Изобретение относится к черной металлургии, а именно к способам изготовления головок фурм, служащих для продувки расплавленного металла.
Известен способ изготовления конверторной фурмы, в котором на наружной поверхности или на конце наружной трубки на внутренней поверхности навивают металлическую проволоку на участок такой длины, которая соответствует толщине максимально изношенной кладки стенки конвертора. Затем на другом конце трубки на наружной поверхности или на этом же конце внутренней поверхности трубки с некоторым шагом навивают и укрепляют несколько витков вспомогательной металлической проволоки, после чего проволоку вставляют в трубку. Далее трубку обжимают снаружи, в результате чего проволока оказывается плотно зажатой между трубками, и обрезают другой конец трубки на длину намотки проволоки [1].
Недостатком известного способа является сложность изготовления конверторной фурмы.
Известен способ изготовления головки фурмы, соединяемой с водоохлаждаемой фурмой, включающий изготовление заготовок для входного участка и торцевой плиты с созданием числа присоединительных цапф, соответствующего числу труб; изготовление плоских поверхностей, перпендикулярных оси головки фурмы, на концах цапф обеих заготовок, например, фрезерованием, шлифованием и т.д.; сверление параллельных оси головки фурмы отверстий, расположенных на равном расстоянии одно от другого, в цапфах обеих заготовок в области изготавливаемых позднее выходных отверстий; соединение снабженных отверстиями обеих заготовок и укладка преимущественно кольцеобразных спаивающихся пленок между контактирующими поверхностями обеих заготовок; при этом иногда сначала укладывают на входной участок предварительно изготовленную направляющую деталь для отклонения потока воды; нагрев заготовок до температуры пайки с последующим охлаждением; механическая обработка спаянных одна с другой заготовок путем высверливания или выточки выходных отверстий, подгонка кромок для их соединения с трубами фурмы, выточка канавки на входном участке, а также опорной поверхности на ребрах торцевой плиты [2]. Известный способ изготовления головки фурмы принят за прототип.
Недостатки прототипа:
- наличие большого числа технологических операций, связанных с механической обработкой (изготовление плоских поверхностей на концах цапф обеих заготовок фрезерованием, шлифованием и т.д.; сверление параллельных оси головки фурмы отверстий);
- сложность соединения заготовок при помощи кольцеобразных, спаивающих пленок, точная подгонка всех поверхностей цапф перед соединением.
Задачей, на решение которой направлено изобретение, является упрощение технологии изготовления головки фурмы и увеличение ее стойкости.
Поставленная задача достигается за счет того, что предложен способ изготовления головки фурмы, включающий изготовление заготовок для входного участка и торцевой плиты с созданием числа присоединительных цапф, соответствующего числу труб, соединение обеих заготовок, нагрев заготовок до температуры пайки с последующим охлаждением, механическую обработку спаянных одна с другой заготовок путем высверливания или выточки выходных отверстий, подгонку кромок для их соединения с трубами фурмы, отличающийся тем, что изготовление заготовки торцевой плиты с созданием цапф с плотной структурой без пор осуществляют путем заливки расплавленной меди в пресс-форму, охлаждения под давлением, деформации гибочном штампе с отбортовкой кромок и образованием наклонной поверхности.
