Устройство относится к способам транспортировки объектов через такое устройство, как упаковочное машинное оборудование для упаковки материалов в картонные пакеты, и к способам управления названным машинным оборудованием.
Контейнеры, в которые помещается жидкое и твердое содержимое, могут включать в себя жесткие контейнеры, такие как банки и бутылки, и нежесткие контейнеры, такие как картонные пакеты. Жесткие контейнеры имеют тот недостаток, что они изготовлены из материалов, стоимость которых высока и более дорогой оказывается их перевозка и хранение. При сравнении картонных пакетов с этими контейнерами, однако, оказывается, что у последних имеется преимущество, которое состоит в том, что они более прочные, благодаря чему они способны выдерживать большие усилия, которым они подвергаются при обращении с ними в упаковочных машинах.
Поэтому есть возможность эксплуатировать упаковочные машины, заполняющие подобные прочные контейнеры, на скоростях, значительно превышающих те скорости, которые можно получить сегодня при работе с картонными пакетами. Обычная линия, работающая с банками или с бутылками, может эксплуатироваться на скоростях от 300 до 10000 контейнеров в минуту, тогда как наилучшее упаковочное машинное оборудование, работающее с картонными контейнерами, способно с трудом обеспечить производительность в 200 картонных пакетов в минуту. Попытки повысить скорость таких машин, работающих с картонными упаковками, столкнулись с такой проблемой, что из-за более высоких сил ускорения картонный пакет, подвергаемый более высоким скоростям ускорения, деформируется или повреждается и, отсюда, работа машинного оборудования становится ненадежной и непрактичной.
Если попытаться преодолеть данное препятствие и изготовить стенки картонных пакетов более толстыми и, соответственно, более прочными, стоимость упаковочных материалов станет неприемлемо высокой, а картонные пакеты будут обладать ненужной прочностью, несоответствующей тем целям, для которых они предназначены после выхода с упаковочной линии.
Патент Великобритании GB-A-410557 раскрывает приспособление для упаковки муки в бумажные мешки, в котором мешки поддерживаются в соответствующих транспортировочных держателях, расположенных по окружности на первом диске, в то время, когда они заполняются, передаются на второй диск, и пока они закрываются, они продолжают вращаться вокруг на втором диске.
Два диска расположены по касательной друг к другу, но для передачи с одного диска на другой транспортировочные держатели должны подучить толчок в радиальном направлении в момент передачи. Поскольку транспортировочные держатели занимают позиции на дисках, которые расположены внутри от периферии диска, это оказывается неизбежным. С контейнерами, содержащими жидкости, нельзя обращаться таким образом, как этого требуют коммерческие скорости, чтобы избежать пролива жидкости.
Даже в условиях заполнения прочных контейнеров было бы желательно выработать средства для переноса этих контейнеров через упаковочную машину равномерно и быстро.
Настоящее изобретение теперь обеспечивает способ транспортирования объектов, включающий в себя транспортировку данных объектов на первом конвейере и передачу данных объектов на второй конвейер в ходе соответствующих передаточных операций, при которых данный первый конвейер и данный второй конвейер каждый имеет место или множество разнесенных мест для несения таких объектов, при этом каждое данное место имеет средство для удержания данного объекта в данном месте, и причем каждый объект, когда он удерживается в данном месте на данном первом конвейере, следует по пути, который идет по касательной к тому самому направлению или в том же направлении, как части пути, по которому следует данный второй конвейер, и во время каждой передаточной операции соответствующий объект кратковременно находится в несущем месте данного первого конвейера и в несущем месте данного второго конвейера, на который данный объект переносится.
В противоположность схеме, показанной в патенте GB-A-410557, здесь нет радиального перемещения относительно любого пути конвейера в момент перехода.
Предпочтительно, чтобы каждый из первого и второго конвейеров обладал множеством несущих мест, предпочтительно от 5 до 20 таких мест на каждый конвейер, например около восьми.
Предпочтительно, чтобы все или любое несущее место на обоих первом и втором конвейерах включало в себя углубления для принятия соответствующих из данных объектов так, чтобы в каждой данной передаточной операции данный объект одновременно принимался и замыкал углубления на первом и втором конвейерах.
Для содействия комплексному вращательному относительному движению, которое происходит между этими двумя конвейерами тогда, когда они действуют вместе, и передаваемым объектом, углубления и данные объекты могли бы иметь такую форму что, когда данный объект одновременно принимается в паре углублений первого и второго конвейеров, объект может вращаться внутри каждого данного углубления вокруг соответствующей оси, пересекающей плоскость, по которой транспортируется объект. Соответствующие оси могут совпадать, а могут и не совпадать.
Соответственно, у каждого данного углубления имеется поверхность, которая вступает в контакт с принятым в нее объектом, поперечное сечение которого пересекает данную ось вращения, определяющую часть круга. Таким образом, углубление может иметь вогнутую часть цилиндрической формы, например, полуцилиндрического канала, факультативно имеющего одну или несколько полостей в своей стенке.
Этот объект может быть цилиндрическим или же может иметь пару расположенных на разных сторонах концов, каждый из которых в основном составляет часть цилиндрической формы, например полуцилиндрической формы. Предпочтительно, чтобы каждое удерживающее средство включало в себя один или более магнитов. Для этого объекты должны обладать способностью притягиваться магнитным полем.
Данные объекты могут быть вынуждены переходить из удерживающего средства первого конвейера к удерживающему средству второго конвейера под воздействием подмагничиващего средства, воздействующего на данные объекты как один или более подмагничивающих магнитов. Данные подмагничивающие магниты иди магнит могут быть зафиксированы, хотя это менее предпочтительно, они могут передвигаться вместе с одним из конвейеров.
