Способ и устройство относятся к производству строительных материалов и изделий и предназначены для формирования железобетонных труб, колец смотровых колодцев водопроводных и канализационных сетей, стоек опор освещения и контактных сетей.
Известен метод формования железобетонных изделий, например, труб, виброгидропрессованием (Строительные машины/Под ред. М.А. Горбовца. М.: Машиностроение, 1991, с. 171 - 173), сущность которого в уплотнении бетонной смеси, размещенной в соответствующей форме на виброплощадке, сначала вибрацией, направленной вдоль продольной оси изделия, а затем гидравлической опрессовкой и тепловой обработкой изделия.
Недостатками рассматриваемого способа являются последовательность выполнения операций и связанная с этим необходимость перемещения изделия с одного рабочего места на другое, а также большие затраты энергии.
Известен способ формования железобетонных изделий за счет центрифугирования (Строительные машины/Под ред. М.А. Горбовца. М.: Машиностроение, 1991, с. 178 - 180), сущность которого заключается в уплотнении бетонной смеси центробежными силами.
Недостатками рассматриваемого способа являются большие энергозатраты, связанные с вращением формы с бетоном, невозможность изготовления труб с раструбом и больших диаметров (свыше 1000 мм) из-за возникновения больших центробежных сил, что влечет увеличение массы конструкции, сложность плавного набора необходимой скорости вращения (осуществляется с использованием схемы Леонардо).
Наиболее близким аналогом является вертикально-подвижный способ изготовления железобетонных труб (Крайнюк В.П. Вертикально-подвижный способ изготовления железобетонных труб. Механизация строительства, 1995, N 2), сущность которого заключается в воздействии вибрации на часть бетонной смеси, осуществляемом за счет опускания формы и одновременного заполнения ее бетонной смесью. В этом случае вибрируемая масса практически постоянна и равна массе бетона, проходимого мимо виброголовки.
Недостатками рассматриваемого способа являются повышенные энергозатраты, связанные с подъемом и опусканием формы с бетоном, неэффективость воздействия вибрации, так как она осуществляется только за счет тангенциальных сил.
Устройство, используемое для центробежного формования железобетонных изделий, содержит центрифугу СМЖ-169Б, опорную раму с роликами, вращающимися в подшипниках, форму. Центрифуга имеет программное управление вращением для того, чтобы выдержать время, необходимое для изготовления изделия и перевести работу центрифуги с частоты вращения, при которой происходит распределение бетонной смеси, на частоту, при которой происходит ее уплотнение (Строительные машины, т. 2, с. 179).
Недостатками рассматриваемого устройства являются большие энергозатраты и высокая металлоемкость конструкции, невозможность изготовления изделий больших размеров, так как возрастает центробежная сила, а следовательно, и металлоемкость из-за необходимости сохранения прочности конструкции.
Известно устройство СМЖ-542, используемое для центробежного формования железобетонных изделий, содержащее станину, роликовую головку с механизмом вращения, форму (так же, с.176 - 179). Опуская роликовую головку, обеспечивают радиальное прессование бетонной смеси радиальной силой за счет вращения роликовой головки.
Недостатком конструкции являются большие энергозатраты, связанные с необходимостью опускания головки, которая одновременно испытывает большое сопротивление, так как она осуществляет радиальное уплотнение.
Известно устройство СМЖ-194Б для изготовления бетонных труб, содержащее вибростол, на котором размещена форма в виде коаксиально-расположенных опалубок, между которыми размещают бетонную смесь, вертикальные направляющие, по которым при помощи плунжерных гидроцилиндров поднимается и опускается траверса с механизмом вращения роликовой головки. Последняя крепится к валу, закрепленному на траверсе, имеет четыре пары сменных шестерен для изменения частоты вращения вала. Формование железобетонного изделия осуществляется за счет одновременного воздействия вибрации в вертикальном направлении и центробежных сил от вращающейся головки в горизонтальном направлении.