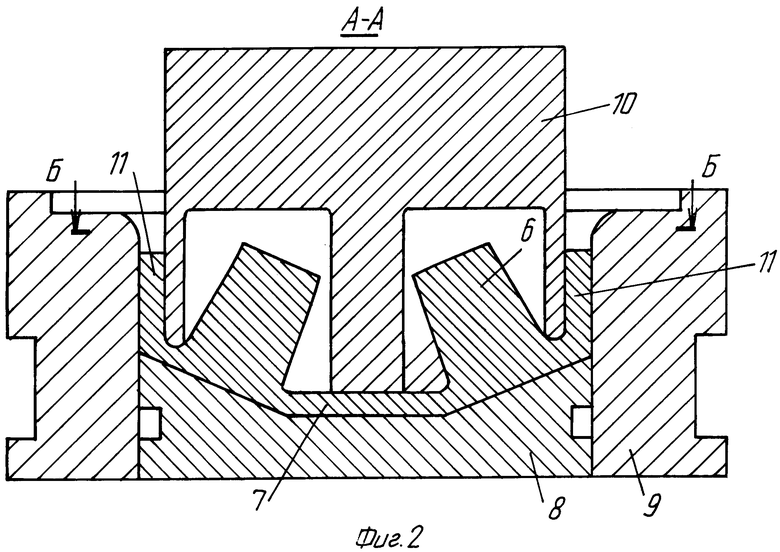
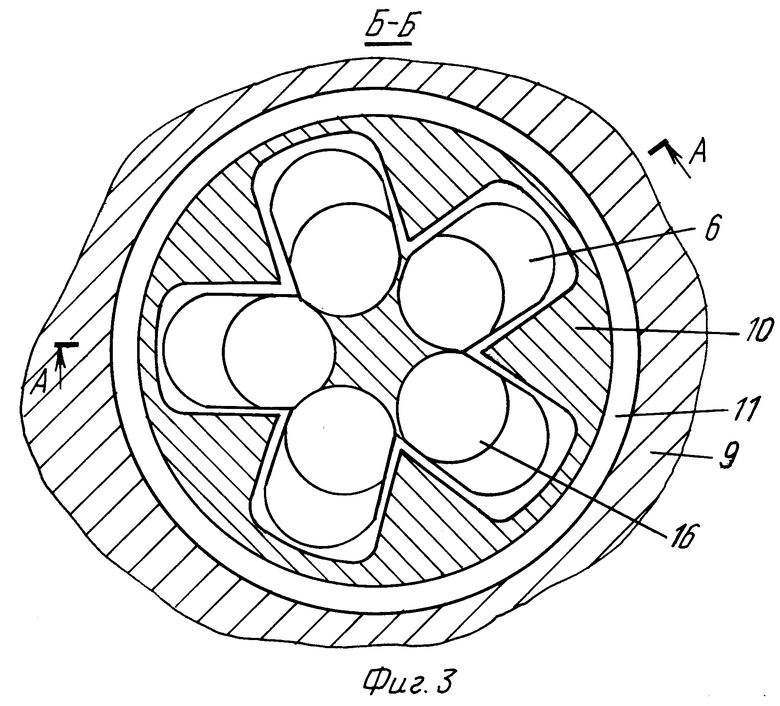
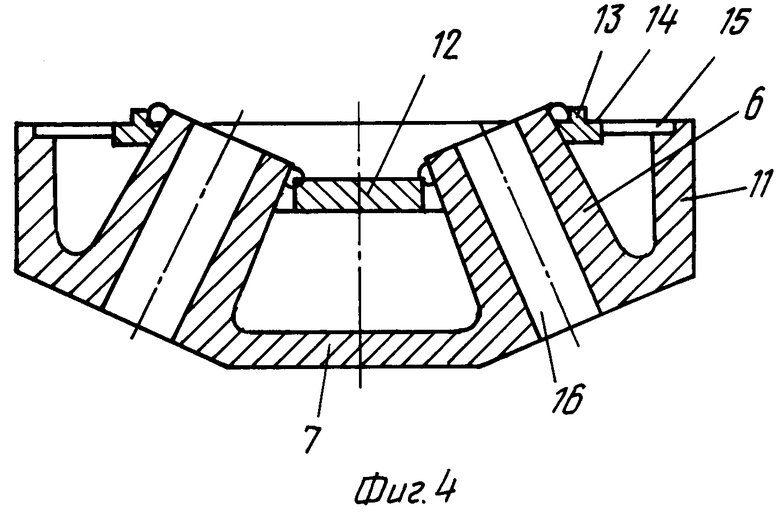
Осуществление операций предлагаемого способа изображено на чертежах, где на фиг. 1 - пресс-форма для получения заготовки торцевой плиты; на фиг. 2 - разрез А-А гибка торцевой плиты на штампе; на фиг. 3 - то же разрез Б-Б; на фиг. 4 - головка фурмы разрез по ее оси.
Первая технологическая операция: получение заготовки торцевой плиты с цапфами, которое осуществляется в пресс-форме, состоящей из днища 1, обоймы 2, бойка 3 и формы 4. В пресс-форму заливается расплавленная медь 5, где она остывает под давлением со стороны бойка на пресс. Получается торцевая плита с плотной структурой, состоящая из цапф 6 и плиты 7.
