчивость дуги. Указанный диапазон устанавливается в прямой зависимости от внешнего диаметра катода.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого устройства с признаками известных технических решений. На основании этого делается вывод о соответствии предлагаемого технического решения критерию "изобретательский уровень".
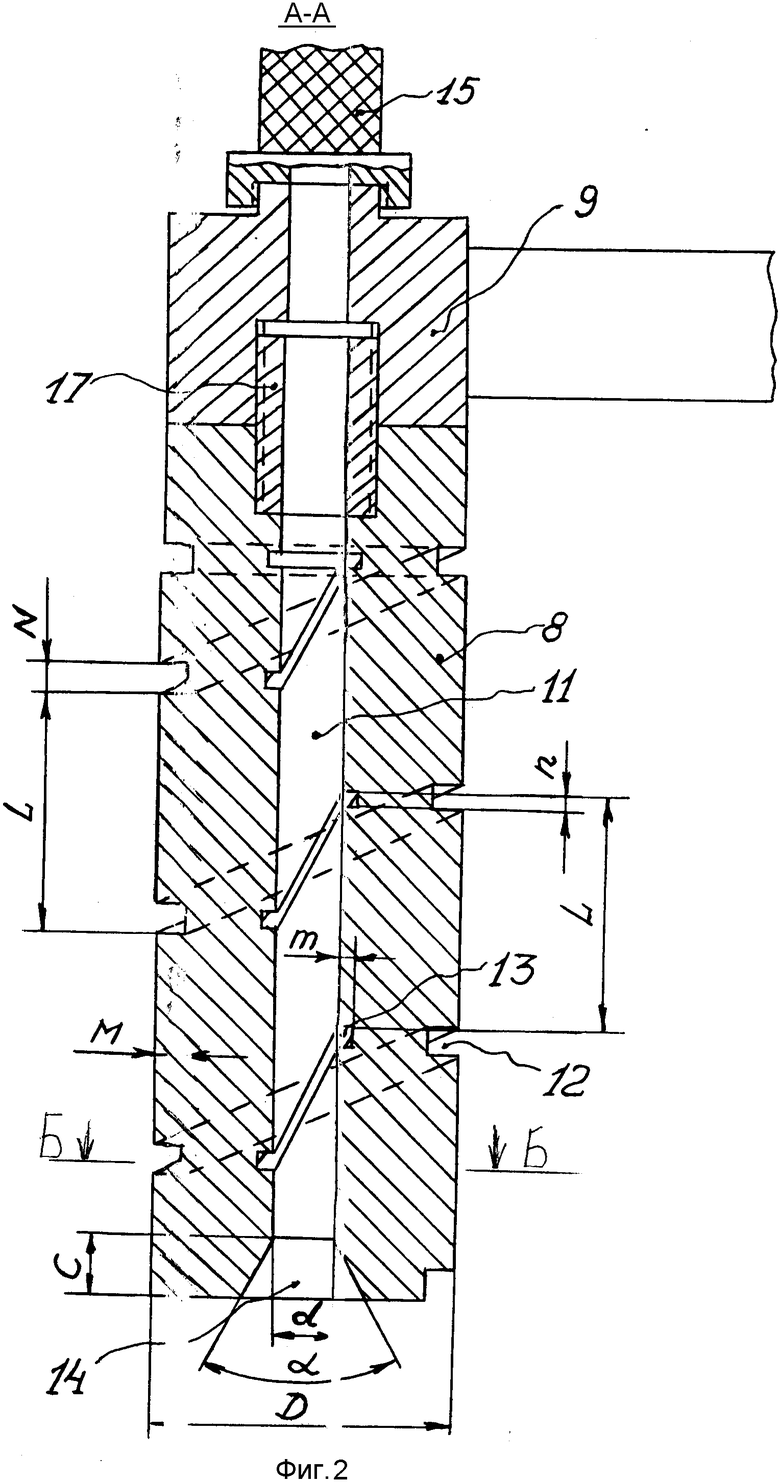
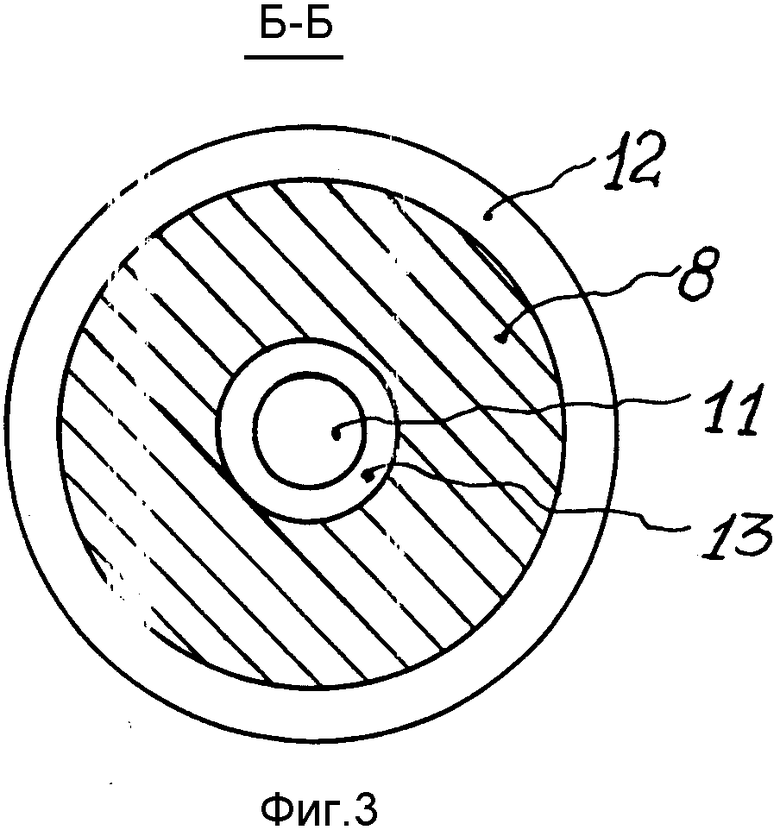
На фиг. 1 представлена схема устройства для непрерывной разливки металлов, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство для непрерывной разливки металлов состоит из сталеразливочного ковша 1, огнеупорной трубы 2, промежуточного ковша 3, перегородок 4 со щелями 5, различных стаканов 6, кристаллизаторов 7, графитовых катодов 8 с держателями 9, подовых электродов 10, осевого отверстия 11, винтовых проточек 12 и 13, конусного углубления 14, трубопроводов 15, запорно-регулирующей аппаратуры 16, переходника 17. Позициями 18 обозначен слой шлаковой смеси, 19 - жидкий металл, 20 - уровень жидкого металла, 21 - непрерывнолитые слитки, L - шаг внешних и внутренних винтовых проточек, M - глубина внешних винтовых проточек, N - ширина внешних винтовых проточек, C - высота конусного углубления, α- угол раскрытия конусного углубления, D - внешний диаметр катода, d - диаметр отверстия в катоде, m - глубина внутренних винтовых проточек, n -ширина внутренних винтовых проточек, K - расстояние от торца катода до уровня металла в промежуточном ковше.
Устройство для непрерывной разливки металлов работает следующим образом.
Пример. В процессе непрерывной разливки сталь 19 марки ст.3 из сталеразливочного ковша 1 через огнеупорную трубу 2 подается в промежуточный ковш 3 под уровень металла 20. На поверхности уровня 20 металла подается слой шлаковой смеси 18. Рабочая поверхность промежуточного ковша 3 разделена поперечными вертикальными перегородками 4 со щелями 5 на три зоны: среднюю, в которую подается жидкий металл 19 через трубу 2, и две крайние. Жидкий металл 19 из средней зоны перетекает в крайние через щели 5. Из крайних зон жидкий металла 19 подается через разливочные стаканы 6 в кристаллизаторы 7, из которых вытягиваются непрерывнолитые слитки 21.
