Изобретение относится к термической обработке, в частности к термофиксации поршневых колец, и может быть использовано при изготовлении разрезных поршневых колец с непараллельными торцовыми поверхностями (одной наклонной торцовой поверхностью).
Известен способ термофиксации поршневых колец, в котором кольца разводятся в замке отдельно посредством вставной разжимной пластинки и в таком виде подвергаются термообработке в печи для снятия напряжений, возникающих в заготовке при ее разведении [1]
Недостатками данного способа является трудность механизации процесса обработки, низкая производительность и невысокое качество получаемых изделий, так как не исключается коробление колец.
Указанные недостатки в значительной степени устранены в способе термофиксации поршневых колец, в котором кольца набирают в пакет с заданием размера замка колец с помощью сухаря (разводящей вставки), набранный пакет сжимают с торцев для исключения коробления и подвергают термообработке [2]
Для осуществления этого способа известно использование приспособления, содержащего разводящую вставку и средства осевого сжатия пакета поршневых колец в виде установленных на стержне одной фиксированной (нижней) и одной подвижной (верхней) пластин, при этом осевое сжатие пакета колец осуществляется путем нагружения его весом верхней пластины [3]
Пакетный способ термофиксации колец допускает большую степень механизации, более производителен и, благодаря исключению коробления колец в процессе термообработки, позволяет получать изделия более высокого качества.
Однако известный способ неприменим для осуществления термофиксации поршневых колец с непараллельными торцовыми поверхностями, находящих применение в условиях повышенных требований и качеству уплотнения поршней в цилиндрах.
Это объясняется тем, что при наборе таких колец в пакет их оси располагались бы под углом друг к другу, что не позволяет сформировать пакет и произвести его осевую стяжку.
Изобретение решает задачу создания пакетного способа термофиксации поршневых колец, торцовые поверхности которых непараллельны между собой.
Для решения этой задачи в способе термофиксации поршневых колец, включающем набор колец в пакет с заданием размера замка колец с помощью разводящей вставки, сжатие пакета по наружным торцам крайних колец и термообработку колец в пакете, набор колец в пакет осуществляют попарно с контактированием колец в каждой паре по наклонным торцовым поверхностям и диаметрально противоположным расположением замков, при этом замковые части колец располагают со смещением наружу на величину радиальной толщины кольца.