Вторая технологическая операция: осуществляется в гибочном штампе, состоящем из основания 8, обоймы 9 и бойка 10. На верхней поверхности обоймы 9 устанавливается полученная торцевая плита, которая деформируется в гибочном штампе при перемещении бойка 1 вниз. При этом происходит одновременная отбортовка кромок 11 плиты 7, изгиб плиты на угол с образованием снаружи плиты усеченного конуса, а внутри плиты оси всех цапф сведены в одну точку, расположенную по оси головки.
Третья технологическая операция: изготовление заготовки входного участка головки фурмы, которая состоит из звездочки 12 и кольца 13, которые получают штамповкой из листовой меди.
Четвертая технологическая операция: нагрев плиты 7 с цапфами 6, звездочки 12, кольца 13 и соединение их пайкой между собой по контуру их прилегания. Зазор между цапфами 6 предварительно разделывается и пропаивается.
Пятая технологическая операция: механическая обработка поверхности 14 кольца 13, поверхности 15 кромок 11 плиты 7 и расточка сквозных отверстий 16 в цапфах на заданный размер.
Технические преимущества предлагаемого изобретения по сравнению с приоритетом: упрощение технологии изготовления головки фурмы; повышение стойкости головки фурмы.
Общественно полезные преимущества предлагаемого изобретения - увеличение производительности труда при изготовлении головок фурм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ РУЧНОЙ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2215607C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС | 2000 |
|
RU2183148C2 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА КОМПАКТНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152447C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1999 |
|
RU2171854C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ИНЕРТНОГО ГАЗА К СТАЛЕРАЗЛИВОЧНОМУ КОВШУ | 2001 |
|
RU2212305C2 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТА МЕТАЛЛА | 1996 |
|
RU2108948C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ОСЕВОГО КОМПРЕССОРА | 1999 |
|
RU2176335C2 |
Изобретение относится к металлургии, а именно к способам изготовления головок фурм, служащих для продувки расплавленного металла. При производстве головки фурмы изготавливают заготовки для входного участка и торцевой плиты с цапфами, количество которых соответствует числу труб, при этом заготовку торцевой плиты с цапфами изготавливают путем заливки расплавленной меди в пресс-форму и охлаждения под давлением, после чего полученную заготовку помещают в гибочный штамп и деформируют с образованием наклонной поверхности и отбортовкой кромок. Полученные заготовки соединяют, нагревают до температуры пайки и охлаждают, далее осуществляют механическую обработку спаянных заготовок, путем высверливания выходных отверстий и подгонок кромок. 4 ил.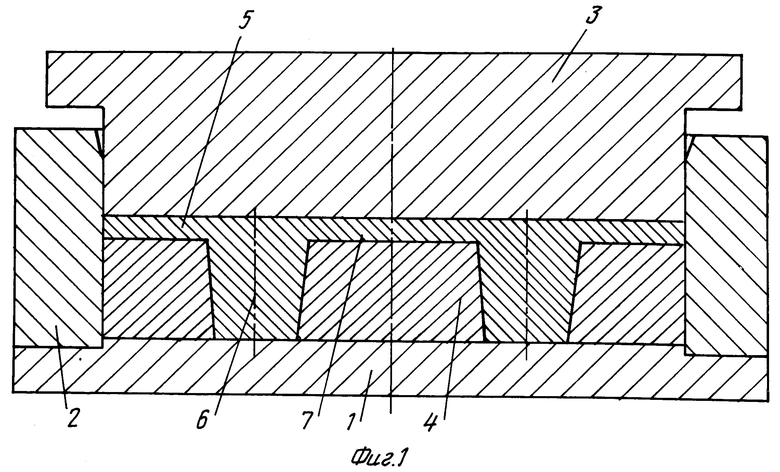
Способ изготовления головки фурмы, включающий изготовление заготовок для входного участка и торцевой плиты с цапфами, количество которых соответствует числу труб, соединение обеих заготовок, нагрев заготовок до температуры пайки с последующим охлаждением, механическую обработку спаянных одна с другой заготовок путем высверливания или выточки выходных отверстий, подгонку кромок для их соединения с трубами фурмы, отличающийся тем, что изготовление заготовки торцевой плиты с цапфами для обеспечения плотной ее структуры без пор осуществляют путем заливки расплавленной меди в пресс-форму и охлаждения под давлением, после чего полученную заготовку плиты с цапфами помещают в гибочный штамп и деформируют с образованием наклонной поверхности и отбортовкой кромок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, 59-18444, C 21 C 5/46, 1984 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE, 2058159, C 21 C 5/46, 1978. | |||
