( СПОСОБ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2152300C1 |
| Способ формования трубчатых изделий | 1981 |
|
SU1043014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2473420C2 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2039646C1 |
| Способ обработки и транспортирования бетонной смеси | 1990 |
|
SU1730404A1 |
| Способ изготовления бетонополимерных изделий | 1987 |
|
SU1519889A1 |
| Способ получения высоконаполненных материалов | 1977 |
|
SU681869A1 |
| Способ формования железобетонных изделий | 1980 |
|
SU1004096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ ЛЕНТЫ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ИСТОЧНИКА ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424601C1 |
| Устройство для формования многослойных железобетонных изделий | 1984 |
|
SU1152790A1 |
Изобретение относится к строительной индустрии, в частности к производству изделий сборного бетона и железобетона..
Известен способ формования изделий из бетонной смеси, включающий сохранение над формуемым участком изделия не снижающегося ниже заданной высйты слоя смеси, подвергаемой наклонно направленной вибрации l.
Однако использование в данном способе только вибрационных колебаний значительно удлиняет процесс уплотне ния бетонной смеси, в связи с этим уплотнение ее происходит не только в слое, расположенном над формуемым участком изделия, но и в самой форме поэтому вибрации также подвергается борт оспа ска и поддон, т., е. вся форма.
Наиболее близким к изобретению является способ формования бетонных изделий путем истечения бетонной смеси
из бункера в форму под действием вибрации бункера и элементов, расположенных внутри бункера, возбуждаемой одним источником вибрации 2.
Недостатком известного способа является невозможность эффективного уплотнения жестких бетонных смесей (до 200 с) из-за проработки последней одHO acjo-тиой вибрацией.i
10
Цель изобретения - повышение эффек-, тивности уплотнения бетонной смеси.
Поставленная цель достигается тем, что согласно способу формования бетон5 ных изделий путем истечения бетонной. смеси из бункера в форму под действием, вибрации, во время истечения на бетонную смесь-многократно, последовательно воздействуют сначала вибрацией
20 с -частотой 15-25 Гц, а затем вибрацией с частотой 75-200 Гц.
Спослэб осуществляют следующим образом.
Бетонная смесь жесткостью 200 с поступает в бункер с расположенными внутри него элементами (стержнями), который подвергают виброударным колебаниям с частотой 15-25 Гц и амплитудой 6,6-12,5 мм от одночастотногз вибровозбудителя ударного действия.При этом элементы бункера вибрируют с различными частотами собственных колебаний в зависимости от их массы и размеров. Причем элементы расположены внутри бункера так, чтобы в процессе истечения бетонной смеси из бункера в форму по.следняй подвергалась последовательно сначала вибрации с низкой, частотой 15-25 Гц ( амплитуде 1-2,5 мм), затем с высокой частотой 75-200 Гц (при .Верхний предел высокой частоты (200 Гц) выбран из-за того, что при его увеличении пот|эебуется применять упругие бойки виброударника очень бол шой жесткости, что приведет к значительному повышению шума, что нежелательно, хотя повышение предела в 200 Гц ведет к более эффективному уплоТнению мелких составляющих смеси. Нижний предел (75 Гц) соответствует наименьшим значениям высокочастотной вибрации, при которой еще достаточно эффективно уплотняются мелкие составляющие бетонные смеси.
амплитуде 0,5-0,05 мм), затем снова низкой и на выходе из бункера с высокой. Причем вибрация бетонной смеси с низкой частотой способствует разрушению первоначальной структуры, сближению крупного заполнителя, частичному разжижению смеси и удалению части воздуха, а с высокой - уплотнению мелкозернистых составляющих бетонной смеси, разрушению комков, перераспределению раствора между крупным заполнителем.
