Изобретение относится к машиностроению и может быть использовано для точения и финишной обработки поверхностей деталей с использованием энергии ультразвуковых колебаний.
Известно "Устройство для чистового точения и финишной обработки поверхностей деталей ультразвуком" (см. патент РФ №2238839, кл. В2В 39/00; 39/04, опубл. в 2004 г.), содержащее акустическую систему в виде установленного в корпусе магнитострикционного преобразователя, соединенного с ним концентратора, на торце которого закреплен излучатель ультразвука, и шпильку, предназначенную для соединения концентратора с излучателем ультразвука, торец которого выполнен в виде рабочего наконечника. Устройство содержит также резец для чистового точения, расположенный перед излучателем ультразвука и закрепленный в приливе на корпусе акустической системы, и упорный стержень, на торце которого закреплен контактный элемент. Упорный элемент расположен за излучателем ультразвука и закреплен в приливе для крепления акустической системы к станку.
Недостатком известного устройства является ограничение его технологических возможностей, заключающихся в том, что устройство не может использоваться для точения и финишной обработки поверхностей деталей на вращающихся штангах. Это ограничение вызвано тем, что система охлаждения устройства жестко связана со стационарным источником подачи охлаждающего вещества.
Известно также "Устройство для резания и финишной обработки наружных и внутренних поверхностей металлов (Варианты)" (см. патент РФ №2229371, кл. В2В 39/00; 39/04, опубл. в 2004 г. Вариант 3), выбранное в качестве прототипа к заявляемому изобретению.
Известное устройство содержит акустическую систему, включающую установленный в корпусе магнитострикционный преобразователь, соединенный с концентратором, на торцевой части которого с помощью шпильки закреплен излучатель ультразвука, с рабочим наконечником на его торце, а также соединительный элемент, представляющий собой борштангу, при этом борштанга одним концом закреплена к торцевой части корпуса со стороны магнитострикционного преобразователя, другим концом борштанга закреплена на приливе, предназначенном для крепления устройства к станку. Излучатель ультразвука представляет собой съемные резонансные волноводы, предназначенные соответственно для резания металлов и финишной обработки их поверхностей, причем рабочий наконечник соответствующего резонансного волновода выполнен в виде резца или сферической поверхности.
Известное устройство обладает тем же недостатком, что и аналог, а именно ограниченными технологическими возможностями, заключающимися в том, что оно не может использоваться для точения и финишной обработки поверхностей деталей на вращающихся штангах.
В предлагаемом изобретении решается задача расширения технологических возможностей устройства за счет его использования на вращающихся штангах путем применения автономной системы для подачи охлаждающего вещества в корпус акустической головки.
Для достижения технического результата по первому варианту устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком, содержащее борштангу, акустическую головку, выполненную в виде корпуса, установленного в последнем магнитострикционного преобразователя, который соединен с концентратором, и закрепленный на торце последнего съемный излучатель ультразвука в виде резонансного волновода, торцы которого выполнены в виде рабочих наконечников, один из упомянутых рабочих наконечников выполнен со сферической поверхностью для финишной обработки поверхностей деталей, а другой рабочий наконечник выполнен в виде резца для точения, при этом акустическая головка закреплена со стороны магнитострикционного преобразователя на борштанге, согласно изобретению, снабжено автономной системой для подачи охлаждающего вещества в корпус акустической головки и токосъемными кольцами для передачи тока в устройство, закрепленными на борштанге со стороны акустической головки, противоположной излучателю ультразвука, при этом автономная система для подачи охлаждающего вещества в корпус акустической головки выполнена в виде по меньшей мере одной съемной емкости, имеющей штуцер для наполнения ее охлаждающим веществом, штуцер для слива охлаждающего вещества и насос, размещенный в полости съемной емкости или закрепленный на поверхности последней, а корпус акустической головки выполнен профильным в виде ребер для обеспечения максимального теплообмена магнитострикционного преобразователя со средой.
Для достижения технического результата по второму варианту устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком, содержащее борштангу, акустическую головку, выполненную в виде корпуса, установленного в последнем магнитострикционного преобразователя, который соединен с концентратором, и закрепленный на торце последнего съемный излучатель ультразвука в виде резонансного волновода, торцы которого выполнены в виде рабочих наконечников, один из упомянутых рабочих наконечников выполнен со сферической поверхностью для финишной обработки поверхностей деталей, а другой рабочий наконечник выполнен в виде резца для точения, при этом акустическая головка закреплена со стороны магнитострикционного преобразователя на борштанге, согласно изобретению, снабжено автономной системой для подачи охлаждающего вещества в корпус акустической головки и токосъемными кольцами для передачи тока в устройство, закрепленными на борштанге со стороны акустической головки, противоположной излучателю ультразвука, борштанга выполнена пустотелой, автономная система для подачи охлаждающего вещества в корпус акустической головки выполнена в виде емкости, имеющей объем или часть объема пустотелой борштанги, и содержащей штуцер для наполнения ее охлаждающим веществом, штуцер для слива охлаждающего вещества и насос, помещенный в полость емкости, при этом акустическая головка закреплена на борштанге с образованием автономной системой для подачи охлаждающего вещества единого целого, а корпус акустической головки выполнен профильным в виде ребер для обеспечения максимального теплообмена магнитострикционного преобразователя со средой.