Предпочтительно, что данные магниты удерживающих средств и данные магниты подмагничивающих средств представляли собой постоянные магниты, но факультативно, по крайней мере, один данный магнит является электромагнитом и данный объект вынужден переходить с первого на второй конвейер в результате полного или частичного включения или выключения данного электромагнита.
Предпочтительно, чтобы в каждой операции по переходу данный объект принуждался к переходу с первого на второй конвейер уменьшением в силе магнитного поля, удерживающего данный объект на первом конвейере, и/или увеличением в силе магнитного поля, притягивающем объект ко второму конвейеру, когда данный объект находится кратковременно и одновременно в несущем месте данного первого конвейера и в несущем месте данного второго конвейера.
Предпочтительно, чтобы данное уменьшение в напряжении магнитного поля происходило за счет движения всех или одного магнита, удерживающего данный объект на данном первом конвейере в сторону от данного предмета.
Предпочтительно, чтобы данный момент данного магнита производился кулачком, действующим на кулачковый толкатель, соединенный с данным магнитом.
Предпочтительно, чтобы данный кулачок являлся неподвижным кулачком, имеющим замкнутую рабочую поверхность, например, был круглым кулачком.
Предпочтительно, чтобы магнитное притяжение данного магнита или магнитов, притягивающих данный объект к данному первому конвейеру, было в основном равным магнитному притяжению данного магнита или магнитов для удержания данного объекта на данном втором конвейере, когда данный объект одновременно находится в данных несущих местах первого и второго конвейеров до того момента, пока все или один магнит еще удерживает данный объект на данном первом конвейере.
Предпочтительно, когда каждый конвейер представляет собой роторный дисковой конвейер.
Каждый из данных объектов может включать в себя транспортировочный держатель, содержащий картонный пакет, удерживаемый в транспортировочном держателе таким образом, что транспортировочный держатель держит картонный пакет за угловые складки и таким образом поддерживает боковые стенки картонного пакета.
Изобретение включает в себя способ упаковки материала в картонные пакеты, состоящие из транспортируемых картонных пакетов на первом конвейере в транспортировочных держателях, приспособленных для поддержки боковых стенок картонных пакетов, подвергая поддерживаемые коробки в процессе наполнения, передачи картонных пакетов в их транспортировочных держателях на второй конвейер, применяя способ, который объявлен в любой из предшествующих претензий, и герметизацию верхних частей картонных пакетов, которые несет второй конвейер, для образования закрытых заполненных картонных пакетов и снятие данных картонных пакетов из транспортировочных держателей.
Каждый картонный пакет может транспортироваться в его собственном держателе, в который он может быть введен в виде трубчатой втулки до того, как будет заклеено его дно.
Данные транспортировочные держатели преимущественно транспортируются на бесконечном конвейере в то время, как их загружают данными картонными заготовками, и данные транспортные держатели переходят с данного бесконечного конвейера на другой бесконечный конвейер способом перехода согласно изобретению до данной операции заполнения.
Картонные заготовки могут быть простерилизованы, пока они находятся в данных транспортировочных держателях, и данные транспортировочные держатели, которые содержат данные картонки, предпочтительно продолжают транспортироваться на бесконечном конвейере во время стерилизации и переходят на данный бесконечный конвейер для стерилизации с предыдущего бесконечного конвейера способом перехода согласно изобретению и также переносятся с бесконечного конвейера, на котором они были стерилизованы, еще на другой бесконечный конвейер аналогичным способом.
Далее изобретение включает приспособление для транспортировки объектов, включающих в себя первый конвейер для несения данных объектов, второй конвейер для несения данных объектов после перехода их на него в соответствии с операциями по переходу с данного первого конвейера, причем и каждый данный первый конвейер, и каждый данный второй конвейер имеют место или множество разнесенных мест для несения таких объектов, и каждое такое место обладает средствами для удержания данного объекта в данном месте, при этом конвейеры расположены таким образом, что каждый данный объект, когда он удерживается в данном месте на данном первом конвейере, следует по пути, который идет по касательной и в том же направлении, как и часть пути, по которой следует второй конвейер, и во время каждой данной операции по переходу соответствующий объект находится кратковременно и одновременно в несущем месте данного первого конвейера и в несущем месте данного второго конвейера, на который данный объект переходит, и средства, вызывающие каждый объект совершать операцию перехода по очереди с первого конвейера на второй конвейер, удерживая средства после прохода через данную операцию по переходу.
Данные переносящие места как на первом, так и на втором конвейерах предпочтительно представляют собой углубления для приема соответствующих из данных объектов таких, что в каждой данной передаточной операции данный объект одновременно принимается в углубление и составляет перемычку между углублениями на данных первом и втором конвейерах.
Изобретение включает в себя устройство, как было описано выше, в комбинации с множеством данных объектов, тогда как данные углубления и данные объекты имеют такую форму, что когда данный объект одновременно поступает в углубления первого и второго конвейеров, объект может вращаться внутри каждого данного углубления вокруг соответствующей оси поперечной плоскости, по которой транспортируется объект. Соответственно, каждое данное углубление может иметь поверхность, вступающую в контакт с принятым в нее объектом, которая в своем сечении пересекает данную ось вращения, описывая часть круга.
Каждое данное удерживающее средство предпочтительно состоит из одного или нескольких магнитов.
Устройство предпочтительно включает в себя подмагничивающие средства, воздействующие на данные объекты для того, чтобы вынудить данные объекты перейти из удерживающего средства первого конвейера к удерживающему средству второго конвейера в данной передаточной операции, например, один или больше подмагничивающих магнитов, воздействующих на данные объекты, которые предпочтительно зафиксированы и подобно данным магнитам удерживающего устройства преимущественно являются постоянными магнитами, хотя по крайней мере один магнит может быть электромагнитом, который может быть использован для того, чтобы вызвать переход с первого на второй конвейер путем включения или выключения данного электромагнита. Движение магнита в сторону от несущего места для уменьшения магнитного притяжения, воздействующего на объект, может быть использовано для запуска перехода, как было описано выше.
