Изобретение относится к термической обработке, в частности к термофикации поршневых колец, и может быть использовано для получения равномерного распределения радиального давления и необходимой упругости при изготовлении разрезанных круглых поршневых и уплотнительных колец с непараллельными торцевыми поверхностями.
Известно устройство для термофиксации поршневых колец в пакете, содержащее оправку, средство осевого сжатия пакета в виде двух фланцев, связанных посредством цилиндрического стержня с резьбой и гайкой (RU, заявка 95101891, кл. C 21 D 9/40, 20.11.96).
К недостаткам этого устройства следует отнести невозможность получения у поршневых колец с одной наклонной торцевой поверхностью равномерной эпюры радиальных давлений при их термофиксации на разводящих вставках. Поскольку высота кольца у замка меньше, чем у спинки, то после термофикации давление у концов будет выше, чем в других зонах. При термофиксации колец на устройстве из-за смещения замковой части колец наружу на величину радиальной толщины колец, возможно коробление колец.
Однако условием получения качественных поршневых колец является установка круглой заготовки с разрезанным замком на фигурную оправку с формой кольца в свободном состоянии с полным контактом всех опорных точек, что практически трудновыполнимо. Это приводит к появлению брака по прилегаемости поршневых колец и искажению расчетной эпюры радиальных давлений. Изготовить данную фигурную оправку с достаточной степенью точности довольно сложно, а применить ее для термофиксации поршневых колец с непараллельными торцовыми поверхностями невозможно, так как нет возможности собрать пакет таких поршневых колец с расположением замков в одну линию с надежной фиксацией их по торцам.
Технической задачей изобретения является создание устройства с оправкой, позволяющей получать поршневые кольца с непараллельными торцовыми поверхностями при их термофиксации с равномерным распределением радиального давления.
Эта задача решается в устройстве, содержащем оправку цилиндрической формы с расположенными симметрично у замков и у спинок поршневых колец двумя продольными вырезами, кольца набраны на оправку попарно с комплектацией колец в каждой паре по наклонной торцовой поверхности и диаметрально противоположным расположением замков, при этом продольные вырезы имеют форму сегментов со стрелкой, равной 1/5 диаметра цилиндрической части оправки d.
Практической установлено, что продольные вырезы на цилиндрической оправке, стрела которых равна 1/5 от ее диаметра, позволяет получать равномерную эпюру радиальных давлений поршневых колец с непараллельными торцовыми поверхностями. Увеличение размера вырезов более 1,5 диаметра цилиндрической оправки ведет к уменьшению давления у концов колец, а уменьшение размера выреза - к увеличению давления концов колец. Так, например, при термофиксации уплотнительных колец с непараллельными торцовыми поверхностями диаметром 38 мм для глубинных насосов с использованием оправки цилиндрической формы без продольных вырезов и с двумя продольными вырезами, имеющим в поперечном сечении форму сегментов, стрела которых составила 1/5 от диаметра цилиндрической части оправки с расположением колец попарно по наклонной торцевой поверхности и диаметрально противоположным расположением замков, получили овальность этих колец соответственно равной +1,4 и 0 мм.
Предложенное решение отличается от прототипа тем, что при установке колец с непараллельными торцовыми поверхностями на цилиндрическую оправку с продольными вырезами, имеющими в поперечном сечении форму сегмента, стрела которых равна 1/5 диаметра цилиндрической части оправки, а вырезы расположены против замков и спинок колец, которые в пакете располагаются попарно в каждой паре по наклонной торцевой поверхности и диаметрально противоположным расположением замков, возникают определенные условия нагружения, которые обеспечивают получение требуемой формы колец в свободном состоянии и равномерную эпюру распределения давления.
На фиг. 1 представлено устройство для термофиксации колец в сборе, на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит цилиндрическую оправку 1 с неподвижным фланцем 2 и цилиндрическим стержнем 3, снабженным резьбой для осуществления осевой стяжки пакета поршневых колец 4 гайки 5, и подвижным фланцем 6 (фиг. 1). Цилиндрическая оправка 1 со стороны замков 7 и спинок 8 колец, набранных попарно в каждой паре по наклонной торцовой поверхности и диаметрально противоположным расположением замков, имеет два продольных выреза 9 и 10 (фиг. 2), имеющих в поперечном сечении форму сегментов, стрелка которых равна 1/5 диаметра оправки d.
Перед термофиксацией пакет поршневых колец 4 надевают на цилиндрическую оправку 1 таким образом, чтобы кольца располагались попарно с комплектацией колец в каждой паре по наклонной торцовой поверхности и диаметрально противоположным расположением замков, при этом вырезы в оправке должны находится против замков и спинок колец (фиг. 2). После этого пакет поршневых колец 4 сжимают в осевом направлении для предотвращения коробления по торцам гайкой 5 через подвижный фланец 6. Набранный таким образом пакет подвергается термообработке, а результате чего кольца приобретают требуемую форму и упругость. Режим термообработки колец должен обеспечить снятие внутренних напряжений в материале и зафиксировать полученную форму колец в свободном состоянии на оправке.
