Изобретение относится к станкостроению и может быть использовано при обработке фрезерованием крупногабаритных изделий типа крестовин железнодорожных стрелочных переводов.
Известен продольно-фрезерный станок, предназначенный для обработки изделий большой длины (массой до 30 т) в условиях серийного производства, содержащий две фрезерные головки, расположенные на траверсе, и стол, подвижный в горизонтальном направлении (В.А. Гапонкин, Л.К. Лукашев, Т.Г. Суворова Обработка резанием, металлорежущий инструмент и станки, М.: Машиностроение, 1980 г., с. 228-230, рис. 14.1(д).
Недостатком данного станка является сложность его и нерентабельность применения при небольших объемах работ.
Наиболее близким по совокупности существенных признаков к заявляемому устройству является фрезерный станок, содержащий шпиндельную головку, закрепленную в верхней части станины с возможностью вертикального перемещения, и рабочий стол, установленный в направляющих станинах подвижно в горизонтальном направлении относительно шпиндельной головки и несущий предметную плиту, установленную с опорой на стол и с возможностью углового поворота (SU, авт. св. N 645533, кл. B 23 C 1/00, опубл. 30.01.79 г.).
Недостатком данного станка является технологическая невозможность обработки фрезерованием боковых поверхностей головок рельсов крестовин железнодорожных стрелочных переводов по причине отсутствия средств позиционирования обрабатываемых деталей типа крестовин железнодорожных стрелочных переводов.
Для обеспечения возможности обработки фрезерованием не только горизонтальных, но и боковых поверхностей головок рельсов крестовин железнодорожных стрелочных переводов, фрезерный станок, на станине которого размещены направляющие, установленная в верхней части станины с возможностью вертикального перемещения шпиндельная головка, корпус рабочего стола, установленный в направляющих с возможностью горизонтального перемещения относительно шпиндельной головки, а также установленная с опорой на корпус стола и с возможностью углового поворота предметная плита, станок снабжен расположенными в корпусе рабочего стола перпендикулярно к его продольной оси двумя ходовыми винтами, на одном из которых размещена гайка с жестко закрепленной на ней осью, а на другом - поводок, предназначенный для поворота предметной плиты на рабочем столе, а также станок снабжен установленными на предметной плите с возможностью перемещения элементом, предназначенным для позиционирования относительно указанной оси обрабатываемой детали типа крестовины железнодорожного стрелочного перевода, при этом предметная плита выполнена вытянутой прямоугольной формы и с отверстием для взаимодействия с осью на гайке, а ее размеры не меньше размеров обрабатываемой крестовины, предметная плита выполнена со сквозным пазом, расположенным вдоль ее продольной оси симметрии, а также с рисками, нанесенными на ее поверхность для определения положения позиционирующего элемента, соответствующего определенному типоразмеру обрабатываемой крестовины, при этом элемент для позиционирования выполнен в виде Т-образного упора с шейкой, расположенной на шейке прижимной планки и размещенного в продольном пазу предметной плиты болта, связывающего Т-образный упор и прижимную планку.
