Изобретение относится к термической обработке, в частности к термофиксации поршневых колец в пакете, и может быть использовано для получения различных упругости и распределения радиального давления при изготовлении разрезанных круглых поршневых и уплотнительных колец с параллельными торцовыми поверхностями.
Известно устройство для термофиксации поршневых колец в пакете, состоящее из приспособления для осевого сжатия пакета по торцам для исключения коробления и разводящей вставки (сухаря) для разведения замков колец, позволяющей получать радиальное давление, близкое к равномерному (Гинцбург Б.Я. Теория поршневых колец. - М.: Машиностроение, 1979, с.226, рис.124, а) (аналог).
К недостаткам такого устройства для термофиксации следует отнести невозможность получения равномерного радиального давления, поскольку торцовые поверхности кольца в замке при разведении его концов и установки между ними разводящей вставки располагаются под острым углом к оси симметрии кольца, проходящей через его замок и центр устройства, что вызывает условия нагружения, отличные от тех, которые позволяют получить равномерное радиальное давление (наблюдается пониженное давление в зоне замка, что подтверждается рис.125 в книге Гинцбурга Б.Я. Теория поршневых колец. - М.: Машиностроение, 1979 на с.227), а также невозможность получения поршневых колец с повышенным радиальным давлением в зоне замка, что часто требуется условиями долговечной эксплуатации узла уплотнения.
Наиболее близкой по технической сущности к заявляемому объекту является устройство для термофиксации поршневых колец в пакете по патенту РФ №2245376 (прототип).
К недостатку такого устройства для термофиксации колец следует отнести невозможность получения необходимой величины разведения замка (требуемой упругости кольца) при горизонтальном положении опорных пластин для различных типоразмеров поршневых колец.
Технической задачей изобретения является осуществление возможности получать поршневые кольца при их термофиксации с требуемой упругостью и различными распределениями радиального давления (равномерным, повышенным и пониженным давлением в зоне замка).
Задача достигается путем использования устройства для термофиксации поршневых колец в пакете, содержащего разводящую вставку, размещенную в замке колец и снабженную опорными пластинами П-образной формы, которые закреплены одной своей стороной на основании разводящей вставки с возможностью поворота на оси, кроме того, опорные пластины зафиксированы посредством болта с гайкой с возможностью изменения угла наклона между опорными пластинами в зависимости от положения болта в пазу основания от 0 до 60°, средство осевого сжатия пакета поршневых колец в виде неподвижного и подвижного фланцев, связанных посредством цилиндрического стержня с резьбой и гайкой, отличающегося тем, что основание в плоскости закрепления опорных пластин имеет паз, в котором одной своей стороной закреплены опорные пластины с возможностью взаимного перемещения относительно друг друга.
Оригинальность в выборе решения заключается в том, что, используя предлагаемое устройство для термофиксации, можно получать поршневые кольца с различной упругостью, различной формой в свободном состоянии и естественно с различными эпюрами радиального давления.