Недостатками рассматриваемого устройства являются большие энергозатраты, связанные с необходимостью вибрационного воздействия на форму и всю конструкцию станка, а также сложность конструкции (множество приводов, работающих в нескольких режимах).
Задача изобретения - повышение эффективности формования за счет улучшения передачи вибрационной силы в уплотняемую среду и снижении энергозатрат, связанным с переходом на другой слой вибрирования за счет опускания всей массы (формы и бетона).
Это достигается за счет того, что бетонную смесь подают в форму, выполненную в виде двух коаксиально расположенных цилиндрических опалубок, на бетонную смесь воздействуют вибрацией при этом вибровозбудители устанавливают между цилиндрическим опалубками в нижней их части по окружности и после воздействия вибрации осуществляют подъем вибровозбудителей по мере завершения процесса бетонирования в возбужденном слое бетона. Такое выполнение операции позволяет непосредственно воздействовать на бетонную смесь послойно, что уменьшает затраты энергии на вибрацию.
Целесообразно вибровоздействие на бетонную смесь осуществлять одновременно с ее подачей в форму. Такое выполнение операции позволяет эффективность воздействовать на бетонную смесь послойно, но на всю длину железобетонного изделия, например, трубы.
Целесообразно вибрационное воздействие на бетонную смесь осуществлять одновременно с извлечением виброэлементом из нее. Такая операция повышает эффективность процесса формования.
Целесообразно обеспечить скорость подъема вибровозбудителей. равной скорости заполнения бетонной смесь внутренней емкости опалубки. Такое выполнение операции обеспечивает равномерность воздействия вибрации по всей длине железобетонной трубы, т.е. повышается эффективность изготовления железобетонных труб.
Устройство для формования железобетонных изделий, например труб, включающее поддон с формой в виде концентрически расположенных внутренней и внешней опалубки, вибровозбудитель с прикрепленным в нему вибрирующим элементом, при этом вибровозбудителю прикреплена рейка, к которым прикреплены вибрирующие элементы, причем расстояние между соседними вибрирующими элементами не превышает зоны эффективного воздействия вибрации, а устройство снабжено механизмом подъема (опускания) микровозбудителя. Такое выполнение конструкции обеспечивает реализацию предлагаемого способа формования железобетонных изделий.
Целесообразно вибрирующие элементы в вертикальном сечении выполнять изогнутыми. Такое выполнение конструкции обеспечивает возникновение вибрации в вертикальной и горизонтальной плоскостях одновременно, что способствует повышению эффективности процесса.
Целесообразно виброэлементы выполнять изогнутыми в одном направлении. Такое выполнение конструкции позволяет регулировать интенсивность вибрационного воздействия на бетонную смесь, в частности, создавать асимметричную вибрацию, использование которой целесообразно в малодоступных местах.
Целесообразно виброэлементы выполнять изогнутыми в двух направлениях. Такое выполнение конструкции позволяет регулировать вибрационное воздействие на бетонную смесь, создавая симметричную вибрацию.
Целесообразно виброэлементы размещать чередующимися, а именно в середине изогнутыми в двух направлениях (симметричные), а по краям изогнутыми в одном направлении (асимметричные). Такое выполнение конструкции позволяет перераспределить вибрационное воздействие в нужном направлении.
Целесообразно рейку выполнять кольцевой формы. Такое выполнение конструкции обеспечивает равномерную установку вибрационных элементов по окружности (изделие - труба), что повышает качество бетона по всему объему.
Целесообразно в передней части на нижних концах вибрирующих элементов установить инерционные массы. Такое выполнение конструкции устройства позволяет управлять вибрационным процессом, обеспечивая его оптимизацию.
Целесообразно инерционные массы соединять между собой обручем. Такая конструкция обеспечивает равномерное воздействие на весь объем бетонирования.