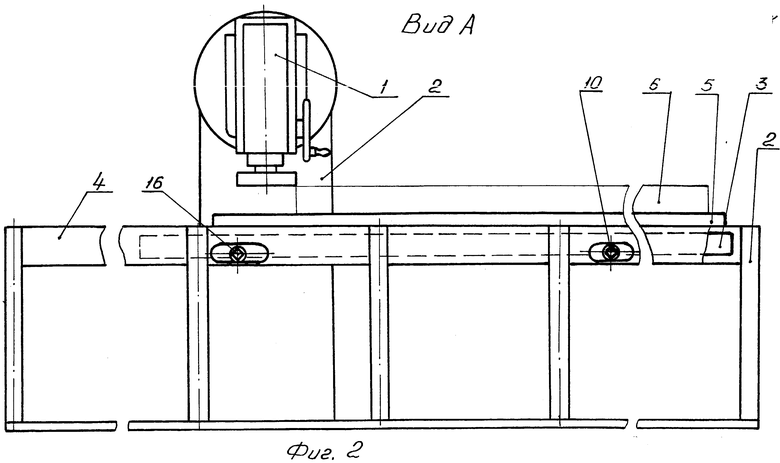
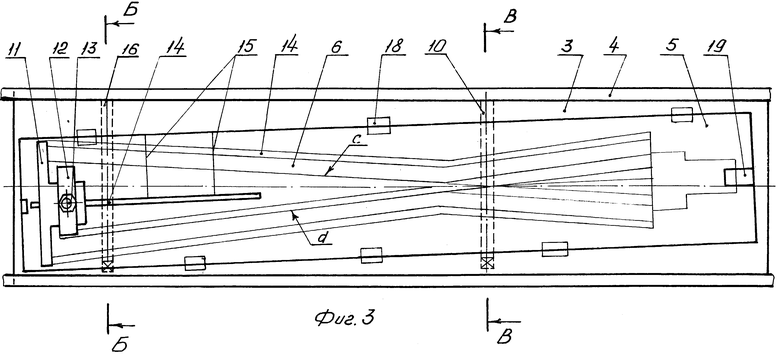
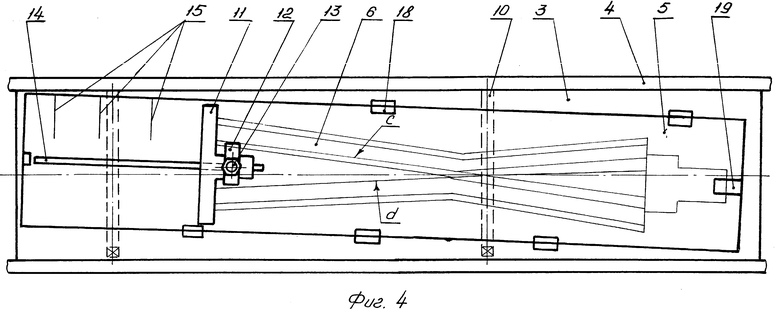
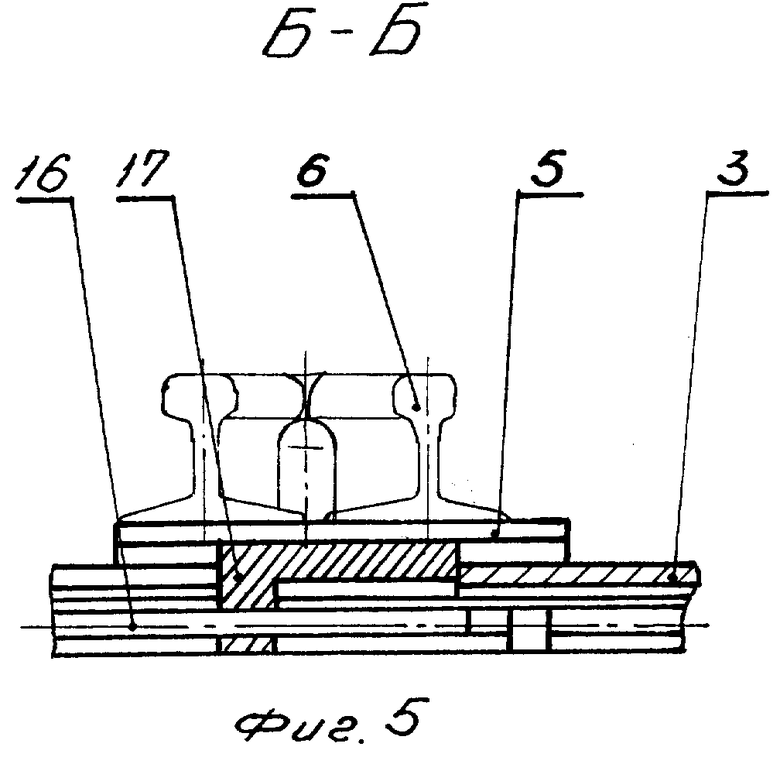
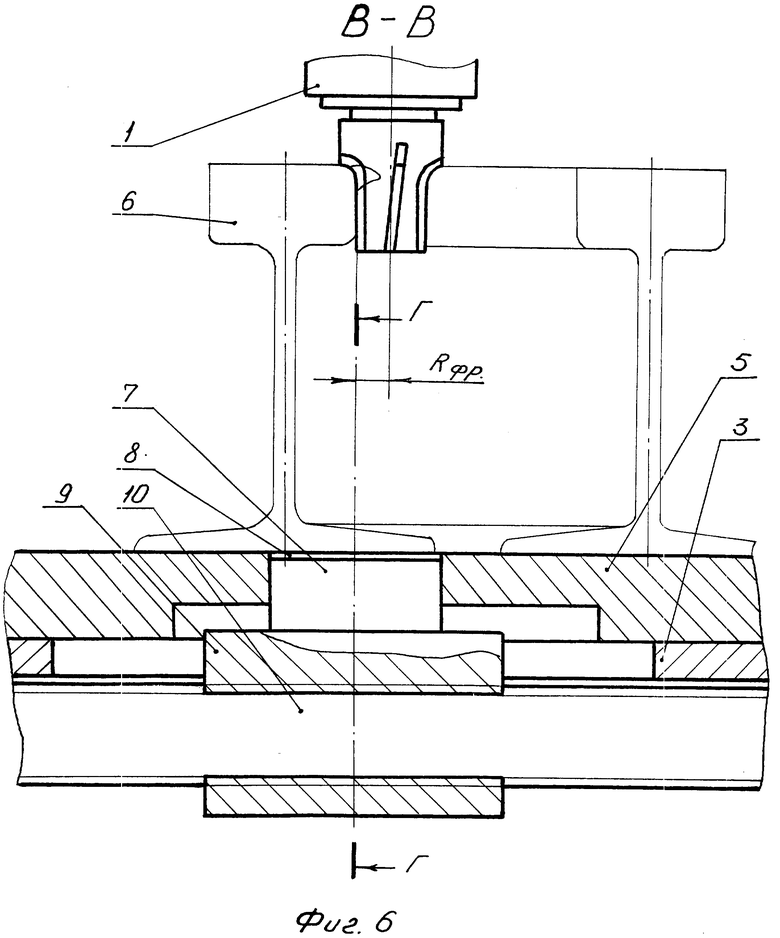
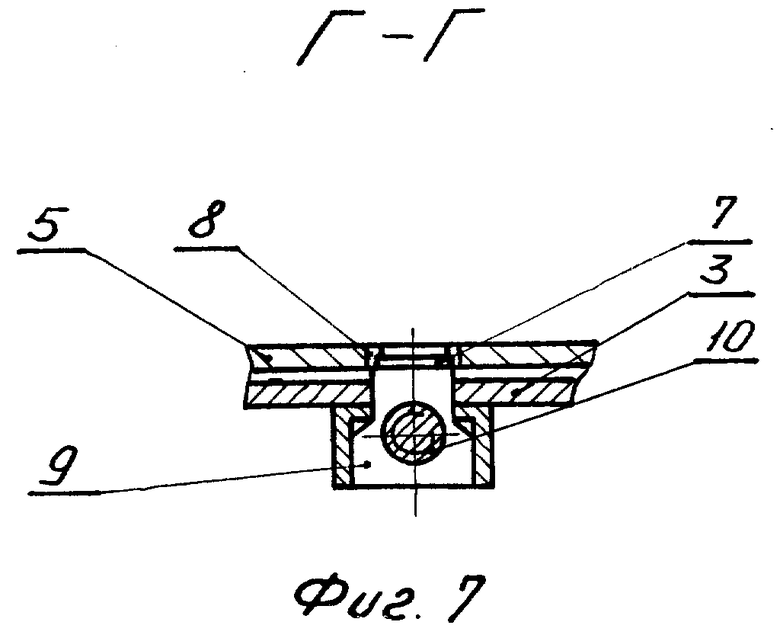
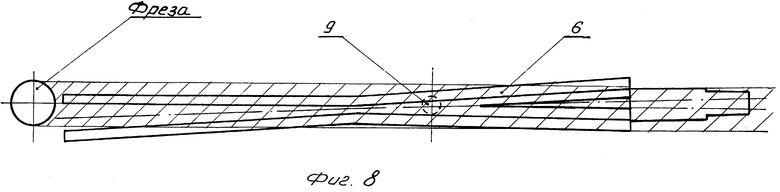
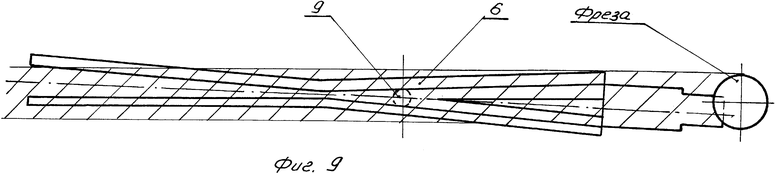