Предложенное решение отличается от прототипа тем, что при термофиксации поршневых колец в пакете используется разводящая вставка, у которой расстояние между опорными пластинами можно изменять и фиксировать с помощью болтов и гаек, тем самым обеспечивать получение требуемой упругости различных типоразмеров поршневых колец.
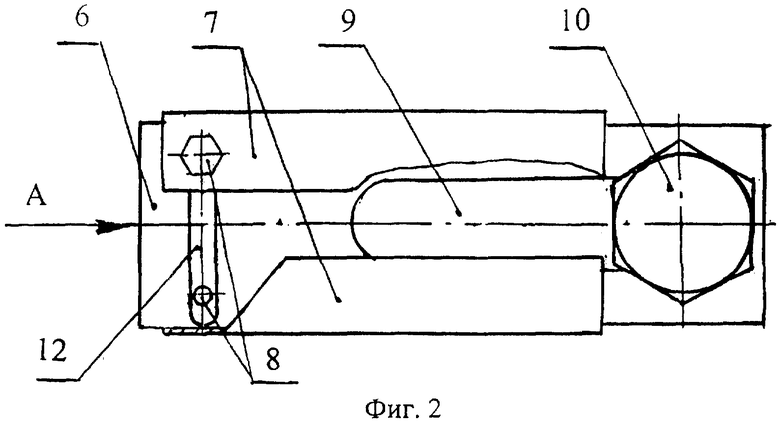
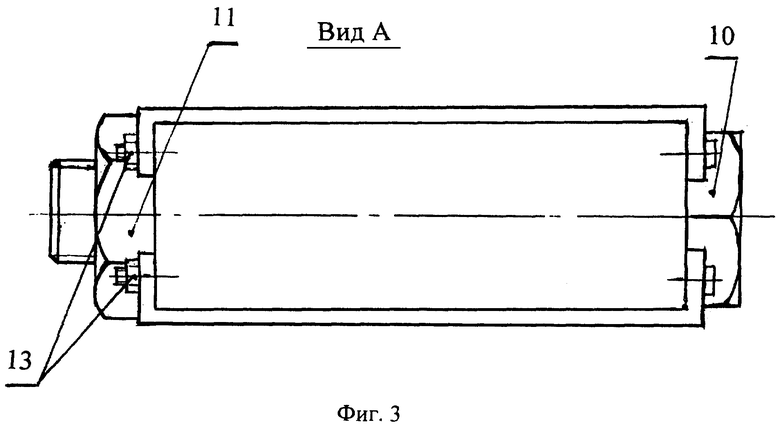
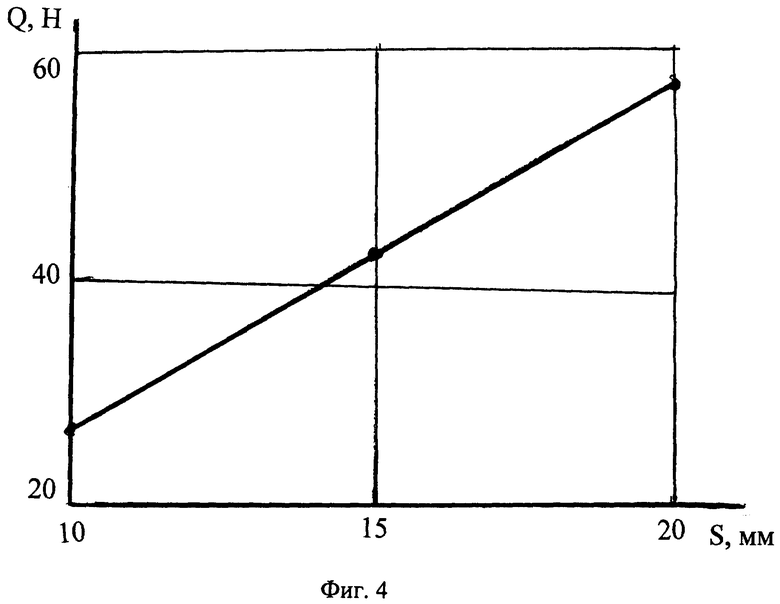
На фиг.1 приведено устройство для термофиксации поршневых колец в сборе, на фиг.2 - разводящая вставка, на фиг.3 - вид А разводящей вставки, на фиг.4 приведена зависимость упругости уплотнительного кольца от размера замка кольца в свободном состоянии.
Устройство состоит из неподвижного фланца 1, цилиндрического стержня 2, снабженного резьбой для осуществления осевой стяжки пакета поршневых колец 3 гайкой 4, подвижного фланца 5 и разводящей вставки, основание 6 которой приведено на фиг.1. Разводящая вставка состоит из основания 6 (фиг.2), двух опорных пластин 7, имеющих П-образный профиль, концы опорных пластин 7 одной своей стороной закреплены болтами 8 с гайками 13 в пазу 12 основания 6, а с другой стороны опорные пластины 7 фиксируются болтом 10 и гайкой 11 через паз 9 основания 6 (фиг.2, 3).
Для термофиксации поршневые кольца 3 (фиг.1) набираются в пакет на неподвижном фланце 1, в замки колец устанавливается разводящая вставка. Предварительно у разводящей вставки опорные пластины 7 устанавливают в нужное положение. Вначале, для получения требуемой упругости концы опорных пластин 7 разводят на расстояние, равное размеру замка кольца в свободном состоянии, путем перемещения опорных пластин совместно с болтами 8 и гайками 13 по пазу 12 основания 6 с последующей фиксацией опорных пластин болтами и гайками. Затем устанавливают вторые концы опорных пластин перемещением болта 10 с гайкой 11 по пазу 9 основания 6. Для получения распределения радиального давления колец, близкого к равномерному, необходимо параллельное расположение опорных пластин. Для получения повышенного радиального давления в зоне замка опорные пластины располагают под углом друг к другу. Вершина угла расположена по оси симметрии замка кольца и центра цилиндрического стержня с внешней стороны неподвижного фланца. Этот угол может изменяться от 0 до 60°, причем чем больше угол, тем выше степень коррекции z (отношение давления в зоне замка к среднему давлению кольца). Для получения пониженного радиального давления в зоне замка разводящую вставку разворачивают на 180°, т.е. вершину угла располагают по оси симметрии замка кольца и центра цилиндрического стержня с внутренней стороны неподвижного фланца. После сборки пакета поршневые кольца 3 сжимают по торцам в осевом направлении для предотвращения коробления гайкой 4 через подвижный фланец 5 (фиг.1). Набранный таким образом пакет колец подвергается термообработке. Режим термообработки колец должен обеспечить снятие внутренних напряжений в материале и зафиксировать полученную форму колец в свободном состоянии.
