Изобретение относится к области авиадвигателестроения и может быть использовано при изготовлении лопаток вентиляторов турбовентиляторных авиационных двигателей.
Известен способ изготовления лопатки осевой турбомашины (см. патент США N 3827118 17.07.72 МК4 B 23 P 15/04), перо которой наполнено в виде тонкостенных оболочек, соединенных между собой с помощью сварки, а сердцевина из волокна, пропитанного смолой. Однако из-за недостаточной длительной прочности соединения оболочек с заполнителем возможна потеря заданной конфигурации профиля лопатки, возникновение оболочных местных форм колебаний поверхностей оболочки с последующим усталостным разрушением.
Известен способ изготовления полых компрессорных лопаток (см. патент США N 3628226 12.1971 г. МКИ B 23 P 15/02) из плоских заготовок диффузионной пайкой по перемычкам с последующей кружкой профиля пера на необходимый профиль. Однако из-за наличия паяного продольного шва по входной и выходной кромкам лопатки такая лопатка имеет недостаточную длительную прочность, а при попадании посторонних предметов шов может разойтись. Кроме того, новым недостатком известных способов изготовления лопатки является существенное снижение прочности паяного шва из-за возникновения касательных напряжений в шве при изготовлении в процессе крутки профиля.
Задачей данного изобретения является обеспечение малого веса лопатки, сохранение заданной конфигурации профиля и обеспечение длительной прочности паяного шва в течение требуемого ресурса работы.
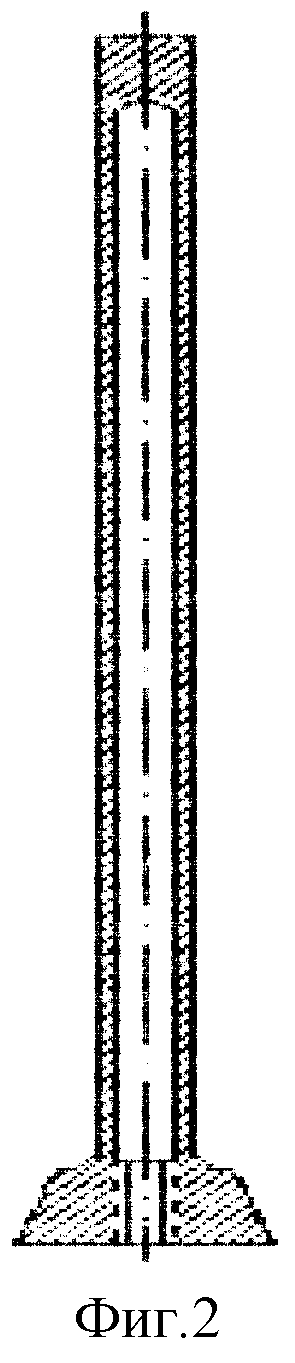
Задача достигается тем, что из двух штамповок получают плоские заготовки переменной толщины с профильной одной и плоской второй стороной. На плоской стороне заготовок выполняют по два профильных углубления и одну продольную перемычку. Причем плоскую заготовку корыта лопатки выполняют с поперечным размером по хорде, меньшим хорды лопатки, и с заостренными клиновидными краями, а плоскую сторону заготовки спинки лопатки выполняют с соответствующими клиновидными пазами под заостренные края заготовки корыта.
Замок лопатки выполняют из заготовок спинки. Заготовку корыта деформируют с увеличением стрелы прогиба и уменьшением ее поперечного размера до величины, обеспечивающей свободный ввод заготовки корыта в выемку с клиновидными пазами заготовки спинки. Помещают соединенные заготовки спинки и корыта в пресс-форму, а затем в печь для диффузионной пайки, нагружая поперечной силой, обеспечивающей выборку зазора по клиновидному пазу, и обеспечивают тем самым последующее эффективное термосращивание заготовок.
После выполнения операции диффузионной пайки плоских заготовок в специальном штампе выполняют операцию термодеформации для получения требуемых углов изгиба профиля и углов установки сечений по высоте лопатки. При изгибе профиля на задний угол клиновидный паз не допускает раскрытия термосращиваемого шва. Шов по клиновидному пазу располагают со стороны корыта для того, чтобы возникающие в процессе изгиба на заданный угол тангенциальные силы не смогли раскрыть шов. Затем производят чистовую механическую обработку профиля для получения окончательной конфигурации готовой лопатки.
Возможен вариант, в котором в замке лопатки выполняют сквозные резьбовые отверстия до профильных углублений в заготовке спинки, в которые вворачивают штуцера труб для вакуумирования внутренней полости лопатки, что дополнительно способствует более надежному термосращиванию заготовок.
На фиг. 1 приведена схема плоских заготовок переменной толщины корыта 1 с заостренными краями, двумя продольными углублениями и продольной перемычкой и спинки 2 с двумя продольными углублениями, перемычкой и клиновидными пазами.