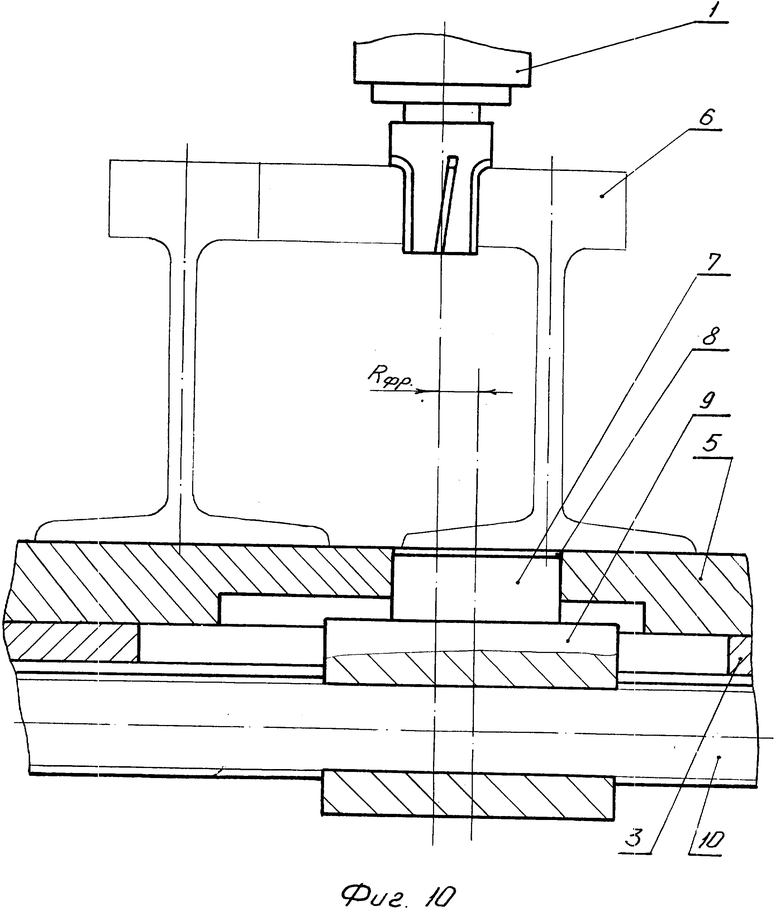
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен фрезерный станок, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - рабочий стол с установленной на нем предметной плитой, на которой закреплена крестовина одного типоразмера, вид сверху; на фиг. 4 - то же, но с крестовиной другого типоразмера; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - разрез В-В на фиг. 3; на фиг. 7 - разрез Г-Г на фиг. 6; на фиг. 8 - схема обработки горизонтальной поверхности крестовины - первая операция; на фиг. 9 - то же, вторая операция; на фиг. 10 - схема обработки боковой поверхности головок и рельсов крестовины, вторая операция.