Целесообразно инерционные массы выполнять ромбовидной формы в вертикальном сечении, при этом большая диагональ ромба размещена вдоль продольной оси устройства. Такое выполнение конструкции устройства уменьшает силу, необходимую для внедрения инерционной массы в бетонную смесь.
Целесообразно инерционные массы в сечении по вертикали выполнять асимметричными. Такое выполнение конструкции обеспечивает, с одной стороны, приложение небольших сил для подъема вибрирующего элемента на следующий слой бетонирования, а с другой стороны - повышается эффективность передачи вибрации в нижний слой.
Целесообразно инерционным массам в вертикальном сечении придавать форму треугольника, вершина которого направлена вверх, а основание - вниз. Такая конструкция устройства обеспечивает создание больших сил, используемых при вибрировании бетонной смеси, и меньших сил для подъема вибровозбудителя.
Целесообразно инерционным массам в вертикальном сечении придавать форму треугольника, вершина которого направлена вниз, а основание - вверх. Такая конструкция устройства обеспечивает лучшее проникновение вибровозбудителя внутрь бетонной смеси.
Сущность предлагаемого способа формования железобетонных изделий, например труб, моно проиллюстрировать на примере конкретного применения.
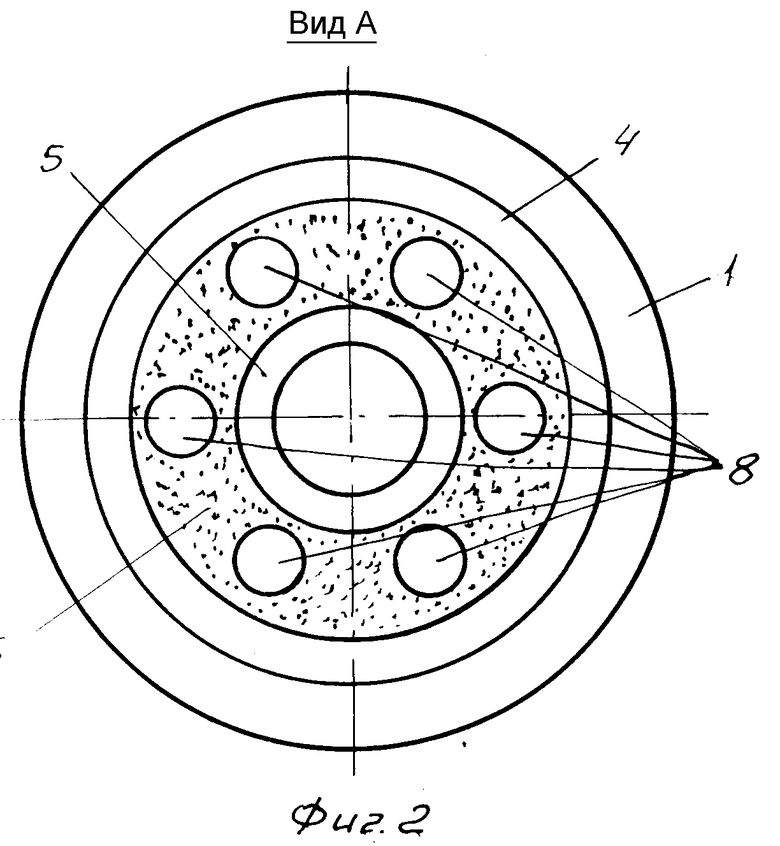
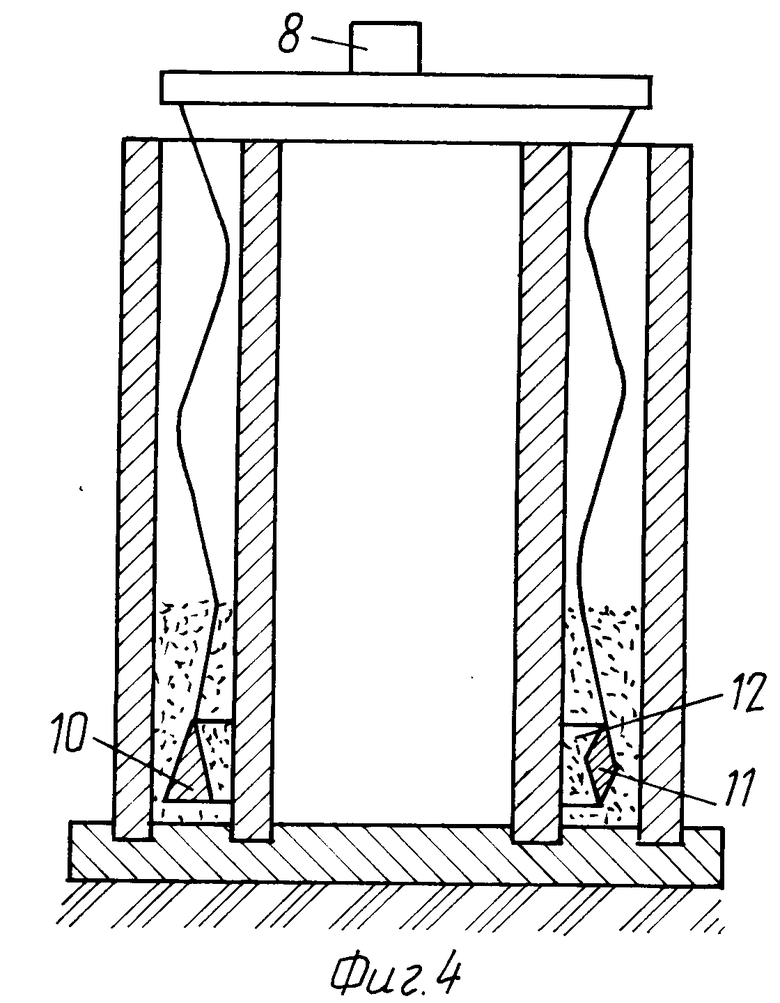
На фиг. 1 показана операция по уплотнению бетонной смеси между концентрическими цилиндрическими опалубками формы; на фиг.2 - вид А на фиг.1; на фиг.3 - устройство с рейкой, к которой прикреплены виброэлементы; на фиг.4 - устройство с инерционной массой; на фиг.5 - сечение Б-Б на фиг.3; на фиг.6 - сечение В-В на фиг.3.
