Изобретение относится к металлорежущим станкам и может быть использовано при механической обработке металлов и пластмасс с применением смазочно-охлаждающих жидкостей (СОЖ).
Известно устройство для обработки металлов резанием (1), содержащее токоподвод, резец, магнитострикционный преобразователь и концентратор, внутри которого имеется осевой канал для подачи СОЖ в зону резания. При прохождении СОЖ по указанному каналу она подвергается ультразвуковой (УЗ) обработке, что повышает ее охлаждающие способности и снижает степень пластической деформации в зоне срружкообразования. Недостатком описанного устройства является то, что в нем эффективность УЗ-обработки СОЖ недостаточна из-за малых количеств СОЖ, подвергаемых обработке, и короткого времени воздействия на нее УЗ-колебаний, вследствие чего при работе данного устройства может применяться только СОЖ с малой вязкостью без гомогенных и гетерогенных примесей.
Наиболее близким к предлагаемому устройству по технической сущности и достигаемому результату является ультразвуковая установка для очистки шлифовальных кругов [2], содержащая магнитострикционный преобразователь, жестко соединенный с концентратором и криволинейным волноводом. Преобразователь с концентратором помещены в цилиндрический корпус, в котором также имеется трубка со штуцером для подвода СОЖ на рабочую поверхность.
При работе устройства в цилиндрический корпус подают СОЖ, которая заполняет его до верхнего торца трубки и через эту трубку и штуцер поступает на торец волновода и на рабочую поверхность шлифовального круга. Питание от ультразвукового генератора подается на магнитострикционный преобразователь, при этом СОЖ, также как и волновод, получает УЗ - колебания. Благодаря волновому характеру движения жидкости и ее кавитации резко усиливается воздействие на поверхность шлифовального круга через жидкость, обеспечивается очистка этой поверхности от частиц металла и отходов шлифования, уменьшается засаливание и возрастает работоспособность шлифовального круга.
Недостатком известного устройства является малая эффективность УЗ-обработки, вследствие чего оно не может быть использовано для СОЖ, представляющих собой сложные органические смеси, содержащие, например, асфальтены, смолы с более низкой термической способностью и низкой растворяющей способностью, чем ароматические углеводороды. Использование таких СОЖ необходимо при обработке металлов резанием, шлифовании, токарной обработке, сверлении, расточке и т.п. Кроме того, при использовании известного устройства не достигается необходимая стабильность эмульсий и снижение вязкости происходит незначительно, так же как и повышение бактерицидности СОЖ.
Задача, на решение которой направлено изобретение, заключается в создании инструментальной головки для металлорежущих станков, обладающей высокими эксплуатационными свойствами, в том числе обеспечивающей минимальный износ рабочей части и высокое качество обрабатываемой поверхности.
Технический результат, получаемый при осуществлении изобретения, заключается в повышении эффективности кавитационной обработки СОЖ, вследствие чего обеспечивается диспергация твердой смазки в водных растворах, повышается стабильность водно-масляных эмульсий, уменьшается расслаиваемость и вязкость СОЖ, усиливаются антикоррозийные свойства. В результате повышения качества СОЖ снижается износ рабочих инструментов, например резцов в 1,5-2,0 раза, при одновременном улучшении качества обрабатываемой поверхности и ее геометрических характеристик. Вследствие повышения бактерицидности СОЖ увеличивается срок их эксплуатации, что способствует уменьшению ее расхода.
Сущность изобретения заключается в том, что в инструментальной головке для механической обработки материалов, включающей электромеханический преобразователь, жестко соединенный с усилителем и помещенный в корпус, заполненный СОЖ, рабочий инструмент, токоподвод с обмоткой, трубопроводы для подачи и отвода СОЖ из камеры, имеется не менее чем один дополнительный гидродинамический УЗ-излучатель, установленный в трубопроводах для подачи и отвода СОЖ или в одном корпусе с электромеханическим преобразователем, при этом дополнительный УЗ-излучатель имеет рабочую частоту, в 1,5-3 • 105 раз превышающую частоту основного преобразователя, а на трубопроводе для подачи СОЖ в камеру смонтирован регулятор гидростатического давления. В частном случае выполнения устройства в верхней части корпуса имеется трубопровод для подачи газа с установленным на нем регулятором давления. В качестве электромеханического преобразователя можно использовать электромагнитные, магнитострикционные, электрострикционные, электродинамические и др. вибраторы, которые преобразуют энергию электрического тока в колебательные механические.