Фрезерный станок содержит (фиг. 1, 2) станину 2, на которой размещены направляющие 4, установленную в верхней части станины 2 с возможностью вертикального перемещения шпиндельную головку 1, корпус рабочего стола 3, установленный в направляющих 4 с возможностью горизонтального перемещения относительно шпиндельной головки 1, а также установленную с опорой на корпус стола 3 и с возможностью горизонтального углового поворота предметную плиту 5. В корпусе рабочего стола 3 перпендикулярно к его продольной оси расположены ходовые винты 10 и 16. На ходовом винте 10 (фиг. 7) размещена гайка 9 с жестко закрепленной на ней осью 7, а на винте 16 - поводок 17 (фиг. 5), предназначенный для позиционирования обрабатываемой детали, в частности крестовины 6 железнодорожного стрелочного перевода относительно указанной продольной оси корпуса рабочего стола 3.
Предметная плита 5 (фиг. 3, 4) выполнена вытянутой прямоугольной формы и с отверстием 8 для взаимодействия с осью 7 на гайке 9, а ее размеры не меньше размеров обрабатываемой крестовины. В предметной плите выполнен сквозной паз 14, расположенный вдоль ее продольной оси симметрии, а также риски 15, нанесенные на ее поверхность для определения положения позиционирующего элемента, соответствующего определенному типоразмеру обрабатываемой крестовины. Элемент 11 для позиционирования выполнен в виде Т-образного упора с шейкой, расположенной на шейке прижимной планки 12, и размещенного в продольном пазу 14 предметной плиты 5 болта 13, связывающего Т-образный упор 11 и прижимную планку 12. Рабочий стол 3 снабжен прихватами 18 для крепления предметной плиты 5, которая имеет прихваты 19 для крепления крестовины 6.
Фрезерный станок работает следующим образом.
На предметной плите 5 перемещением по пазу 14 выставляют упор 11 по одной из рисок 15, соответствующей типоразмеру обрабатываемой крестовины 6, заводят крестовину 6 торцом в упор 11 под прижимную планку 12 и закрепляют болтом 13 и дополнительными прихватами 19. Затем подают предметную плиту 5 с закрепленной на ней крестовиной 6 на рабочий стол 3 кранбалкой (на чертежах не показано), совмещая посадочную ось 7 рабочего стола 3 и отверстие 8 предметной плиты 5. Ходовым винтом 16 приводят в действие поводок 17, который, перемещаясь, захватывает предметную плиту 5 и разворачивает ее на рабочем столе 3 в положение, необходимое для обработки горизонтальной поверхности крестовины 6 (фиг. 3, 5 и 8), и закрепляют предметную плиту 5 на столе 3 прихватами 18. Шпиндельную головку 1 с торцевой фрезой выставляют на рабочий уровень и производят первую операцию фрезерования горизонтальной поверхности крестовины.
Далее, отжимают прихваты 18, освобождают предметную плиту 5, ходовым винтом 16 приводят в действие поводок 17 и разворачивают предметную плиту 5 так, чтобы расположить ее необработанной частью горизонтальной поверхности над торцевой фрезой шпиндельной головки 1 (фиг. 9). Закрепляют предметную плиту 5 на столе 3 прихватами 18 и производят вторую операцию по фрезерованию горизонтальной поверхности крестовины.
После окончания обработки горизонтальной поверхности крестовины меняют в шпиндельной головке 1 торцевую фрезу на концевую и выставляют ее на рабочий уровень. Освобождают прихваты 18 и ходовым винтом 10 воздействуют на ось 7, которая захватывает предметную плиту 5 и перемещает ее в поперечном направлении относительно стола 3, а винтом 16 и поводком 17 разворачивает предметную плиту 5 на прямую линию "c" (фиг. 3, 4) обработки боковой поверхности катания крестовины, которая расположена на линии рабочих граней сердечника и усовиков крестовины (фиг. 6 и 10) и параллельно продольной оси стола 3. Закрепляют в таком положении предметную плиту 5 на столе 3 и производят первую операцию по обработке фрезерованием боковой поверхности головок рельсов.