Поэтому предпочтительно, чтобы данные средства для уменьшения магнитного притяжения, удерживающего данный объект на первом конвейере, когда данный объект кратковременно и одновременно находится в несущем месте данного первого конвейера и в несущем месте данного второго конвейера, составляли средство, воздействующее на все или один магнит, удерживающий объект на данном первом конвейере для того, чтобы сдвинуть данный магнит в сторону от несущего места данного первого конвейера.
Предпочтительно, чтобы средство для передвижения магнита составляли кулачок, имеющий профильную поверхность кулачка, для всех или каждого несущего места данного первого конвейера, для всех или каждого несущего места данного первого конвейера, толкатель кулачка, установленный таким образом, чтобы двигаться по поверхности данного кулачка синхронно с движением данного первого конвейера, средства соединения всех или каждого данного толкателя кулачка с данным магнитом в несущем месте для передачи движения данного толкателя кулачка для того, чтобы получить соответствующее движение данного магнита, и средства, устанавливающие данный магнит для движения в сторону сзади в направлении оперативного положения в данном несущем месте в ответ на движение всех или соответствующего толкателя кулачка.
Изобретение также включает в себя приспособление для упаковки материалов в картонные пакеты, включающие в себя серию конвейеров для транспортировки данных картонных пакетов в транспортирующих держателях, приспособленных для поддержки боковых стенок картонных пакетов, средств, связанных с не менее чем одним из данных конвейеров для выполнения соответствующей обработки данных картонных пакетов в то время, пока они транспортируются на данном конвейере, причем данная обработка включает в себя, например, по крайней мере заполнение и герметизацию верхней части; каждый из данных конвейеров имеет место или множество разнесенных мест для переноса таких транспортирующих держателей и каждое данное место имеет средство для удержания данного транспортирующего держателя в данном месте, при этом конвейеры расположены таким образом, что каждый транспортирующий держатель, при удержании в данном месте на каждом первом конвейере, следует по пути, который проходит по касательной к направлению или в том же направлении, что и часть пути, по которому следует следующий конвейер в данной серии, и во время каждой данной операции передачи соответствующий транспортирующий держатель оказывается кратковременно и одновременно в несущем месте данного идущего вверх конвейера и в несущем месте данного последующего конвейера, которому передается данный транспортирующий держатель, и средства, заставляющие каждый транспортирующий держатель по очереди переходить с конвейера, идущего вверх, на следующий, идущий далее конвейерных удерживающих средств после того, как будет пройдена данная операция по переходу.
Обработка, выполняемая во время транспортировки на соответствующих конвейерах, может включать в себя ввод картонных пакетов в данные транспортировочные держатели в виде с открытыми концами трубчатых заготовок, стерилизацию данных трубчатых заготовок, образование герметически закрытого дна данных трубчатых заготовок, заполнение данных заготовок, герметизацию верхней части полученных заполненных картонных пакетов и разгрузку картонных пакетов из транспортировочных держателей.
Предпочтительно, когда каждый данный конвейер представляет собой роторный дисковый конвейер.
При обращении с картонными пакетами с жидкостью заполняющими машинами обычной практикой является выполнение некоторых операций и даже каждой операции с картонными пакетами, пока они находятся в неподвижном состоянии. Таким образом, картонные пакеты обычно загружаются из магазинов, в которых они содержатся в виде уплощенных трубчатых заготовок, которые выпрямляются в виде открытой трубчатой формы и устанавливаются на оправки для того, чтобы установить их по очереди в позицию герметизации дна, в которой они выдерживаются неподвижными, пока не будет завершено закрытие дна. Затем они переносятся на заполнительную станцию, где они заполняются, обычно опять в неподвижном состоянии. Наконец, завершается герметизация верхней части. В нормальных условиях картонные пакеты для этой цели вновь устанавливаются неподвижно.
В баночных или бутылочных фабриках необходимые операции обычно выполняются с контейнерами во время их движения. Для этой цели они транспортируются на различных этапах на бесконечных конвейерных средствах, в частности на роторных конвейерных средствах с тем, чтобы оборудование, воздействующее на контейнеры для функционирования, такого как наполнение или закрытие, могли идти по непрерывному пути вместе с контейнерами. Обычно это вызывается необходимостью перехода контейнеров с одного бесконечного конвейера на другой, где выполняется следующая операция. Такие переходы всегда представляли особые проблемы для картонных пакетов, которые недостаточно прочны, чтобы выдержать те ускорения, которые возникают, когда работают такие машины на скорости.
Благодаря использованию транспортирующих держателей, поддерживающих боковые стены картонных пакетов согласно идее настоящего изобретения, однако, становится возможным обращаться с транспортировочными держателями, содержавшими картонные пакеты, примерно так же, как раньше обращались с бутылками и банками. Говоря вообще, с картонными пакетами в таких транспортирующих держателях можно работать до тех пор, пока они в движении с целью формирования верхней части или закрытия дна или для заполнения.
Каждый транспортировочный держатель может представлять собой втулку для приема картонной заготовки с тем, чтобы можно было окружить ее с четырех сторон, при этом картон вводится в виде заготовки сверху или снизу держателя. В качестве альтернативы, держатель может составлять канал, окружающий заготовку с трех сторон так, что заготовка может быть введена и заполнена и закрытый картонный пакет может быть вынут через оставшуюся сторону.