В крайних зонах промежуточного ковша 3 над уровнем металла 20 с зазором K установлены графитовые катоды 8, укрепленные на держателях 9, к которым подведен отрицательный полюс электрического тока. Держатели 9 имеют возможность вертикального возвратно-поступательного перемещения при помощи специальных механизмов (на фигурах не показаны).
В днище промежуточного ковша 3 установлены подовые электроды 10, к которым подведен положительный полюс электрического тока.
Графитовый катод 8 укреплен в держателе 9 при помощи переходника 17 с резьбой. В теле катода 8 выполнено сквозное осевое отверстие 11. На внешней поверхности катода 8 и на поверхности осевого отверстия 11 в нем выполнены винтовые проточки соответственно 12 и 13. Число заходов винтовых проточек 12 и 13 составляет 2-5, а величина их шага составляет 0,4-0,6 внешнего диаметра D катода 8. В общем случае шаг L внешних и внутренних проточек может не совпадать в указанных пределах. Диаметр d внутреннего отверстия 11 в катоде 8 составляет 0,08-0,12 его внешнего диаметра D. На нижнем торце катода 8 выполнено конусное углубление 14 с углом раскрытия α в пределах 30-90o и высотой C, равной 0,2-0,4 внешнего диаметра D. Глубина M и ширина N проточек 12, расположенных на внешней поверхности катода 8, составляет соответственно 0,1-0,3 и 0,04-0,08 внешнего диаметра D. Глубина m и ширина n проточек 13, расположенных на внутренней поверхности осевого отверстия 11, составляет 0,3-0,5 диаметра d. Осевое отверстие 11 соединено с газопроводом 15, который снабжен запорно-регулирующий аппаратурой 16.
В процессе непрерывной разливки по трубопроводу 15 подается газ, например аргон, который, проходя через отверстие 11 и выходя из него через конусное углубление 14, ионизируется под воздействием электрического поля. При этом между торцом катода 8 и поверхностью 20 жидкого металла 19 возникает дуга ионизированного газа и устанавливается электрическая связь между катодом 8 и подовым электродом 10. В этих условиях происходит нагрев жидкого металла 19 в крайних зонах промежуточного ковша 3 с одновременным его перемешиванием под действием электромагнитных сил, возникающих между катодом 8 и подовым электродом 10.
Наличие проточек 12 и 13, а также конусного углубления 14 обеспечивает направленное электромагнитное поле и вместе с этим стационарное вертикальное расположение дуги ионизированного газа относительно уровня 20 жидкого металла 19. При этом обеспечиваются организованное направленное движение металла и его перемешивание в крайних зонах промежуточного ковша под действием электромагнитных сил, что устраняет захват и увлечение частичек шлакового слоя 18 в жидкий металл 19. Металл 19 нагревается с интенсивностью в пределах 10-40oC/мин до необходимой по технологии температуры в пределах 1515-1525oC.