Отличительные признаки предлагаемого устройства, такие, как наличие дополнительного УЗ-излучателя, обеспечивают как минимум 2-частотную кавитационную обработку СОЖ, что значительно повышает ее качество. Проведенные исследования показали, что совместные действия кавитационных полей двух частот, отличающихся на порядок и более, резко повышает эффективность технологического воздействия СОЖ, причем в зависимости от сочетания частот, амплитуд давлений кавитационных полей и характера статистического распределения размеров кавитационных зародышей. Часть кавитационных полостей, образующихся от действия гидродинамических излучателей, захлопываются. При этом действие сил поля низкой частоты суммируется со статическим давлением, что вызывает повышение эффекта действия кавитации единичной полости. Одновременно высококачественное поле создает осцилляции кавитационных полостей. Под действием сил второй частоты скорость расширения единичной полости сначала увеличивается до тех пор, пока размеры полости становятся выше резонансного, а затем уменьшается. Вследствие этого полость достигает максимального радиуса в более ранней фазе развития низкочастотного поля, когда амплитуда давления максимальна. Т.е. резко возрастает энергия в полости в период захлопывания и сокращается время захлопывания. При этом усиливается действие акустических течений, радиационного давления, более интенсивно проявляется звукокапиллярный эффект. На обрабатываемой детали возникают различные микродефекты кристаллической решетки, окисляются трудно поддающиеся действию кислорода поверхности обработки. Это улучшает химическую адсорбцию реагентов СОЖ, повышает прочность их закрепления на обрабатываемой поверхности. Адсорбция реагентов СОЖ на поверхности частиц твердой смазки дополнительно уменьшает силы адгезии между ними и предотвращает агломерацию частиц, при этом активизируются чистящие и смазывающие устройства. Эмульсия получается мелкодисперсной. При двухстадийной УЗ-обработке повышается водородный показатель выше 9,6, что увеличивает бактерицидность СОЖ, т.к. при pH > 9,6 развитие бактерий прекращается. Наличие в устройстве газового трубопровода с регулировкой давления газа позволяет создать избыточное давление в корпусе, что еще более усиливает эффект диспергирования твердых и малорастворимых присадок в СОЖ. Азот увеличивает стойкость твердосплавного инструмента.
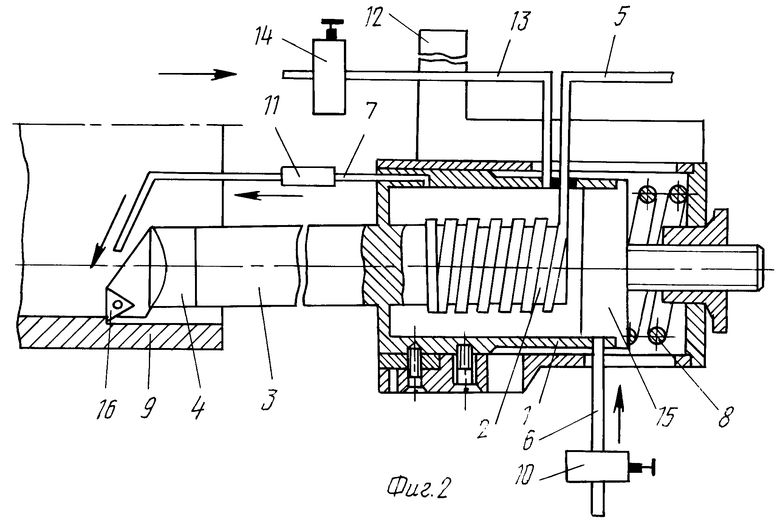
Сущность изобретения поясняется графическими материалами, где на фиг. 1 представлена схема предлагаемого устройства; на фиг.2 - то же, частный случай выполнения.
Устройство содержит корпус 1, внутри которого установлен вибратор 2 (электромеханический преобразователь), к которому через удлинитель 3 подсоединен обкатный ролик 4. Вибратор 2 имеет токоподвод 5. Трубопровод 6 предназначен для подвода СОЖ в корпус 1, а трубопровод 7 - для отвода СОЖ из корпуса 1 в зону обработки. Пружина 8 предназначена для поджатия корпуса 1, удлинителя 3 и рабочего инструмента 4 к обрабатываемой детали 9. На трубопроводе 6 закреплен регулятор 10 гидростатического давления. В трубопроводах 7 и 6 установлены гидродинамические излучатели 11. Инструментальная головка крепится к суппорту станка с помощью державки 12. В другом варианте выполнения устройства (см. фиг.2) в верхней части корпуса 1 установлен трубопровод 13 для подачи азота через регулятор 14 газового статического давления. При этом в корпусе 1 имеется дополнительный вихревой гидродинамический преобразователь 15, а в качестве рабочего инструмента используется резцовая пластина 16. В качестве рабочего инструмента может быть использован выглаживатель.
Устройство работает следующим образом.