В дальнейшем изобретение будет описано и проиллюстрировано при помощи следующего описания конкретного варианта выполнения, показанного на сопровождающих чертежах, на которых изображено:
Фиг. 1 - перспективный вид транспортировочного держателя для использования в соответствии с изобретением, содержащем трубчатую картонную заготовку с открытыми концами и изображающую часть каждого из двух дисковых конвейеров, взаимодействующих с транспортирующим держателем;
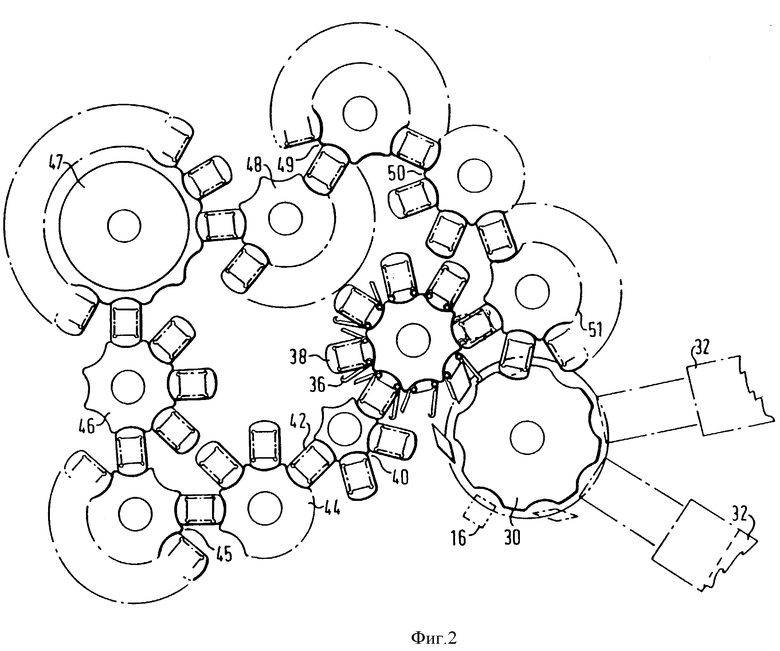
Фиг.2 - схематический вид в плане приспособления согласно изобретению, в котором транспортировочные держатели аналогичны типу, показанному на фиг. 1, они заполнены картонными заготовками и передаются между конвейерами, пока картонные заготовки заполняются и склеиваются;
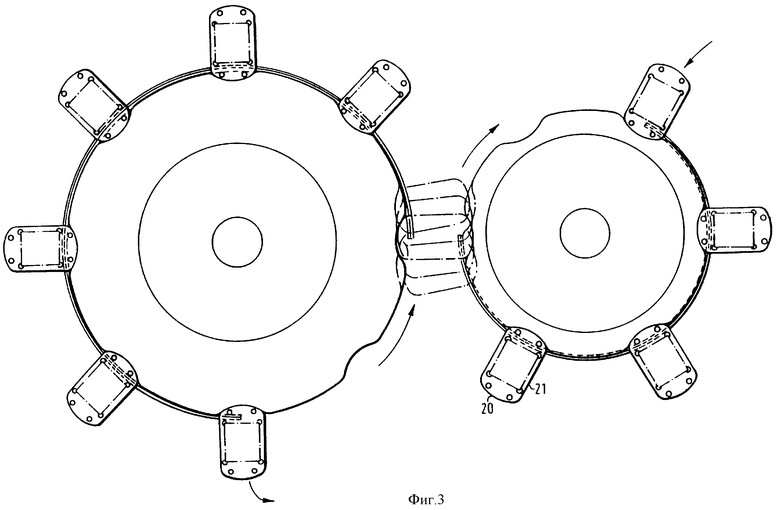
Фиг. 3 показывает взаимодействие между двумя конвейерами, транспортирующими передаточные держатели в устройстве по изобретению, как они показаны на фиг. 2, и демонстрируют передачу транспортирующего держателя с одного конвейера на другой;
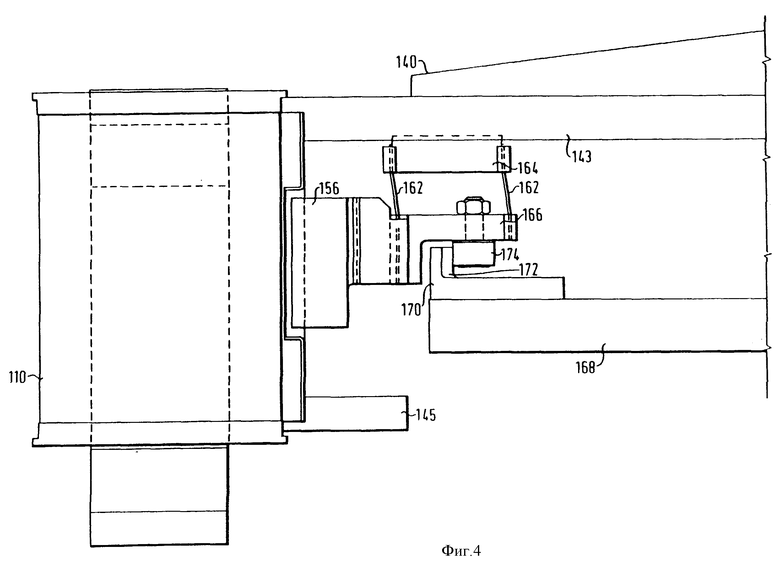
Фиг. 4 - вид сбоку части устройства согласно второму варианту выполнения изобретения, показывающий подвижный магнит для удерживания транспортирующего держателя в несущем положении конвейера;
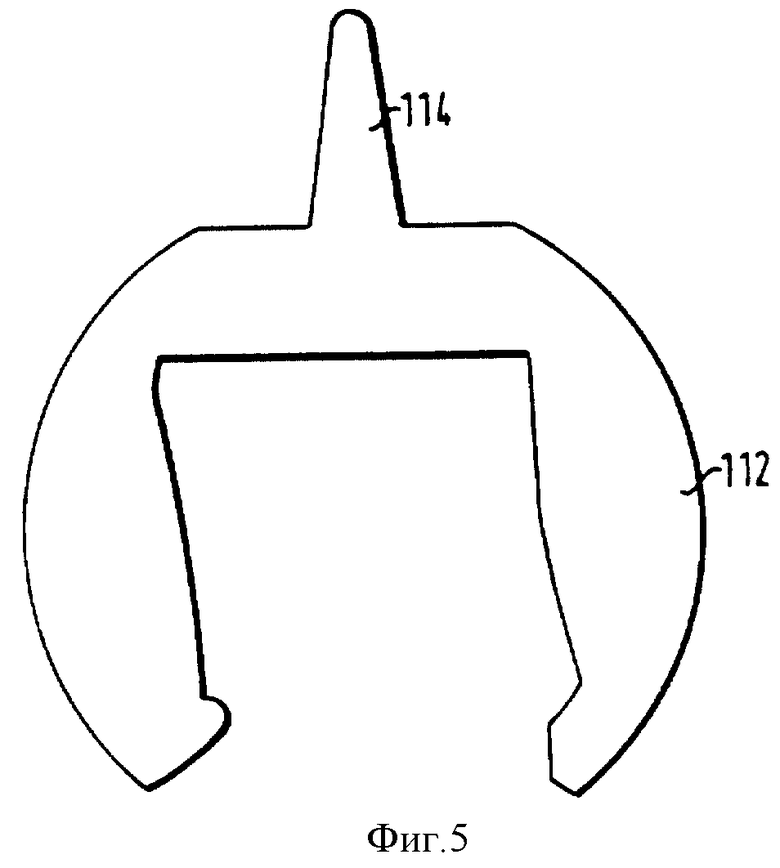
Фиг. 5 - вид в плане части второго варианта выполнения, показанного на фиг. 4; и
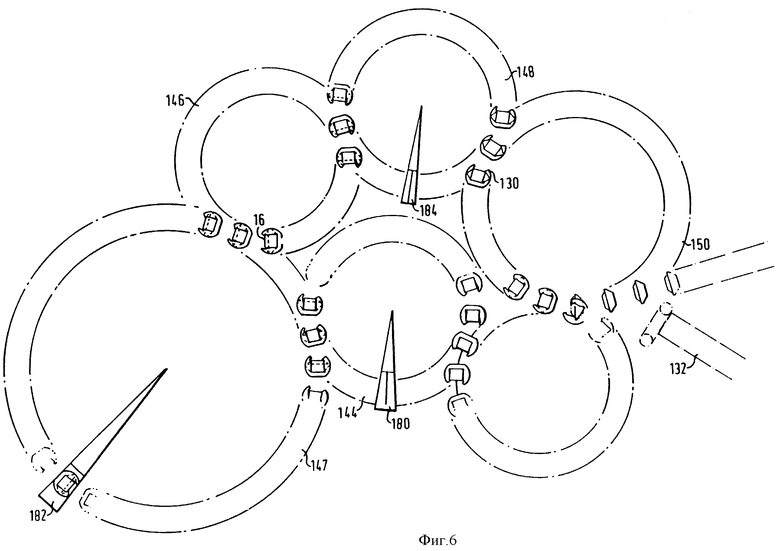
Фиг. 6 - схематический вид в плане второго варианта воплощения изобретения.