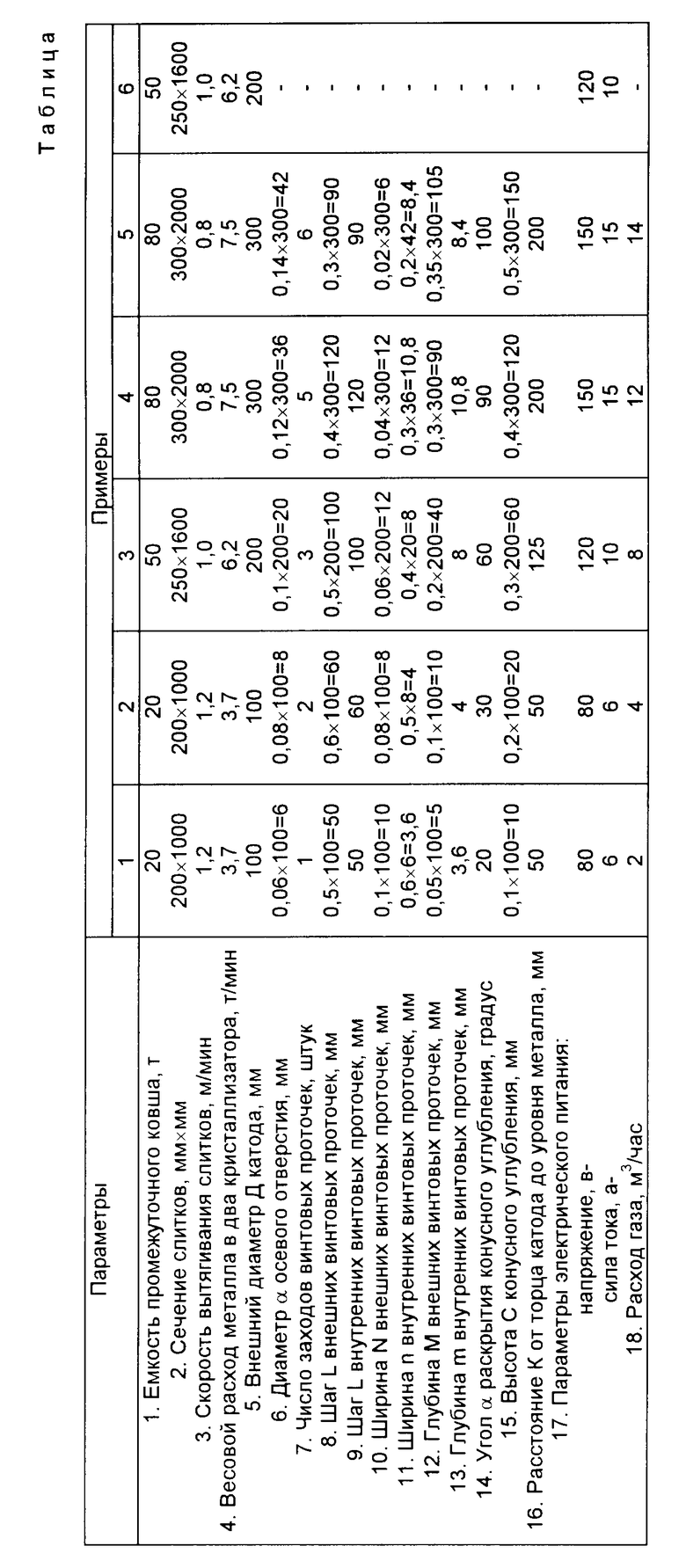
В таблице приведены примеры работы устройства с различными конструктивными параметрами.
В первом примере вследствие малых значений диаметра осевого отверстия в катоде, числа заходов винтовых проточек и их параметров, а также других параметров не обеспечиваются необходимые расход газа и интенсивность его ионизации, а также уменьшается стойкость графитового электрода.
В пятом примере вследствие больших значений диаметра осевого отверстия в катоде, угла раскрытия конусного углубления, числа заходов винтовых проточек и других параметров не обеспечиваются стабильность положения дуги ионизированного газа, а также условия организованного и направленного движения металла под действием электромагнитных полей в крайних зонах промежуточного ковша.
В шестом примере, прототипе, вследствие отсутствия осевого отверстия в катоде, винтовых проточек на поверхности и в осевом его отверстии, а также конусного углубления на торце катода не обеспечивается стабильность вертикального положения дуги ионизированного газа, происходит хаостическое и неорганизованное перемешивание металла в крайних зонах промежуточного ковша, что сопровождается захватом жидким металлом неметаллических включений из слоя шлаковой смеси. При этом не обеспечивается необходимая интенсивность нагрева металла до заданных значений. В этих условиях в процессе непрерывной разливки в слитках возникают внутренние и наружные трещины, а также увеличивается количество неметаллических включений сверх допустимых значений, что приводит к снижению выхода годных непрерывнолитых слитков. При этом снижается стойкость катодов.