Перед началом работы инструментальную головку с помощью державки 12 закрепили на суппорте станка. Затем корпус станка 1 заполнили СОЖ (Castrol Syntilo R4) через гидравлический регулятор 10 гидростатического давления, излучатель 11 и трубопровод 6. С помощью регулятора 10 в полости, заполненной СОЖ, создали избыточное давление 1,2 МПа. Кавитация при повышенном статическом давлении резко интенсифицирует процесс деструкции адсорбционых слоев загрязнений. СОЖ, проходя по трубопроводу 7 и через второй УЗ гидродинамический излучатель 11, попадает в зону обработки, где смачивает поверхность инструмента 4 и обрабатываемую деталь 9. После подачи электропитания через токоподвод 5 на вибратор 2 последний начинает работать. Одновременно воздействовать на СОЖ начинают УЗ-излучатели 11, работающие на высоких УЗ-частотах (2 МГц). Рабочая частота вибратора составляет 10 КГц. Таким образом, СОЖ в инструментальной головке подвергается двухстадийной обработке совместными двухчастотными полями: низкочастотным кавитационным и высокочастотным кавитационным. При обработке материалов резанием корпус 1 зажимается неподвижно. При обработке выглаживателями стопор отпускается и создается требуемое усилие прижима инструмента 4 к обрабатываемой детали 9 с помощью пружины 8. Отбирая тепло от преобразователя 2, СОЖ незначительно нагревается и, проходя через выходной гидродинамический излучатель 11, попадает в зону обработки в виде потока мельчайших частиц. В результате двухстадийной обработки компоненты СОЖ подвергаются деструкции с образованием свободных радикалов, вступающих в химическую реакцию с контактирующими поверхностями 4 и 9. При этом СОЖ приобретает смачивающие свойства и за счет звукокапиллярного эффекта проникает в микропоры и впадины микронеровностей поверхности детали 9 и инструмента 4.
В частном случае выполнения устройства (см. фиг. 2) двухчастотная обработка СОЖ обеспечивается вихревым гидравлическим преобразователем 15, а в качестве рабочего используют резцовую пластинку 16. В верхнюю часть корпуса 1 по трубопроводу 13 подают азот для создания избыточного давления электромеханического преобразователя. Величина избыточного давления контролируется с помощью регулятора 14. газ азот увеличивает стойкость твердосплавного инструмента в зоне обработки.
Источники информации
1. Овсепян Г.С. и Суворов А.А. Влияния ультразвуковых колебаний СОЖ на показатели процесса резания. В сб.: "Краткие тезисы докладов VIII Всесоюзной научно-производственной конференции по электрофизическим и электромеханическим методам обработки "Эльфа-77" (13-15 декабря 1977 г.), Ленинград.
2. Худобин Л.В. Смазочно-охлаждающие средства, применяемые при шлифовании. М.: Машиностроение, 1971 г., с. 96-97.
Изобретение относится к машиностроению и может быть использовано в конструкциях станков для механической обработки материалов с применением смазочно-охлаждающих жидкостей (СОЖ). Инструментальная головка содержит корпус, внутри которого установлен электромеханический преобразователь, к которому подсоединен инструмент. В устройстве имеются трубопроводы для подвода и отвода СОЖ. На трубопроводе подвода СОЖ закреплен регулятор гидростатического давления. На трубопроводах установлены гидродинамические излучатели. Возможен вариант выполнения устройства, при котором в верхней части корпуса установлен трубопровод подачи азота через регулятор газового статического давления, а в корпусе имеется вихревой гидродинамический преобразователь. 2 з.п.ф-лы, 2 ил.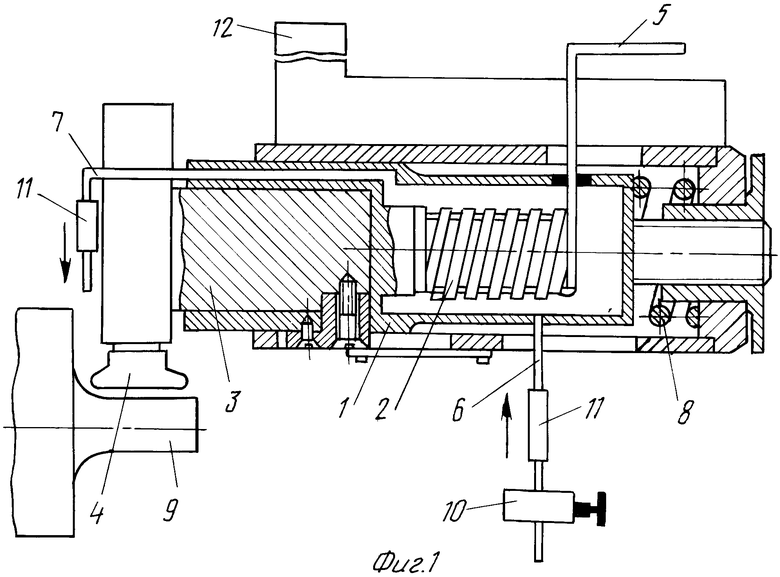
| Худобин Л.В | |||
| Смазочно-охлаждающие средства, применяемые при шлифовании | |||
| - М.: Машиностроение, 1971, с.96 - 97. |

