Предлагаемое изобретение относится к области медицины, а именно к ортопедической стоматологии и может быть использовано при изготовлении протезов методом компрессионного прессования.
Известна разборная кювета для паковки и последующей полимеризации зубных пластмассовых протезов, содержащая две половины (см. Варес Э.Я., Павленко А. В. , Шевченко В. И. "Литьевое прессование зубочелюстных протезов из пластмасс". - Медицина, 1984 г. - 128 с., с 14-18, рис.1).
Недостатком такой кюветы является низкая прочность зубных протезов, обусловленная тем, что по окончании формирования давление на базисный материал не оказывается, а значит не представляется возможным уплотнить пластмассу, чтобы уменьшить ее усадку во время полимеризации и исключить образование пор.
Цель изобретения - повышение качества изготавливаемых в лабораторных условиях съемных пластиночных пластмассовых зубных протезов. Для решения поставленной цели известная кювета, состоящая из двух половин, снабжена винтом, установленным в плоскости разъема кюветы и плунжером, установленным на конце винта, с возможностью осевого вращения относительно винта. Между винтом и плунжером установлен упругий элемент.
Устройство изображено на чертеже, где 1 - нижняя полукювета, 2 - верхняя полукювета, 3 - винт, 4 - плунжер, 5 - пружина, 6 - гипсовая форма, 7 - базисный материал.
Винт 3 соединен с полукюветой 2 с помощью винтовой резьбы; плунжер 4 установлен на конце винта 3 с возможностью осевого вращения, причем между плунжером 4 и винтом 3 установлена пружина 5.
Устройство работает следующим образом. При выполнении в кювете гипсовой формы 6 в ней предусматривается пространство, прилегающее к плунжеру 4. После заполнения формы базисным материалом 7 и смыкания половин кюветы 1 и 2, вращением винта 3 плунжер 4 внедряется в кювету и создает в базисном материале 6 избыточное давление. Пружина 5 при этом сжимается. В процессе полимеризации по мере усадки базисного материала 7 плунжер 4 под воздействием усилия создаваемого пружиной 5 внедряется в кювету, компенсируя усадку. Для компенсации больших усадок возможно периодическое доворачивание винта 3 в процессе полимеризации базисного материала 7.
Предлагаемое устройство позволяет объединить такие достоинства компрессионного прессования, как простота оборудования и малый расход базисного материала, с достоинствами литьевого прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЮВЕТА ДЛЯ КОМПРЕССИОННОГО ПРЕССОВАНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1997 |
|
RU2111724C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ХРЯЩЕВОГО ОТДЕЛА НОСА ПРИ ВРОЖДЕННОЙ ПАТОЛОГИИ ЧЕЛЮСТНО-ЛИЦЕВОЙ ОБЛАСТИ | 1997 |
|
RU2140770C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ БОГАТОВА-РЕВЯКИНА | 1997 |
|
RU2122375C1 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1997 |
|
RU2136245C1 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1997 |
|
RU2123310C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛИ НОСА | 2000 |
|
RU2179835C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ | 1999 |
|
RU2159593C1 |
| ВНУТРИКОСТНЫЙ ЗУБНОЙ ИМПЛАНТАТ БОГАТОВА-РЕВЯКИНА-ЛЫСОВА | 1998 |
|
RU2154439C1 |
Изобретение предназначено для использования в ортопедической стоматологии при изготовлении съемных пластиночных пластмассовых зубных протезов методом компрессионного прессования. Кювета состоит из двух половин 1 и 2. В плоскости разъема кюветы установлен винт 3, на конце которого размещен плунжер 4, с возможностью осевого перемещения. Упругий элемент 5 установлен между винтом 3 и плунжером 4. Изобретение позволяет повысить качество изготавливаемых в лабораторных условиях съемных пластиночных протезов. 1 з.п.ф-лы, 1 ил.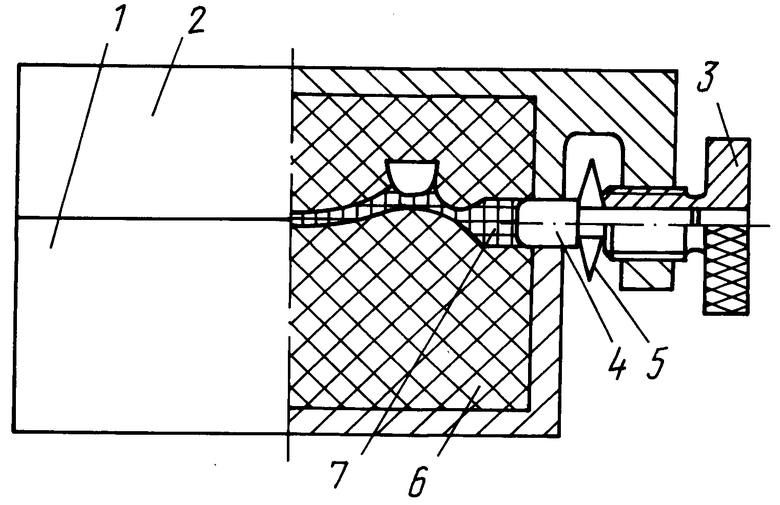
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Варес Э.Я | |||
| и др | |||
| Литьевое прессование зубочелюстных протезов из пластмасс | |||
| - М.: Медицина, 1984, с.14-18, рис.1 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5104531 (JAPAN INSTITUTE OF ADVANCED DENTBSTY), 14.04.92, A 61 C 13/00. | |||