На поддон 1, установленный на основании 2, монтируется форма 3, представляющая собой две коаксиально расположенные цилиндрические опалубки 4 и 5, в верхнюю часть полости 6, находящуюся между опалубками 4 и 5, подается бетонная смесь из бетоносмесителя (на чертежах не показан). Затем опускают виброэлементы 7 в бетонную смесь, находящуюся в полости между аксиально расположенными опалубками 4 и 5, им приводят их в колебательное движение. Учитывая что виброэлементы 7 в продольном сечении имеют изогнутую форму (фиг.3), вибрация передается на бетонную смесь не только за счет бокового трения, но и за счет нормальной составляющей силы, которая образуется при изгибе виброэлементов 7. Виброэлементы 7 могут быть расположены по окружности на расстоянии, не превышающем зоны эффективного воздействия вибрации каждого виброэлемента 7. Виброэлементы 7 прикреплены к одной рейке 9, закрепленной в верхней части, и могут иметь различную форму. Вибровоздействие на бетонную смесь осуществляется в радиальном и осевом направлениях. По окончании вибровоздействия на бетонную смесь осуществляют излечение виброэлементов 7. Извлечение их из бетонной смеси можно осуществлять одновременно с подачей бетонной смеси в полость 6 между цилиндрическими опалубками 4 и 5 формы 3. В этом случае скорость подъема виброэлементов 7 вибровозбудителя 8 должна быть равной скорости заполнения бетонной смесью формы 3, что обеспечивает послойное формование железобетонного изделия, например трубы. При послойном формовании можно использовать виброэлементы 7 меньшей длины и затрачивать меньшую энергию для уплотнения бетонной смеси.
Устройство для формования железобетонного изделия, например трубы (фиг. 1), содержит поддон 1, установленный на любое основание 2, форму 3 в виде концентрически расположенных цилиндрических опалубок 4, 5, образующих между собой полость 6. В этой полости по окружности размещаются виброэлементы 7. Виброэлементы 7 соединены с вибровозбудителями 8, при этом возможно индивидуальное соединение (фиг.1) или через общую рейку 9. В последнем случае можно использовать один вибровозбудитель 8 на все виброэлементы 7 (фиг.3 и 4). Виброэлементы 7 выполнены в виде изогнутых в вертикальной плоскости пластин (фиг.3). При этом в поперечном сечении они могут иметь плоскую форму (фиг.5) или изогнутую по окружности (фиг. 6). На рейке 9 могут быть смонтированы виброэлементы 7, имеющие различную форму изогнутости в вертикальной плоскости. Так, в средней части виброэлементы 7 (фиг.3) могут быть изогнуты в двух направлениях (симметричные), а по краям - в одном (асимметричные). К нижним концам виброэлементов 7 (фиг.4) могут быть прикреплены инерционные массы 10 м 11, причем все инерционные массы 10 могут быть соединены между собой обручем 12. Инерционные массы 10 в вертикальном направлении могут иметь ромбовидную форму (фиг. 4, справа), при этом большая диагональ рома размещена вдоль продольной оси устройства. Инерционные массы в сечении по вертикальной плоскости могут быть выполнены симметричной (ромбовидной) формы 11 (фиг.4, справа) относительно поперечной оси или асимметричной формы (фиг. 4, слева). Возможно выполнение инерционной массы, имеющей в поперечном сечении форму треугольника с вершиной, обращенной вниз, а основанием - вверх (фиг.4, слева).
Принцип работы устройства для формования железобетонных труб заключается в следующем.
Полость, размещенную между концентрическими цилиндрическими опалубками 4 и 5, заполняют бетонной смесью, которую подают из бетоносмесителя (на чертежах не показан). Виброэлементы 7 могут быть предварительно опущены в форме до начала подачи бетонной смеси или в момент подачи, или после окончания ее подачи. В первом и третьем случаях после включения вибровозбудителей 8 осуществляют вибрационное воздействие на весь объем бетонной смеси, размещенной в полости 6 между цилиндрическим опалубками 4, 5. Во втором случае будет осуществляться послойное уплотнение бетонной смеси.
Теперь следует рассмотреть технологию, связанную с вибрационным воздействием на всю бетонную смесь.
Полость 6, размещенную между коаксиальными цилиндрическими опалубками 4 и 5, заполняют бетонной смесью на всю длину образуемого железобетонного изделия, например, трубы. Виброэлементы 7 предварительно размещают в форме 3. Затем включают вибровозбудитель 8, который через рейку 9 воздействует на виброэлементы 7. Вибровозбудитель 8 с рейкой 9 размещен вне бетонной смеси, не через изогнутые в вертикальной плоскости виброэлементы 7 вибрация передается на бетонную смесь, заставляя ее уплотняться. Количество виброэлементов 7 таково, что зона вибрации вокруг каждого виброэлемента 7, складываясь, охватывает весь объем бетонной смеси. Расстояние по окружности между виброэлементами 7 не превышает диаметр зоны уплотнения. По окончании уплотнения бетонной смеси виброэлементы 7 поднимают и тем самым извлекают их из бетона. В силу того, что виброэлементы 7 изогнуты в вертикальной плоскости, возникает составляющая P, которая воздействует на бетонную смесь в осевом направлении. Кроме того, на бетонную смесь в горизонтальной плоскости воздействует сила T (фиг,3).
Варьируя формой изогнутости виброэлементов 7, можно управлять процессом уплотнения бетонной смеси. Так, в частности, симметрично изогнутые виброэлементы 7 создают равномерное воздействие на бетонную смесь. Если чередовать симметрично и асимметрично изогнутые виброэлементы 7, то можно обеспечить их работу со смещением на валу, то есть соседние элементы будут создавать усилия, направленные в противоположные стороны. В этом случае определенные части объема бетонной смеси будут уплотняться больше. Асимметрично изогнутые виброэлементы 7 целесообразно установить в труднодоступных местах для проникновения бетонной смеси, так при формования труб не круглой формы для коллекторов - в углах.
При использовании инерционной массы (10 и 11) колебания виброэлементов 7 будут с дополнительными гармоническими составляющими, что обеспечит управляемое воздействие на бетонную смесь, в частности, более длительное воздействие вибрации, что целесообразно при формовании жестких бетонов.
После окончания уплотнения бетонной смеси виброэлементы 7 извлекаются из формы. Ромбовидная форма инерционной массы 10 и 11 обеспечивает меньшие силы при извлечении виброэлементов 7 из бетонной смеси. Форма выполнения инерционной массы 10 и 11 также влияет на управление процессом уплотнения бетонной смеси. Так, в случае выполнения ее треугольной формы в вертикальном сечении, можно изменять силу, с которой виброэлементы 7 извлекаются из бетонной смеси (если вершина треугольника направлена вверх 11, то сила минимальна) и силу воздействия на бетонную смесь (если вершина треугольника направлена вниз, то при вибрировании бетонной смеси осуществляется дополнительное радиальное уплотнение за счет проникновения инерционной массы в бетонную смесь и ее сдвига боковой поверхностью 10). Использование обруча 12, скрепляющего инерционные массы 10 и 11, позволяет осуществлять одновременное воздействие с одинаковыми параметрами вибрации на весь объем уплотняемой бетонной смеси.
Использование рейки 9 для соединения всех виброэлементов 7 обеспечивает использование одного вибровозбудителя 8, что упрощает процесс извлечения виброэлементов 7 из бетонной смеси, т.е. упрощается обслуживание. Кроме того, конструкция позволяет также достичь равномерного уплотнения всего объема бетонной смеси благодаря одновременному управлению всеми виброэлементами 7.
Теперь рассмотрим технологию, связанную с послойным воздействием на бетонную смесь. В этом случае заполняют часть (по высоте) формы 3. Длина виброэлементов 7 превышает высоту заполнения бетонной смеси в форме 3. Затем включают вибровозбудитель 8 и создают колебания, воздействующий на весь слой бетона. Одновременно с заполнением формы 3 бетонной смесью поднимают виброэлементы 7. При этом скорость подъема виброэлементов 7 равняется скорости заполнения формы 3 бетонной смесью. Подъем виброэлементов 7 осуществляется до полного заполнения формы 3 бетонной смесью. При послойном уплотнении бетонной смеси требуются меньшие затраты энергии на уплотнение, так как одновременно уплотняется меньший объем бетона, что способствует лучшей передаче вибрационных сил от вибровозбудителя на бетонную смесь.
Применение предлагаемых способа и устройства для формования железобетонных изделий, например, труб по отношению к известным позволяет уменьшить энергозатраты и упростить обслуживание.
Энергозатраты уменьшаются благодаря следующему:
2) вибрации подвержена только бетонная смесь (в известных конструкциях вибрирует вибростол с формой, имеющей массу в несколько тонн);
б) вибрация осуществляется одновременным воздействием вертикальных и горизонтальных составляющих сил (в вышеописанных конструкциях - только вертикальными или центробежными силами);
в) вибровоздействию подвержен сравнительно небольшой объем бетонной смеси, размещенный вокруг виброэлементов 7, и поэтому, используя необходимое количество виброэлементов, можно осуществить равномерное вибрационное воздействие на весь объем бетонной смеси (в известных конструкциях при использовании вибростола вибрация в нижней и верхней частях различна);
г) уменьшаются затраты электроэнергии, связанные с подъемом (опусканием) виброэлементов, так как последние по массе меньше формы со столом и бетоном, которые поднимают (опускают) при вертикально-подвижном способе изготовления железобетонных труб или вращают при центробежном уплотнении.