В оптимальных примерах 2-4 вследствие необходимых параметров диаметра осевого отверстия в катоде, числа заходов и размеров винтовых проточек, а также конусного углубления на торце катода обеспечивается необходимая стабильность формирования и существования дуги ионизированного газа, что обеспечивает организованное и направленное движение металла при его перемешивании под действием электромагнитных сил в крайних зонах промежуточного ковша со значительным снижением интенсивности попадания неметаллических включений из слоя шлаковой смеси в непрерывнолитые слитки. При этом обеспечивается необходимое регулирование интенсивности нагрева металла в крайних зонах промежуточного ковша в пределах, обеспечивающих снижение термических напряжений в слитках ниже допустимых значений и отсутствие в них внутренних и наружных трещин.
Применение изобретения позволяет повысить выход годных непрерывнолитых слитков на 8-12% и увеличить стойкость графитовых катодов на 20-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2104119C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029657C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098225C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2037372C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Технический эффект - увеличение интенсивности нагрева и массообмена в объеме металла, повышение стойкости катодов и выхода годных слитков. Устройство для непрерывной разливки металлов содержит разливочный ковш с удлиненной трубой в его днище, входящей в рабочую полость промежуточного ковша, снабженного удлиненными стаканами в его днище, входящими в кристаллизаторы, поперечные вертикальные перегородки, разделяющие рабочую полость промежуточного ковша на три зоны, сообщенные между собой, а также плазмотроны постоянного тока с графитовыми катодами, входящими в рабочую полость промежуточного ковша, и подовые электроды, установленные в днище промежуточного ковша. Катоды выполнены со сквозным осевым отверстием, а на внешней поверхности катода и на поверхности осевого отверстия в нем выполнены винтовые проточки. Число заходов винтовых проточек составляет 2-5. Величина шага винтовых проточек составляет 0,4-0,6 внешнего диаметра катода. Диаметр внутреннего отверстия в катоде составляет 0,08-0,12 его внешнего диаметра. 6 з. п.ф-лы, 1 табл., 3 ил.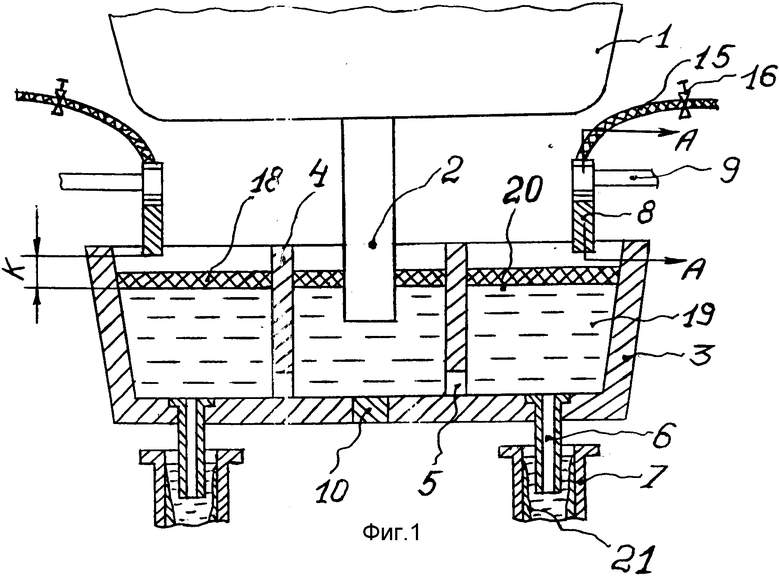
| Черная металлургия России и СНГ в XXI веке | |||
| Сборник трудов международной конференции | |||
| - М.: Металлургия, 1994, с.16, рис.5. |