Обработку второй боковой поверхности головок рельсов крестовины 6 осуществляют аналогично. Освобождают прихваты 18 и ходовым винтом 10 воздействуют на ось 7, которая, перемещаясь по винту 10, захватывает предметную плиту 5 и передвигает ее на радиус фрезы (фиг. 10) по линии, перпендикулярной продольной оси стола 3, а винтом 16, воздействуя на поводок 17, разворачивает предметную плиту 5 на столе 3 таким образом, чтобы выставить обрабатываемую боковую поверхность крестовины по линии "d" (фиг. 3, 4) и параллельно продольной оси рабочего стола 3. В этом положении производят вторую операцию фрезерования боковой поверхности катания крестовины.
Применение фрезерного станка с одной фрезерной головкой и с элементами позиционирования позволяет выполнять обработку фрезерованием не только горизонтальных, но и боковых поверхностей таких сложных изделий, как крестовины железнодорожных стрелочных переводов.
Станок содержит рабочий стол, установленный в направляющих станины с возможностью горизонтального перемещения относительно шпиндельной головки, установленную на рабочем столе с возможностью поворота предметную плиту и размещенный на ней элемент для позиционирования обрабатывающей детали типа крестовины железнодорожного стрелочного перевода. Станок также снабжен механизмом для поворота предметной плиты, выполненным в виде двух ходовых винтов, на одном из которых расположены гайка с осью, а на другом - поводок. Для обеспечения возможности обработки не только горизонтальных, но и боковых поверхностей головок рельсов крестовин железнодорожных стрелочных переводов предложено конкретное исполнение позиционирующего элемента. 1 з.п.ф-лы, 10 ил.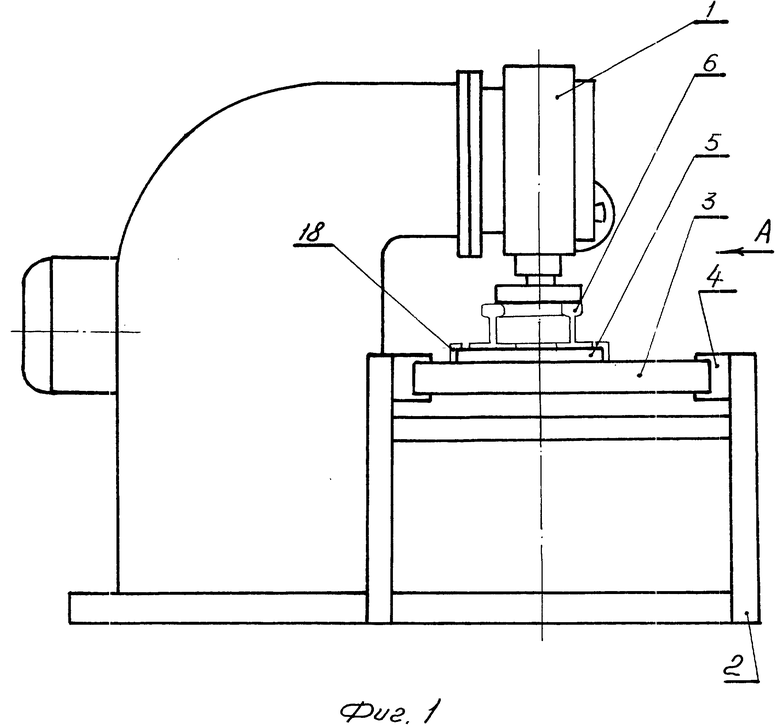
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гапонкин В.А | |||
| и др | |||
| Обработка резанием, металлорежущий инструмент и станки | |||
| - М.: Машиностроение, 1980, с.228 - 230, рис.14.1(д) | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4061077, B 23 C 3/00, 1977 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, B 23 C 1/00, 1979. | |||