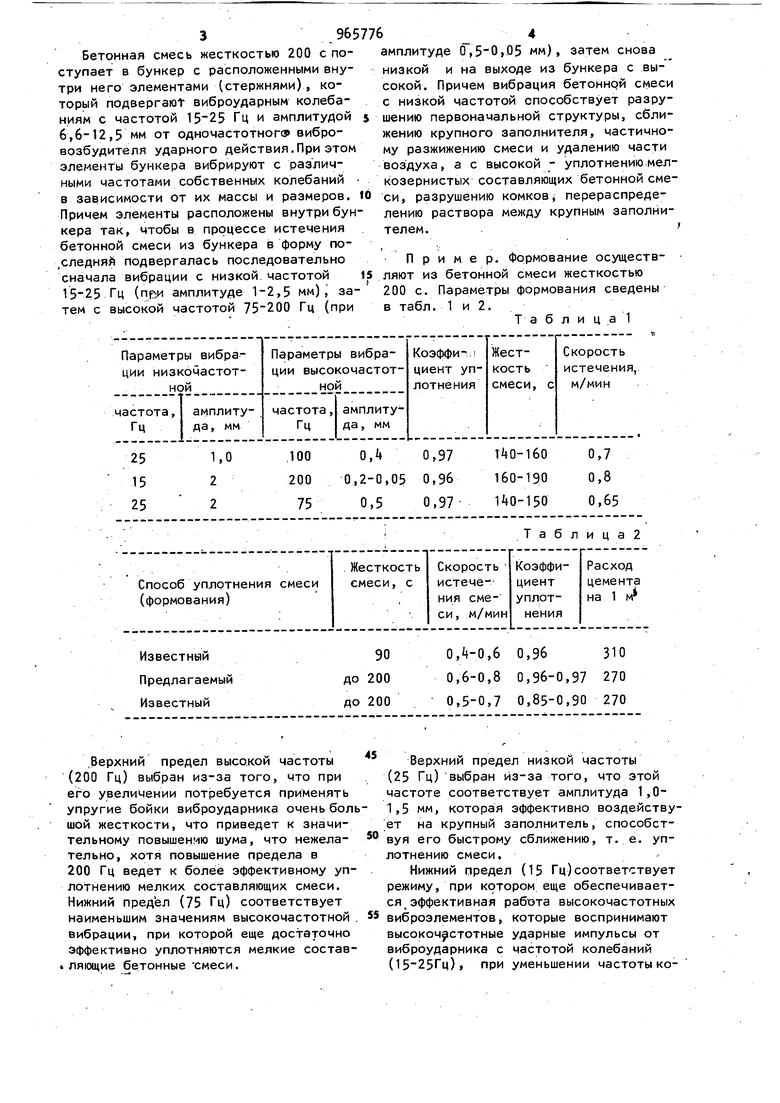
Пример, формование осуществляют из бетонной смеси жесткостью 200 с. Параметры формования сведены в табл. 1 и 2.
Т а б л и ц а 1
Таблица2 Верхний предел низкой частоты (25 Гц) выбран из-за того, что этой частоте соответствует амплитуда 1,01,5 мм, которая эффективно воздействует на крупный заполнитель, способствуя его быстрому сближению, т. е. уплотнению смеси, Нижний предел (15 Гц)соответствует режиму, при котором еще обеспечивается эффективная работа высокочастотных виброэлементов, которые воспринимают высокоч51Стотные ударные импульсы от виброударника с частотой колебаний (15-25Гц), при уменьшении частоты колебаний виброударника ниже 15 Гц имеет место существенное затухание высокочастотных колебаний виброэлементов в интервале между очередным ударным импульсом, что снижает эффективность их воздействия на бетонную смесь. Предлагаемый способ позволит повысить скорость формования особенно из смесей жестких и повышенной жесткости, в связи с большей степенью уплотнения смеси в бункере ,96-0,97) и увеличения скорости ее истечения из бункера, формула изобретения Способ формования бетонных изделий путем истечения бетонной смеси из бун966 кера в форму под действием вибрации, отличающийся тем, что, с целью повышения эффективности уплотнения бетонной смеси, во время истечения на последнюю многократно и последовательно воздействуют снача.ла рибрацией с частотой 15-25 Гц, а затем вибрацией с частотой Гц. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР V , кл. В 28 В 1/08, i960. 2,Авторское свидетельство СССР 6688И, кл, В 28 В 13/02, 1978 ().