В предлагаемых конструкциях (по первому и второму варианту) по сравнению с прототипом исключена сложная система охлаждения, ограничивающая технологические возможности устройства. Применение автономной системы охлаждения позволило использовать устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком на вращающихся штангах, что расширило класс обрабатываемых деталей и парк используемых станков.
За счет выполнения корпуса акустической головки профильным в виде ребер существенно увеличен объем для поступления охлаждающего вещества, что обеспечивает максимальный теплообмен магнитострикционного преобразователя со средой.
Изобретение является новым, так как из уровня техники по доступным источникам информации не выявлено аналогичных технических решений с подобной совокупностью отличительных признаков.
Изобретение является промышленно применимым, так как может быть использовано для точения и финишной обработки внутренних поверхностей деталей с использованием энергии ультразвуковых колебаний в машиностроении и любой другой отрасли народного хозяйства.
Предлагаемое изобретение поясняется чертежами, где:
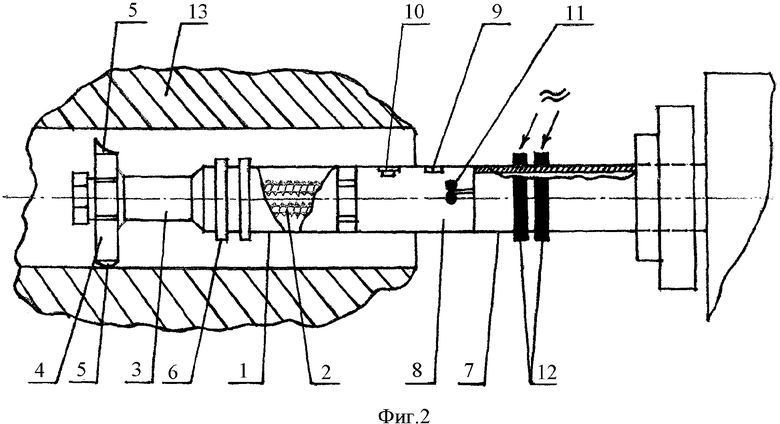
на фиг.1 представлено заявляемое устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком (продольный разрез) (Вариант 1);
на фиг.2 - устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком (продольный разрез) (Вариант 2);
Устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком (Вариант 1) (фиг.1) содержит акустическую головку, включающую в корпусе 1 магнитострикционный преобразователь 2, соединенный с концентратором 3, закрепленный на торцевой стороне концентратора 3, съемный излучатель ультразвука 4. Торцы съемного излучателя ультразвука 4 являются рабочими наконечниками 5, один из которых выполнен в виде сферической поверхности, предназначенной для финишной обработки, а другой - в виде резца, предназначенного для точения обрабатываемой поверхности. Корпус 1 выполнен профильным в виде ребер 6. Акустическая головка закреплена на борштанге 7 с противоположной стороны от излучателя ультразвука 4. Автономная система для подачи охлаждающего вещества в корпус акустической головки представляет собой по меньшей мере одну съемную емкость 8, имеющую штуцер 9 для наполнения ее охлаждающим веществом и штуцер 10 для слива охлаждающего вещества. На фиг.1 в качестве примера показаны две съемные емкости 8, связанные между собой по водному контуру. Автономная система для подачи охлаждающего вещества в корпус акустической головки содержит насос 11, помещенный в полость емкости 8 или закрепленный на ее поверхности. Устройство снабжено также токосъемными кольцами 12 для передачи тока в устройство, закрепленными на борштанге 7 перед автономной системой для подачи охлаждающего вещества в корпус акустической головки. Позицией 13 обозначена деталь, поверхность которой подлежит точению и финишной обработке.
Устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком (Вариант 2) (фиг.2) содержит акустическую головку, включающую в корпусе 1 магнитострикционный преобразователь 2, соединенный с концентратором 3, закрепленный на торцевой стороне концентратора 3, съемный излучатель ультразвука 4. Торцы съемного излучателя ультразвука 4 являются рабочими наконечниками 5, один из которых выполнен в виде сферической поверхности, предназначенной для финишной обработки, а другой - в виде резца, предназначенного для точения обрабатываемой поверхности. Корпус 1 выполнен профильным в виде ребер 6. Акустическая головка соединена с борштангой 7 с противоположной стороны от излучателя ультразвука 4 таким образом, что представляют собой единое целое, при этом объем пустотелой штанги 8 является автономной системой для подачи охлаждающего вещества в корпус акустической головки и имеет штуцер 9 для наполнения ее охлаждающим веществом и штуцер 10 для слива охлаждающего вещества, а также насос 11, помещенный в полость емкости 8 или закрепленный на ее поверхности. Устройство снабжено также токосъемными кольцами 12 для передачи тока в устройство, закрепленными на борштанге 7 перед автономной системой для подачи охлаждающего вещества в корпус акустической головки. Позицией 13 обозначена деталь, поверхность которой подлежит точению и финишной обработке.
Устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком закрепляют на торце одного из концов борштанги 7, другой конец которой закреплен в патроне станка. На борштанге 7 (в первом варианте) устанавливают со стороны магнитострикционного преобразователя автономную систему охлаждения, заполненную охлаждающей жидкостью. В качестве охлаждающей жидкости могут быть использованы, например, вода, СОЖ и другие вещества. Во втором варианте охлаждающими веществами заполняют объем или часть объема пустотелой борштанги 7.
Устройство для точения и финишной обработки внутренних поверхностей деталей ультразвуком работает следующим образом.
Для начала работы устройства к обрабатываемой поверхности 13, в зависимости от выполняемой технологической операции, поджимают соответствующий рабочий наконечник 5 излучателя ультразвука 4.
Подаваемое на обмотку магнитострикционного преобразователя 2 напряжение от токосъемных колец 12 вызывает в нем колебания ультразвуковой частоты, передаваемые через концентратор 3, излучатель ультразвука 4 на обрабатываемую поверхность 13.
Рабочий наконечник 5, соприкасаясь с обрабатываемой поверхностью 13, начинает воздействовать на нее ультразвуковыми колебаниями.
Форма рабочих наконечников 5, воздействующих на обрабатываемую поверхность 13, выбирается в зависимости от осуществляемой технологической операции и формы детали.
Технологические параметры режима обработки выбираются в зависимости от физико-механических и технологических требований (точение или финишная обработка) к обрабатываемым поверхностям металлов.
В процессе технологической обработки поверхности 13 работает насос 11, помещенный в полость емкости 8 автономной системы для подачи охлаждающего вещества или установленный на ее поверхности и подающий охлаждающее вещество в корпус акустической головки.
Таким образом, предлагаемое изобретение позволяет получить технический результат, заключающийся в расширении технологических возможностей устройства.
Изобретение относится к области машиностроения и может быть использовано для точения и финишной обработки поверхностей деталей с использованием энергии ультразвуковых колебаний. Устройство содержит борштангу, акустическую головку с корпусом в виде установленного в ее корпусе магнитострикционного преобразователя, который соединен с концентратором, съемный излучатель ультразвука и автономную систему для подачи охлаждающего вещества в корпус акустической головки. Съемный излучатель ультразвука выполнен в виде резонансного волновода и закреплен на торце концентратора. Торцы съемного излучателя ультразвука выполнены в виде рабочих наконечников, один из которых выполнен в виде сферической поверхности для финишной обработки поверхностей, а другой - в виде резца для точения. Акустическая головка закреплена со стороны магнитострикционного преобразователя на борштанге. На борштанге со стороны акустической головки, противоположной от излучателя ультразвука, закреплены токосъемные кольца для передачи тока в устройство. Автономная система для подачи охлаждающего вещества в корпус акустической головки выполнена в виде по меньшей мере одной емкости, имеющей штуцер для наполнения ее охлаждающим веществом, штуцера для слива охлаждающего вещества и насоса, размещенного в полости емкости. В результате расширяются технологические возможности устройства. 2 н. и 2 з.п. ф-лы, 2 ил.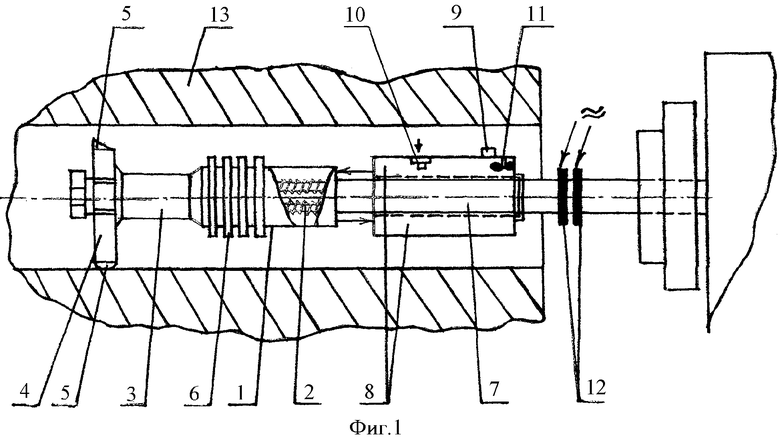
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2124430C1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2266805C1 |
| Устройство для ультразвукового хонингования | 1982 |
|
SU1125122A1 |
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 0 |
|
SU130328A1 |
| МЕЛЬНИЦА ДЛЯ УГЛЯ | 1940 |
|
SU60424A1 |
| ВИБРОУДАРНЫЙ ИНСТРУМЕНТ С УЛЬТРАЗВУКОВЫМ ВОЗБУЖДЕНИЕМ | 1998 |
|
RU2179919C2 |
| В ПТ Бtm ^;:i^;!tPToe | 0 |
|
SU406684A1 |
| WO 2005042206 A1, 12.05.2005. | |||