Приведен расчет стрелы сегментов вырезов цилиндрической части оправки для термофиксации уплотнительных колец глубинных насосов с непараллельным и торцовыми поверхностями диаметром 38 мм:
где
F - стрела сегмента продольных вырезов оправки, мм;
D - номинальный диаметр колец, D = 38 мм;
S - размер замка колец в свободном состоянии, S = 6,4 мм;
k - коэффициент усадки материала колец, k = 1,15...1,25;
t - радиальная толщина колец, t = 2 мм.
Таким образом, данное устройство позволяет осуществлять термофиксацию разрезанных круглых поршневых и уплотнительных колец с непараллельными торцовыми поверхностями.
К настоящему времени изготовлен опытный образец предлагаемого устройства и с помощью его проведена термофиксация партии уплотнительных колец диаметром 38 мм для глубинных насосов. Результаты измерения колец показали, что они имеют эпюру радиальных давлений близкую к равномерной и полностью прилегают к контрольному калибру. Коробление торцовых поверхностей не превышает допустимых значений. Уплотнительные кольца успешно проходят эксплуатационные испытания при работе глубинных насосов на нефтяных скважинах Саратовской области.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2006 |
|
RU2333262C2 |
| СОСТАВНОЕ ПОРШНЕВОЕ КОЛЬЦО | 1994 |
|
RU2065107C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАДИАЛЬНОГО ДАВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1994 |
|
RU2085878C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2309992C2 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПАКЕТОВ ПОРШНЕВЫХ ИЛИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2001 |
|
RU2179090C1 |
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2097436C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2293771C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2008 |
|
RU2364635C1 |

Изобретение относится к термической обработке, в частности к термофиксации поршневых колец и может быть использовано для получения равномерного распределения радиального давления и необходимости упругости при изготовлении разрезанных круглых поршневых и уплотнительных колец с непараллельными торцевыми поверхностями. Задача изобретения предусматривает создание устройства с оправкой, позволяющей получать поршневые кольца с непараллельными торцевыми поверхностями при их термофиксации с равномерным распределением радиального давления. Поршневые кольца, подлежащие термообработке для получения размерного распределения радиального давления, набирают в пакет на оправку, выполненную в виде цилиндра с расположенными симметрично у замков и у спинок колец двумя продольными вырезами попарно с комплектованием колец в каждой паре по наклонной торцевой поверхности и диаметрально противоположным расположением замков, при этом продольные вырезы в поперечном сечении имеют форму сегментов со стрелой, равной 1/5 диаметра цилиндрической части оправки. 2 ил.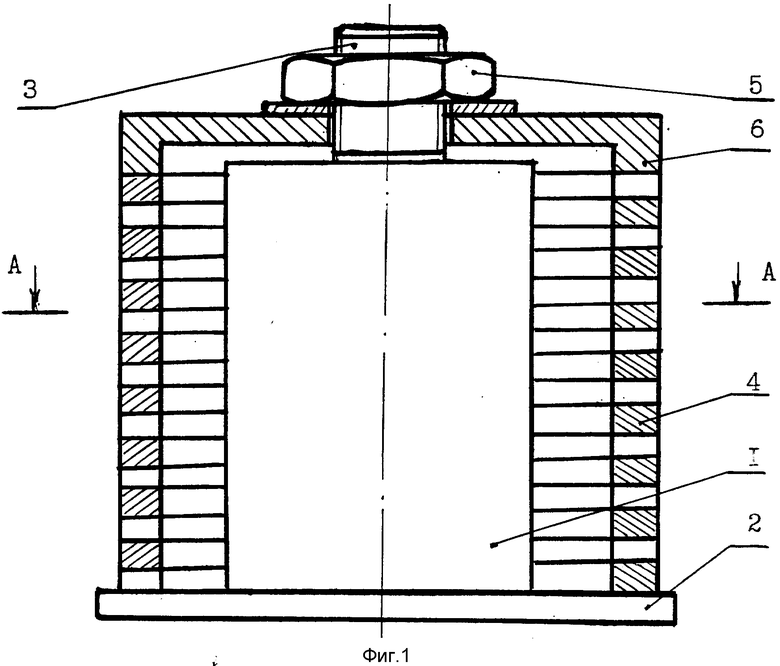
Устройство для термофиксации поршневых колец с одной наклонной торцевой поверхностью в пакете, содержащее оправку, средство осевого сжатия набранного на оправке пакета поршневых колец в виде двух фланцев, связанных посредством цилиндрического стержня с резьбой, и гайки, отличающееся тем, что оправка выполнена в виде цилиндра с расположенными у замков и у спинок поршневых колец двумя продольными срезами, которые в поперечном сечении имеют форму сегментов со стрелой, равной 1/5 части диаметра цилиндрической части оправки.
| RU, заявка, 95101891, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