Как показано на фиг.1, транспортирующий держатель 10 для использования в соответствии с изобретением может включать в себя оболочку 12, которая может быть выполнена из пластика или металла, например из алюминиевого сплава. Показанная оболочка 12 имеет в целом круглое поперечное сечение и определяет прямоугольное сечение канала 14, в котором, как видно на фиг.1, обычная с открытыми концами трубчатая из слоистого бумажного картона заготовка 16. Картоны из пластического листа или пластического ламинированного листа также могут быть использованы, например, отлитые под давлением картоны. Это будет видно и сверху и снизу транспортировочного держателя 10. Часть круглого сечения каналов 18 может иметься в каждом углу четырехугольного канала 14 в оболочке 12 транспортировочного держателя для того, чтобы избежать нарушений углов заготовки.
Оболочки 12, показанные на фиг. 2 и 3, изменены таким образом, что у них скругленные концы 20, которые составляют часть круга в сечении и разделены параллельными сторонами 21. У каждого конца 20 или у диаметрально противоположных мест имеется стержень 22, который помещен внутри тела материала, из которого изготовлена оболочка 12. Стержень 22 может представлять собой постоянный магнит или он может состоять из пассивно притягиваемого магнитом материала, например из мягкого железа. Если он не предназначен быть постоянным магнитом, тогда предпочтительно его изготавливать из притягиваемого материала, который не приобретает постоянное магнитное поле любого материала при нахождении в контакте с постоянным магнитом.
Стержень 22 не обязательно должен иметь форму стержня, а может иметь вид одного или нескольких кусков произвольной формы. Ему нет необходимости быть внутри самого тела оболочки 12, но он может быть установлен на его поверхности.