Предлагаемый способ и устройство, содержащее шесть виброэлементов, расположенных по окружности, длиной по 6 м были опробованы в производственных условиях и подтвердили описанные выше преимущества предлагаемого способа формования железобетонных изделий (эксперименты проводились по формованию железобетонных напорных и безнапорных труб).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАМОНОЛИЧИВАНИЯ ВЕРТИКАЛЬНЫХ СТЫКОВ, ШВОВ МЕЖДУ ПЛИТАМИ ИЛИ ПЕРЕКРЫТИЯМИ ЗДАНИЙ И СООРУЖЕНИЙ | 1994 |
|
RU2100546C1 |
| ПНЕВМАТИЧЕСКИЙ ВИБРОВОЗБУДИТЕЛЬ | 1998 |
|
RU2135302C1 |
| Устройство для формования изделий из бетонных смесей | 1986 |
|
SU1350013A1 |
| СПОСОБ ЗАКЛАДКИ ВЫРАБОТАННОГО ПРОСТРАНСТВА ПРИ ОТРАБОТКЕ КИМБЕРЛИТОВОЙ ТРУБКИ МЕХАНИЗИРОВАННЫМ КОМПЛЕКСОМ В ВОСХОДЯЩЕМ ПОРЯДКЕ И УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ ЗАКЛАДОЧНЫХ РАБОТ | 1998 |
|
RU2164297C2 |
| ВИБРОИСТОЧНИК | 1999 |
|
RU2157554C1 |
| Устройство для подачи и уплотнения бетонной смеси в формах для изготовления трубчатых изделий | 1984 |
|
SU1248818A1 |
| СПОСОБ СЛОЕВОЙ ОТРАБОТКИ КИМБЕРЛИТОВОЙ ТРУБКИ В ВОСХОДЯЩЕМ ПОРЯДКЕ С ЗАКЛАДКОЙ И МЕХАНИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203420C2 |
| Способ формования бетонных изделий | 1979 |
|
SU965776A1 |
| КРЕПЬ ШАХТНОГО СТВОЛА | 1996 |
|
RU2110689C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ УКЛАДКИ БЕТОННЫХ СМЕСЕЙ, ПРЕИМУЩЕСТВЕННО ЖЕСТКИХ | 2008 |
|
RU2378447C1 |


Изобретение относится к производству строительных материалов и изделий и предназначено для формования железобетонных труб, колец, стоек опор освещения и контактной сети. Способ содержит операции по подаче бетона, воздействию вибрации на бетонный раствор, при этом вибровозбудитель устанавливают между цилиндрическими опалубками и одновременно воздействуют на бетонный раствор в радиальном и осевом направлениях. Устройство для формования железобетонных изделий, например труб, содержит вибровозбудитель с прикрепленным к нему вибрирующим элементом, поддон и форму в виде концентрически расположенных внутренней и внешней опалубки, при этом к вибровозбудителю прикреплена рейка с вибрирующими элементами, причем расстояние между соседними вибрирующими элементами не превышает диаметр зоны эффективного воздействия вибрации, устройство также снабжено механизмом подъема (опускания) виброэлемента. Такое выполнение операций повышает эффективность изготовления железобетонных изделий, так как требуется меньше затрат электроэнергии на уплотнение бетона и перемещение его зоны уплотнения (подъем виброэлементов). 2 с. и 14 з. п. ф-лы, 6 ил.
| Горбовец М.А | |||
| Строительные машины | |||
| - М.: Машиностроение, 1991, с.171 - 178, 178 - 180 | |||
| Крайнюк Б.П | |||
| Вертикально подвижный способ изготовления железобетонных труб | |||
| Механизация строительства, N 2, 1995. |