Приспособление для термофиксации поршневых колец, содержащее разводящую вставку и средства осевой стяжки пакета поршневых колец, включающее установленные на стержне одну фиксированную и одну подвижную пластины, снабженные пазами, в которые помещены концы разводящей вставки, снабжено второй разводящей вставкой, а пластины снабжены дополнительными пазами, расположенными с диаметрально противоположной стороны по отношению к первым пазам, в которые помещены концы второй разводящей вставки.
Указанные особенности способа и приспособления для термофиксации поршневых колец позволяют при наборе колец с непараллельными торцовыми поверхностями в стопку сохранить однонаправленность их осей, а это дает возможность осуществить набор колец в пакет, произвести осевую стяжку пакета и осуществить термообработку колец в пакете.
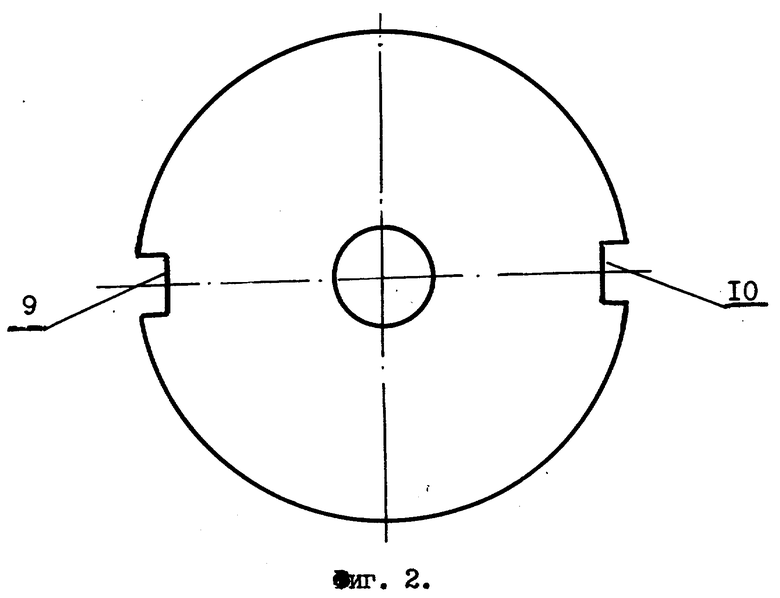
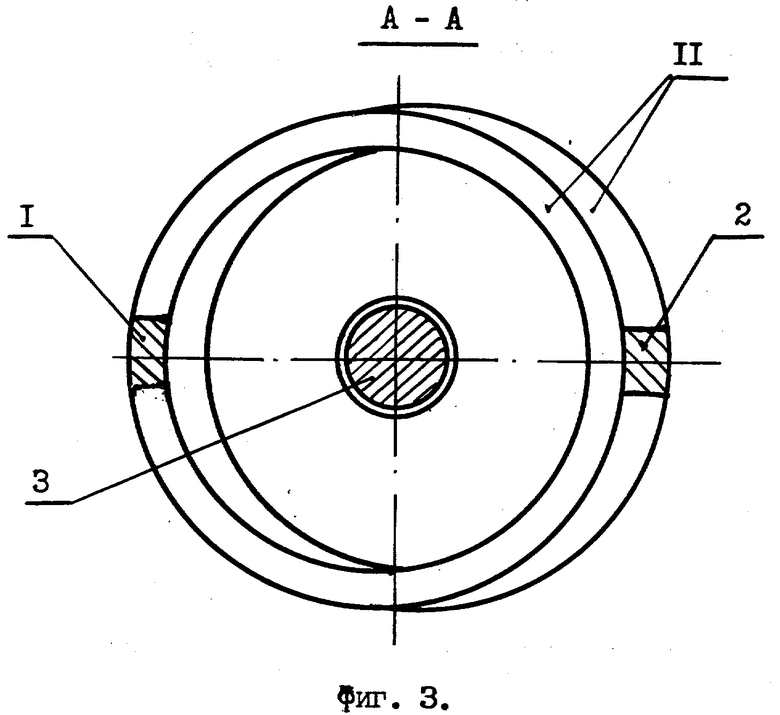
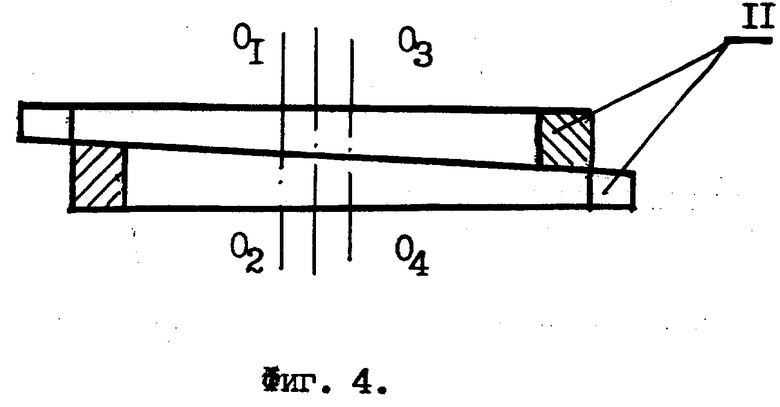
На фиг. 1 показано приспособление для термофиксации поршневых колец с набранными в нем в пакет поршневыми кольцами, продольный разрез; на фиг.2 - пластина приспособления, вид в плане; на фиг.3 разрезе А-А на фиг.1; на фиг. 4 схема положения колец в паре.
Приспособление содержит две разводящие вставки 1 и 2 и средства осевой стяжки пакета поршневых колец, включающие две установленные на стержне 3 пластины 4 и 5, осевое положение одной из которых (5) на стержне 3 зафиксировано, а другая (4) установлена на нем подвижно. В варианте исполнения, представленном на чертежах, осевая фиксация пластины 5 на стержне 3 обеспечивается головкой 6, которой в данном случае снабжен стержень 3, выполненный в виде болта. Однако очевидно, что пластина 5 на стержне 3 может быть зафиксирована и иным способом, например, соединена с ним с помощью сварки, посредством резьбы, напрессовки или изготовлена с ним как одно целое. Для осуществления осевой стяжки пакета поршневых колец между пластинами 4 и 5 в данном варианте исполнения стержень 3 со стороны подвижной пластины 4 снабжен резьбой, на которую навинчена гайка 7, воздействующая на эту пластину через шайбу 8. Очевидно, что при вертикальном положении приспособления в процессе термообработки осевую стяжку пакета колец можно осуществлять и так же, как это делается в приспособлении прототипе, т.е. путем нагружения пакета весом верхней подвижной пластины 4. Каждая из пластин 4 и 5 снабжена двумя пазами 9 и 10 (фиг.2), расположенными по отношению друг к другу с диаметрально противоположных сторон от геометрической оси, в которую помещены концы соответственно разводящей вставки 1 и разводящей вставки 2 (фиг.1).