Как показано на фиг.2, приспособление для транспортировки и обработки упаковочных контейнеров согласно изобретению может состоять из питающего механизма картонных втулок, состоящего из дискового или турельного конвейера 30, приспособленного принимать картонные заготовки либо из магазина заранее нарезанных заготовок или как продукт резания и складывания ламинированного бумажного картона, смотанного с одного или нескольких разматывающих устройств 32 (два показаны) известным способом. Заготовки картона 16 транспортируются конвейером 30 на загружающий картон диск 36, у которого имеются верхний и нижний наборы приемных станций. Картонные заготовки 16, имеющие трубчатую форму с открытыми концами, загружаются в верхние приемные станции 38, тогда как транспортировочные держатели 10 типа, показанного на фиг. 1 и 2, загружаются в нижние приемные станции (не показаны), находящиеся непосредственно под приемными станциями 38. При помощи средств, которые не показаны, картонные заготовки вставляются в каналы 14 соответствующих транспортировочных держателей 10, а транспортировочные держатели, содержащие картонные заготовки, разгружаются и переходят на третий дисковый конвейер 40 у места перехода 42. Пока заготовки находятся на конвейере 40, они подвергаются стерилизации. После этого они передаются аналогичным образом на четвертый конвейер 44. Во время транспортировки на этом конвейере панели дна каждой заготовки последовательно складываются для выполнения герметизации основания. После передачи на следующий конвейерный диск 45 основания герметизируются. Транспортировочные держатели и находящиеся в них картонные заготовки затем передаются на конвейерный диск 46, на котором подгоняется высота верхней части картона и далее на конвейерный диск 47. Пока они транспортируются на этом диске через открытые верхушки, картонные пакеты заполняются жидкостью или твердыми веществами. Затем транспортировочные держатели и их заполненные картонные пакеты переходят на конвейерный диск 48. Во время движения на конвейерном диске 48 верхние панели заготовок складываются и после перехода на следующий конвейерный диск 49 они заклеиваются для образования верхней герметизации. Заполненные картонные пакеты снимаются с конвейерного диска 49 на другой конвейерный диск 50, на котором герметическое ребро плоско укладывается. Контейнеры переходят на разгрузочный диск, с которого они снимаются из транспортировочных держателей, которые направляются обратно на конвейер загрузки картона 36.
До заполнения содержимым картонные заготовки могут находиться в четырехугольном канале 14 в своем соответствующем транспортировочном держателе просто потому, что они хорошо подогнаны друг к другу. Как только будет произведена герметизация основания и картонным пакетам будет предстоять заполнение, может оказаться необходимым выполнить что-нибудь еще для того, чтобы предотвратить выпадение картонных пакетов под действием силы тяжести из транспортировочных держателей. Однако, это можно заранее предусмотреть, если уложить пол под основание картонных пакетов на конвейерном диске 46, на котором они транспортируются во время заполнения, и на конвейерных дисках от 48 до 51, на которых они двигаются.
За счет использования транспортировочных держателей, которые обеспечивают поддержку боковым стенкам картонных пакетов, картонные пакеты могут передвигаться через оборудование на скорости, которая значительно больше, чем скорости, достигаемые на существующих в настоящее время линиях упаковки в картонные пакеты, например от 200 до 400 пакетов в минуту и больше. Более того, из-за безостановочного скорого движения картонных пакетов через устройство эти высокие скорости не приводят к чрезмерному расплескиванию содержащейся в них жидкости. Вспомогательное оборудование, используемое для выполнения операций с картонными заготовками для образования из них заполненных картонных пакетов, таких как устройство для складывания и склеивания основания и герметизации верха и устройства для заполнения содержимого в картонные пакеты с открытым верхом, могут обеспечить их вращение на их соответствующих конвейерах и могут снабжать электропитанием, используя известные способы через контактные кольца. Эти дополнительные части оборудования в обычных упаковочных в картонные пакеты машинах, на которых они занимают фиксированное положение, обычно испытывают возвратно-поступательное движение, при котором они отводятся в сторону для того, чтобы позволить картонным пакетам войти в их рабочее положение, а затем они возвращаются обратно для действий с пакетом. Необходимость смириться с движением такого типа ограничивает характер приспособлений, которые могут применяться, и само по себе накладывает ограничения на скорость возможной работы. Движение вспомогательного оборудования с картонными пакетами, с которыми уже произведена работа, дает больший диапазон выбора характера используемого вспомогательного оборудования, используемого для уменьшения требований к прочности, и обычно обеспечивает более высокую пропорцию рабочего цикла каждого предмета вспомогательного оборудования, во время которого он активно работает с картонной заготовкой, увеличивая таким образом достигаемые скорости.
Принцип предпочтительного способа передачи транспортировочных держателей между последовательными конвейерами продемонстрирован на фиг.1, на которой видно как транспортировочный держатель 10 проходит, в качестве примера, между конвейерами 40 и 44. Каждый из конвейеров 40 и 44 включает в себя верхнюю дисковую часть и нижнюю дисковую часть, расположенную на удалении от первой, параллельную ей и концентрически установленную по отношению к верхней дисковой части. Две дисковые части закреплены на общей оси. Каждый конвейер имеет множество углублений 54 вокруг периферийной части каждого диска, причем расстояние по окружности между углублениями на всех конвейерах равно. Конвейер 40 снабжен одним постоянным магнитом 52 в каждом углублении каждой дисковой части, который взаимодействует с металлическим стержнем 22 на одной стороне транспортировочного держателя 10 для удержания транспортировочного держателя на конвейере. Изогнутая сторона 20 каждого транспортировочного держателя 10 имеет согласованную посадку с соответствующим изогнутым углублением 54 на конвейере. В каждом своем углублении 54 конвейер 44 снабжен постоянным магнитом 56, имеющим примерно такую же силу, как магнит 52. Неподвижный магнит 58 закреплен на поддерживающем кронштейне, расположенном между верхней и нижней дисковыми частями конвейера 44, рядом с траекторией, покрываемой магнитом 56 в углу между конвейерами 44 и 40. Когда каждый транспортировочный держатель 10 подводится к этому углу между конвейерами 40 и 44, металлический стержень 22 на свободной стороне транспортировочного держателя 10 подводится вплотную к магнитам 56, 58, как бы касаясь их, и устанавливается контакт касания между свободным изогнутым концом 22 транспортировочного держателя 10 и углублением 54 конвейера 44. Поскольку магнитное притяжение, которое обеспечивается магнитом 56, 58 больше того, которое обеспечивается магнитом 52, когда транспортировочный держатель 10 покидает угол между двумя конвейерами, он остается с конвейером 54 и отделяется от конвейера 40. Это можно сделать в абсолютно спокойной манере.