На фиг. 2 приведена схема варианта лопатки со сквозными резьбовыми отверстиями для вакуумирования полости лопатки.
Предлагаемый способ изготовления лопатки осевого компрессора обеспечивает малый вес лопатки, сохранение заданной конфигурации профиля и обеспечивает длительную прочность паяного шва в течение требуемого ресурса работы.
Способ изготовления лопатки осевого компрессора опробован при производстве экспериментальных лопаток и рекомендован для внедрения в серийное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТУПЕНЬ ТУРБОМАШИНЫ | 1998 |
|
RU2148732C1 |
| ЛОПАТКА ТУРБОМАШИНЫ | 1996 |
|
RU2157923C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ УЗЛОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1999 |
|
RU2164632C2 |
| СПОСОБ ИСПЫТАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2318195C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2015 |
|
RU2603380C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2565108C1 |
| ОХЛАЖДАЕМАЯ СОПЛОВАЯ ЛОПАТКА С ВИХРЕВОЙ МАТРИЦЕЙ | 1994 |
|
RU2122123C1 |
| РАБОЧЕЕ КОЛЕСО РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2565091C1 |
Изобретение относится к области авиадвигателестроения и может быть использовано при изготовлении лопаток вентиляторов турбовентиляторных авиационных двигателей. Способ изготовления лопатки осевого компрессора заключается в соединении двух плоских заготовок пера переменной толщины диффузионной пайкой по перемычкам, скручивании спаянной пары для получения профиля и чистовой механической обработки. На плоских внутренних сторонах заготовок выполняют по два продольных углубления и продольную перемычку. Заготовку корыта выполняют с хордой, меньшей хорды лопатки, и с заостренными клиновидными краями, а в заготовке спинки лопатки выполняют соответствующие клиновидные пазы. Заготовки соединяют так, что заостренные края корыта входят в клиновидные пазы спинки, для чего заготовку корыта деформируют с увеличением стрелы прогиба. Затем соединенные заготовки в пресс-форме помещают в печь для диффузионной пайки. Затем формируют профиль пера лопатки и подвергают его окончательной механической обработке. Изготовление лопатки осевого компрессора таким образом позволяет снизить вес лопатки, сохраняет заданную конфигурацию профиля и обеспечивает длительную прочность шва. 1 з.п. ф-лы, 2 ил.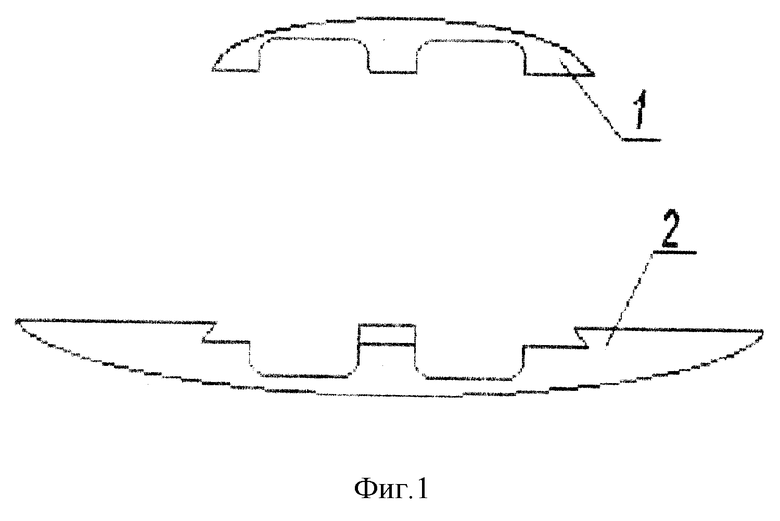
| US 3628226 A, 16.03.1970 | |||
| Способ доводки конических поверхностей деталей | 1979 |
|
SU867621A2 |
| Полая сварная лопатка осевого вентилятора | 1985 |
|
SU1295038A1 |
| Способ изготовления лопасти осевого вентилятора | 1984 |
|
SU1239414A1 |
| Лопатка осевой турбомашины | 1984 |
|
SU1204749A1 |
| Способ изготовления лопатки центробежного вентилятора | 1981 |
|
SU991073A1 |
| Пустотелая лопатка рабочего колеса центробежного вентилятора | 1985 |
|
SU1314147A1 |
| RU 2052162 C1, 10.01.1996 | |||
| US 5213476 A, 25.05.1993 | |||
| US 5725355 A, 10.03.1998 | |||
| US 3623204 A, 30.11.1971 | |||
| Устройство для расшлаковки летки | 1982 |
|
SU1141270A1 |
| 0 |
|
SU171492A1 | |
| ЧУГУН | 2006 |
|
RU2306353C1 |