Перед термообработкой поршневые кольца 11 комплектуют в пары, в которых они контактируют между собой по наклонным торцовым поверхностям и имеют диаметрально противоположное расположение замков. Затем кольца попарно, разводя их замки, последовательно собирают в стопку на разводящих вставках 1 и 2 описанного приспособления, определяющих размеров замка после термообработки колец. При этом замковые части колец располагают со смещением наружу на величину радиальной толщины кольца (фиг.3). Параллельность наружных торцовых поверхностей колец в парах и однонаправленность осей O1-O2 и O3-O4 колец (фиг.4) при указанном порядке их набора в стопку позволяют сформировать пакет из колец с непараллельными торцовыми поверхностями.
Набранный таким образом пакет колец через пластины 4 и 5 с помощью болта 3, шайбы 8 и гайки 7 стягивают в осевом направлении по наружным торцам крайних колец (фиг. 1) и подвергают термообработке, в результате чего кольца приобретают требуемую форму.
Режим термообработки колец не относится к предмету данного изобретения и определяется материалом, размерами колец и способом их предшествующей механической обработки.
Таким образом, данный способ при использовании описанного приспособления позволяет осуществлять термофиксацию поршневых колец с не параллельными торцами.
К настоящему времени изготовлен опытный образец предлагаемого приспособления и с помощью него проведена обработка партии колец с непараллельными торцовыми поверхностями для глубинных штанговых насосов диаметром 44 мм, которые проходят эксплуатационные испытания в АО "Саратовнефтегаз". Предварительные результаты испытания положительны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333263C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2008 |
|
RU2364635C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2293771C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2011 |
|
RU2468094C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2003 |
|
RU2245376C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2309992C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2012 |
|
RU2487179C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2006 |
|
RU2333262C2 |
Изобретение относится к термической обработке и может быть использовано при термофиксации поршневых колец с непараллельными торцовыми поверхностями. Поршневые кольца, подлежащие термообработке для получения требуемой формы, попарно на двух разводящих вставках, определяющих размер замка после термообработки, набирают в пакет с контактированием колец в каждой паре по наклонным торцовым поверхностям при диаметрально противоположном расположении замков и смещением замковых частей наружу на величину радиальной толщины колец. Набранный таким образом пакет колец посредством болта с гайкой и установленных на нем фиксированной и подвижной пластин, снабженных пазами под разводящие вставки, стягивают по наружным торцам крайних колец и подвергают термообработке. 2 с.п.ф-лы, 4 ил.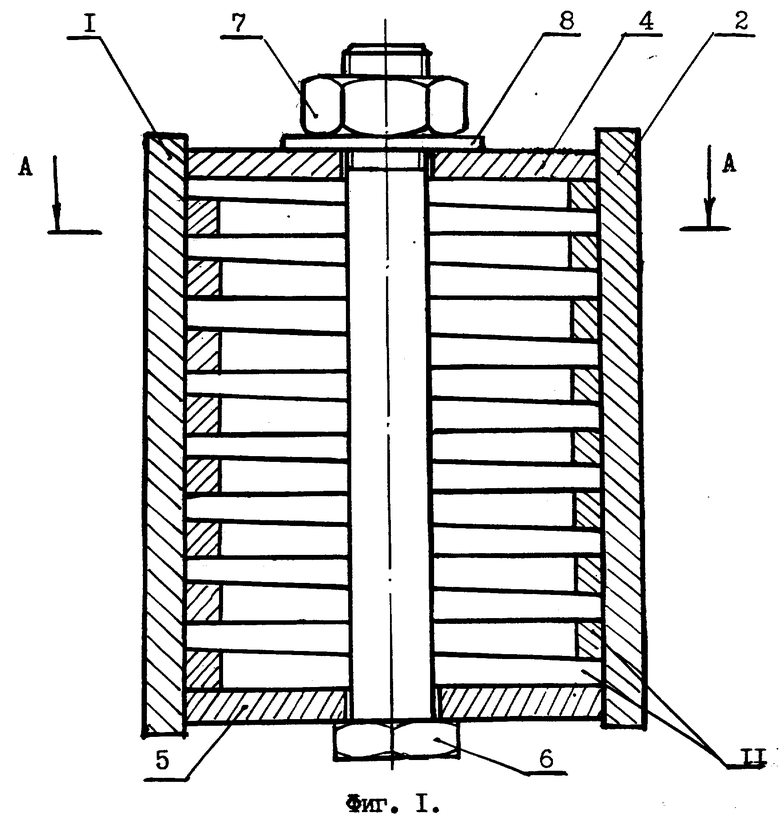
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Энгмин К | |||
| Поршневые кольца | |||
| - М.: Машиностроение, 1962, т.1, с.367 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гинзбург Б.Я | |||
| Теория поршневого кольца | |||
| - М.: Машиностроение, 1979, с.226,227 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Энгмин К | |||
| Поршневые кольца | |||
| - М.: Машиностроение, 1962, т.1, с.366, фиг.263. | |||