Фактическое расположение магнита или магнитов в углублениях 54 не является критическим, а предметом выбора. Также можно свободно варьировать число применяемых магнитов. Можно применять одно и то же число магнитов в каждом из двух конвейеров, выбирая магниты равной силы, или можно использовать магниты разной силы в разных количествах для получения равной в совокупности силы. Равным образом, можно применить электромагниты вместо постоянных магнитов и рассчитывать на включение и выключение электромагнитов вместо или в дополнение к разницам в их силе притяжения для достижения перехода. Также можно установить электромагниты в транспортирующий держатель, используя магнетически пассивные притягивающие материалы вместо магнитов 52, 56 и 58 в углублениях 54. Иллюстративное расположение, однако, обладает преимуществом простоты. Альтернативно просто постоянно увеличивая силу магнитного притяжения вдоль цепи конвейеров вместо использования зафиксированных магнитов 58, транспортирующие держатели можно заставить передвигаться с одного конвейера на другой в зависимости от желания.
Вместо расчета на разницу в магнитной силе или на переключение электромагнитов для получения перехода между транспортировочными держателями, которые при помощи магнитного поля удерживаются на месте в углублениях 54, отдельные средства для подмагничивания транспортирующих держателей для того, чтобы побудить их к переходу во взаимодействие между конвейерами, может быть использовано что-то подобное зафиксированным токоснимателям, взаимодействующим со штырем 60, выступающим из транспортировочных держателей.
Могут быть использованы и другие средства удерживания транспортирующих держателей на конвейерах. Такими могут быть, например, вакуумные головки и могут включаться в них треснувшие металлические зажимы с открытыми концами, служащие для того, чтобы удержать транспортировочные держатели в углублениях 54 вместо изображенных магнитов, работающих в сочетании с зафиксированными электросъемниками того типа, на которые сделана ссылка выше для того, чтобы помешать переходу транспортировочных держателей с одного конвейера на следующий конвейер.
Однако, поскольку стерилизация подобной техники должна составлять важное действие, использование магнитов, как показано на фиг.2, имеет особые преимущества. Рабочие поверхности дисковых частей конвейера должны быть выполнены гладкими. Магниты могут быть покрыты материалом таким, как слой нержавеющей стали или пластика, которые не намного отвлекают мощности притяжения, делая поверхность легко поддающейся стерилизации.
Устройство согласно изобретению может быть обеспечено множеством транспортировочных держателей, имеющих канал 14 первой группы размеров, и еще одно множество транспортировочных держателей, имеющих канал 12 отличающей группы размеров для использования картона различных свойств и размеров. Таким путем может быть обеспечено любое количество различных групп транспортировочных держателей, позволяющих использовать только одну упаковочную линию картонных пакетов, требующую минимальной регулировки для работы с картонными пакетами различных размеров и форм. Это может быть использовано для представления пользователю гибкости в работе или обеспечить изготовителя возможностью принять решение по поводу того, какому размеру и форме следует приспособить какую-то конкретную машину для того, чтобы иметь с ней дело только на последнем этапе при производстве такой машины, или чтобы модифицировать машину, находящуюся в запасе для того, чтобы ответить на запросы клиента.
Второй вариант выполнения, изображенный на фиг. 4 и 5, напоминает тот, который показан на фиг. 1 и 3, за исключением описанного ниже. В этом варианте воплощения подвижный магнит используется для запуска перехода с первого конвейера на второй конвейер. На части края конвейера 140 показан расположенный транспортировочный держатель 110. У каждого из серии разнесенных с интервалом по окружности углубленных мест, сформированных на верхней позиции диска 143 и нижней позиции диска 145, конвейер 140 имеет подвижный магнит 156, установленный снизу верхней части диска 143 через пару параллельных листовых пружин 162. Пружины 162 вытянуты с верхнего установочного блока 164 до нижнего установочного блока 166. Магнит 156 прикреплен к передней (направленной радиально наружу) поверхности нижнего установочного блока 166, который имеет возможность выполнять движение, направленное радиально вовнутрь, параллельно нижней стороне верхней части диска 143 вопреки смещающему действию данных пружин.
Круглая плата 168 установлена параллельно верхней части диска 143 и ниже ее и установлена на ее верхней поверхности в виде направленного вверх фланца 170, чья поверхность обращена радиально вовнутрь, имеет форму кулачка 172. Диск толкателя кулачка 174 установлен с возможностью вращаться на нижней стороне нижнего установочного блока 166 так, что он проходит по кулачку 172 для управления радиальным положением магнита 156.
Форма кулачка 170 сформирована таким образом, чтобы отвести магнит 156 радиально в сторону от транспортировочного держателя 110 в тот момент, когда желателен переход на следующий направленный вниз конвейер. Сила магнитного притяжения, используемого на каждом конвейере для удержания транспортировочных держателей в несущих местах, может в этом случае быть идентичной, так что у транспортировочного держателя нет стремления преждевременно прыгнуть на следующий конвейер в ответ на притяжение подмагничивающего магнита, которое может вызвать расплескивание жидкого содержимого или рассогласованность транспортировочного держателя в следующем несущем месте. Вместо этого транспортировочный держатель может быть подведен к углу между двумя последовательными конвейерами, где он находится в полном контакте на магните каждого, и затем магнит идущего вверх конвейера отводится с тем, чтобы после оставления угла между конвейерами транспортировочный держатель следовал за идущим вниз конвейером.
Как показано на фиг. 5, каждый транспортировочный держатель имеет верхнюю плату 112, которая имеет выступающий носок 114. Если во время перехода между конвейерами транспортировочный держатель становится рассогласованным при вращении вокруг оси картонной заготовки, носик 114 столкнется со стенкой углубления 154 в верхней части диска 143 и слегка развернет транспортировочный держатель в правильное согласование по вращению.
Как показано на фиг. 6, в этом варианте воплощения уплощенные трубчатые картонные заготовки сохраняются в магазине 132 и восстанавливаются в открытую трубчатую форму и загружаются на шестнадцатой позиции первого конвейерного диска 130, на котором транспортировочные держатели 110 передвигаются. Заготовки передаются в первой операции передачи того типа, который описан выше на шестнадцатую позицию диска склеивающего конвейера 144, оборудованного шестнадцатью формировочными блоками 180 герметизации дна (один показан), который вращается вместе с диском. Заготовки передаются, как описано, на заполняющий конвейерный диск 147 тридцати позиций, оборудованный тридцатью вращающимися заполняющими головками 192 (показан один).
Отсюда заполненные с загерметизированными основаниями картонные пакеты передаются, как описано, на диск 146 с двадцатью пятью позициями, на котором не выполняется никаких операций с картонными пакетами.
Затем они вновь передаются, как описано, на склеивающий диск 148 верхней части с шестнадцатью позициями, имеющими шестнадцать совместно вращающихся склеивающих верхние части блоков 184 (один показан).
Заполненные и склеенные картонные пакеты передаются, как это описано, на последний диск, с которого они разгружаются вниз из своих транспортировочных держателей на конвейер, с которого они снимаются для дальнейших действий. Теперь пустые транспортировочные держатели 110 передаются, как было описано ранее, вновь на конвейерный диск 130, который вновь загружается.
Все из конвейерных дисков приводятся в движение при помощи взаимного зацепления соответствующих зубчатых колес, сидящих на общем приводе с тем, чтобы гарантировать синхронизм движения конвейерных колес. Количество позиций на каждом диске выбрано таким, чтобы каждый картонный пакет имел достаточно времени на том конкретном диске испытать конкретный процесс, которому он подвергается, при этом заполнение является самым продолжительным процессом.
Пока изобретение описывалось со ссылками на иллюстрированные варианты воплощения, многие модификации и вариации его были возможны в пределах объема изобретения.
Например, вместо передвижения магнита 156 в сторону от транспортирующего держателя для запуска перехода, можно было сдвинуть магнит следующего идущего вверх конвейера поближе к транспортирующему держателю, использующему аналогичный механизм. Оба магнита все же могли быть равными в силе, если во время нормально выполняемой фазы операции они находились бы немного в стороне от транспортирующего держателя и двигались бы вперед для увеличения притяжения в требуемый момент. В качестве альтернативы, магнит идущего вверх конвейера мог бы быть сдвинут в сторону, а магнит идущего вниз конвейера мог бы быть выдвинут одновременно вперед.
Если устройство, как оно описано выше, использовалось бы для стерильных картонных пакетов, соответствующие части устройства были бы простерилизованы перед применением, и устройство было бы заполнено стерильным воздухом во время работы, как это делается в известном уровне техники.
Способ предназначен для транспортировки объектов и заключается в том, что объекты, такие как картонные пакеты, поддерживаемые в транспортировочных держателях, перемещаются на первом конвейерном диске и передаются на второй конвейерный диск в ходе соответствующих операций по переходу. Каждый конвейерный диск имеет расположенные через интервалы по окружности углубления для переноса таких объектов, причем каждое углубление снабжено подвижным магнитом для удержания данного объекта. Диски двигаются по касательной один к другому так, чтобы каждый объект на первом конвейерном диске во время каждой операции по переходу был кратковременно и одновременно в углублениях первого конвейерного диска и второго конвейерного диска. Переход запускается отводом в запланированное время магнита, который удерживает объект в углублении первого конвейерного диска при помощи кулачка, оставляя объект для удержания магнитом второго конвейерного диска. Картонные пакеты могут быть загерметизированы в основании, заполнены и загерметизированы в верхней части на соответствующих конвейерных дисках. Изобретение позволяет быстро и равномерно транспортировать объекты через упаковочное устройство. 10 с. и 12. з.п. ф-лы, 6 ил.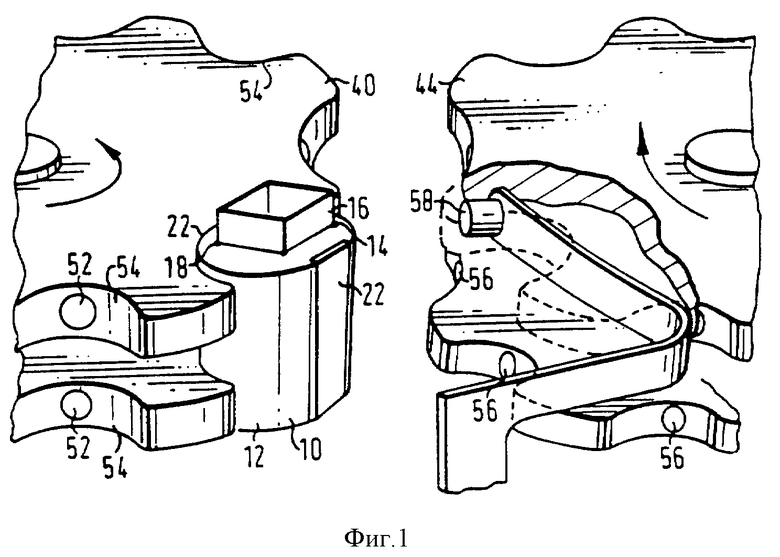
| Распределитель потоков для консервных банок | 1972 |
|
SU557965A1 |