С помощью предлагаемого устройства проведена термофиксация трех партий уплотнительных колец диаметром 115 мм, высота колец 3 мм, радиальная толщина 5 мм, размер замка (расстояние между опорными пластинами) 10, 15 и 20 мм для коробок перемены передач тракторов из специального серого чугуна с модулем упругости 85-109 Па. Для термофиксации уплотнительных колец использовалась разводящая вставка с параллельным расположением опорных пластин, что соответствует равномерному радиальному давлению. Результаты измерения упругости уплотнительных колец в зависимости от размера замка приведены на фиг.4. Упругость Q уплотнительных колец для различных размеров замка S (10, 15 и 20 мм) соответственно равна 28,6, 42,9 и 57,1 Н. По данной зависимости можно подобрать необходимый для обеспечения требуемой упругости размер замка кольца диаметром 115 мм в свободном состоянии и соответствующее ему расстояние между опорными пластинами. Используя аналогичные зависимости для других типоразмеров колец, можно подобрать требуемое расстояние между опорными пластинами и обеспечить требуемую упругость.
Технико-экономический эффект предлагаемого устройства заключается в том, что имеется возможность изготовить поршневые и уплотнительные кольца с требуемой упругостью и необходимым радиальным давлением, что повысит их долговечность и надежность работы в узлах уплотнения по сравнению с существующими устройствами для термофиксации колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2003 |
|
RU2245376C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2309992C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2008 |
|
RU2364635C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2011 |
|
RU2468094C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333263C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2097436C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2014 |
|
RU2578892C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2012 |
|
RU2487179C1 |
Изобретение относится к термической обработке, в частности к термофиксации поршневых колец в пакете, и может быть использовано для получения различного распределения радиального давления и упругости при изготовлении разрезанных круглых поршневых и уплотнительных колец с параллельными торцовыми поверхностями. Устройство содержит неподвижный фланец, цилиндрический стержень с резьбой для осуществления осевой стяжки пакета поршневых колец гайкой, подвижный фланец и разводящую вставку. Разводящая вставка состоит из основания, двух опорных пластин, имеющих П-образный профиль, основание в плоскости закрепления опорных пластин имеет паз, в котором одной своей стороной закреплены с помощью болтов и гаек опорные пластины с возможностью перемещения пластин относительно друг друга. Кроме этого, основание имеет паз, с помощью которого болтом и гайкой устанавливают угол наклона опорных пластин. Применение устройства при термофиксации позволяет изготовить поршневые кольца с требуемой упругостью и эпюрой радиального давления, что позволит повысить их долговечность и надежность работы узла уплотнения. 4 ил.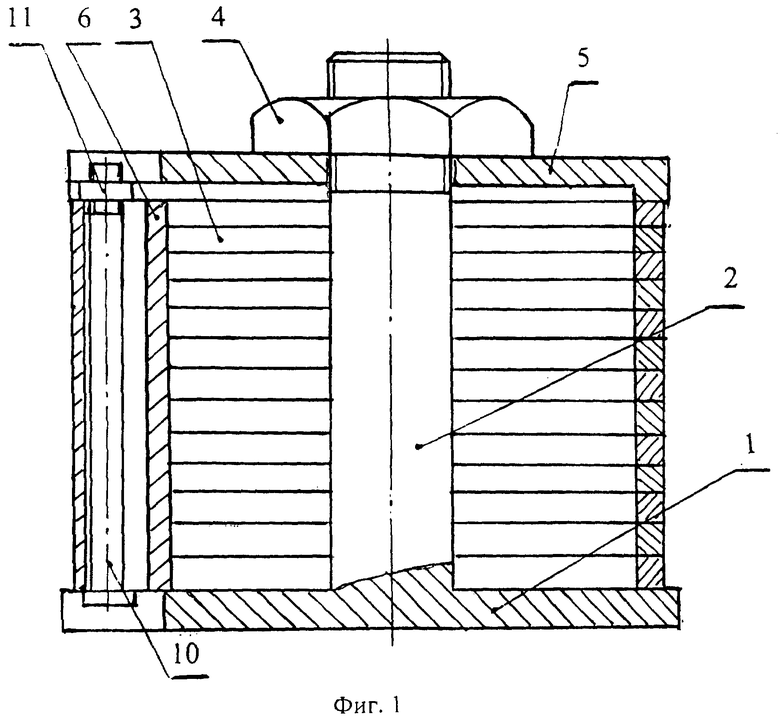
Устройство для термофиксации поршневых колец в пакете, содержащее разводящую вставку, размещенную в замках колец, и имеющую опорные пластины П-образной формы, закрепленные одной своей стороной на основании разводящей вставки с возможностью поворота, изменения угла наклона между ними от 0 до 60° и его фиксации посредством болта с гайкой в зависимости от положения болта в пазу основания, средство осевого сжатия пакета поршневых колец в виде неподвижного и подвижного фланцев, связанных посредством цилиндрического стержня с резьбой и гайкой, отличающееся тем, что основание разводящей вставки в плоскости закрепления опорных пластин имеет паз, в котором закреплены одной своей стороной опорные пластины с возможностью перемещения относительно друг друга.
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2003 |
|
RU2245376C1 |
| Способ терморихтовки пластин | 1974 |
|
SU502055A1 |
| Устройство для термической обработки поршневых колец | 1979 |
|
SU855025A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| RU, 2097436 C1, 27.11.1997 | |||
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |

