Изобретение относится к трубному производству и может быть использовано при изготовлении профильных труб квадратного и прямоугольного сечений.
Такие трубы часто изготавливают путем профилирования прямошовных электросварных круглых труб в двух- или четырехвалковых клетях, причем наибольшее распространение при этом получили четырехвалковые клети, в том числе универсальные. В качестве таких клетей могут быть использованы клети профилегибочных станов, достаточно подробно описанные, например, в кн. под ред. И. С. Тришевского. Производство гнутых профилей (оборудование и технология. - М. : Металлургия, 1982, с. 102-104. Оси всех четырех валков (двух горизонтальных и двух вертикальных) универсальных клетей лежат в одной вертикальной (диаметральной) плоскости и, таким образом, валки образуют замкнутый калибр. Горизонтальные валки универсальных профилегибочных клетей, как правило, выполняются приводными.
Недостатком существующих универсальных профилегибочных клетей является относительная сложность их конструкции и, как следствие, значительные габариты и повышенная стоимость изготовления.
Известны профилегибочные клети для изготовления квадратных стальных труб, содержащие четыре или два валка (горизонтальные - приводные, причем в двухвалковых клетях валки имеют несимметричную калибровку, а у четырехвалковых клетей горизонтальные валки частично охватывают и боковые формируемые грани квадратной трубы (см. япон. заявку 57-171518, кл. В 21 С 37/15, опубл. 22.10.82). Известно также устройство для непрерывного производства труб квадратного профиля, которое формует трубную заготовку из полос, имеющих утолщения в местах расположения ребер трубы (см. япон. заявку 60-102224, кл. В 21 С 37/08, В 21 В 1/08, опубл. 06.06.85).
Недостатком известных устройств является невозможность получения с их помощью прямоугольных профильных труб из круглых, а также относительная сложность конструкции.
Наиболее близким аналогом к заявляемому объекту является универсальная клеть профилегибочного стана, приведенная в книге Я.С. Финкельштейна Справочник по прокатному и трубному производству. - М.: Металлургия, 1975, с. 247-248 и рис. 2.
Эта клеть содержит расположенные в одной диаметральной плоскости две пары горизонтальных и вертикальных валков с прямолинейной образующей рабочих поверхностей, установленные в подушках с возможностью перемещения в указанной плоскости, и характеризуется тем, что горизонтальные валки - приводные, а вертикальные - холостые, причем верхний валок уравновешен пружинами, а вертикальные валки установлены в обоймах и все опоры валков размещены в двух станинах открытого типа.
Недостатком такой конструкции клети являются относительная ее сложность, а также необходимость использовать для каждого типоразмера профильной трубы свой комплект валков, что повышает производственные затраты при изготовлении этих труб.
Действительно, так как четыре валка (точнее - их бочки) образуют квадратный или прямоугольный замкнутый калибр, то каждое изменение размера сторон сечения получаемой профильной трубы требует и соответствующих размеров рабочих валков, т. е. для перехода на другой типоразмер трубы необходимо убрать (вывалить) прежние валки и установить(завалить) новые валки, что является трудоемкой операцией. Кроме того, необходим парк валков, соответствующий всему сортаменту производимых профильных труб.
Технической задачей предлагаемого изобретения является сокращение трудозатрат при производстве профильных прямоугольных и квадратных труб из круглых сварных без ухудшения их качества за счет упрощения конструкции универсальной клети и уменьшения расхода валков.
Для решения указанной задачи в универсальной четырехвалковой клети для профилирования труб с максимальным диаметром dт, содержащей расположенные в одной диаметральной плоскости и установленные в подушках с возможностью перемещения в этой плоскости пары горизонтальных и холостых вертикальных валков с прямолинейной образующей рабочих поверхностей, горизонтальные валки также выполнены холостыми, а диаметр всех валков одинаков и равен (3,2...4,0)dт, при этом подушки размещены в четырех Г-образных опорах, скрепленных двумя кольцами на входе и выходе из клети и установленных на опорной плите с возможностью ее регулировочного перемещения перпендикулярно оси профилирования по вертикали и горизонтали, нижний горизонтальный валок имеет возможность такого перемещения только по вертикали в пределах Δ=(D-d):2, где D и d - соответственно максимальный и минимальный диаметры валка, один из вертикальных валков сопряжен своей торцевой плоскостью с рабочей поверхностью упомянутого валка и выполнен с возможностью перемещения только по горизонтали, а второй вертикальный валок, сопряженный с торцевой плоскостью нижнего горизонтального валка своей рабочей поверхностью, и верхний горизонтальный валок выполнены с возможностью перемещения на заданные расстояния по вертикали и горизонтали, и последний из них сопряжен своими торцевой плоскостью и рабочей поверхностью с вертикальными валками.
Приведенное соотношение диаметров валков и круглой трубы получено при обработке опытных данных и является эмпирическим.
Сущность заявляемого технического решения заключается в максимальном упрощении конструкции клети за счет использования только холостых валков одинакового диаметра (это создает одинаковые условия деформации в двух взаимно перпендикулярных плоскостях), подушки которых установлены не в станинах (как у известной клети), а в Г-образных сварных опорах, и в размещении валков таким образом, что при их движении в диаметральной плоскости клети образуются калибры разных размеров, причем качество профильных труб при этом не ухудшается.
Действительно, как следует из схемы на фиг.1, перемещение трех валков (двух вертикальных и верхнего горизонтального) позволяет образовывать квадратные и прямоугольные калибры, минимальные размеры которых близки к нулю, а максимальные определяются длиной образующей цилиндрической рабочей поверхности валков. При этом величина перемещения нижнего валка будет зависеть только от его диаметров D (до переточки) и d (после переточки вследствие износа), а перемещение всей клети сделано для того, чтобы ось профилирования (и продольная ось входящей в клеть круглой трубы) всегда совпадали с центром калибра "в свету" (т.е. в диаметральной плоскости).
Так как предлагаемая клеть предназначена для установки в линии непрерывного многоклетевого трубосварочного стана, производящего тонкостенные трубы, то вся эта клеть может быть неприводной, а движение профилируемой трубы будет осуществляться за счет "подпора", создаваемого несколькими клетями трубного стана, что и подтвердила опытная проверка устройства. Опыты (см. ниже) также позволили установить оптимальное соотношение между диаметром валков и максимальным диаметром задаваемой в клеть трубы.
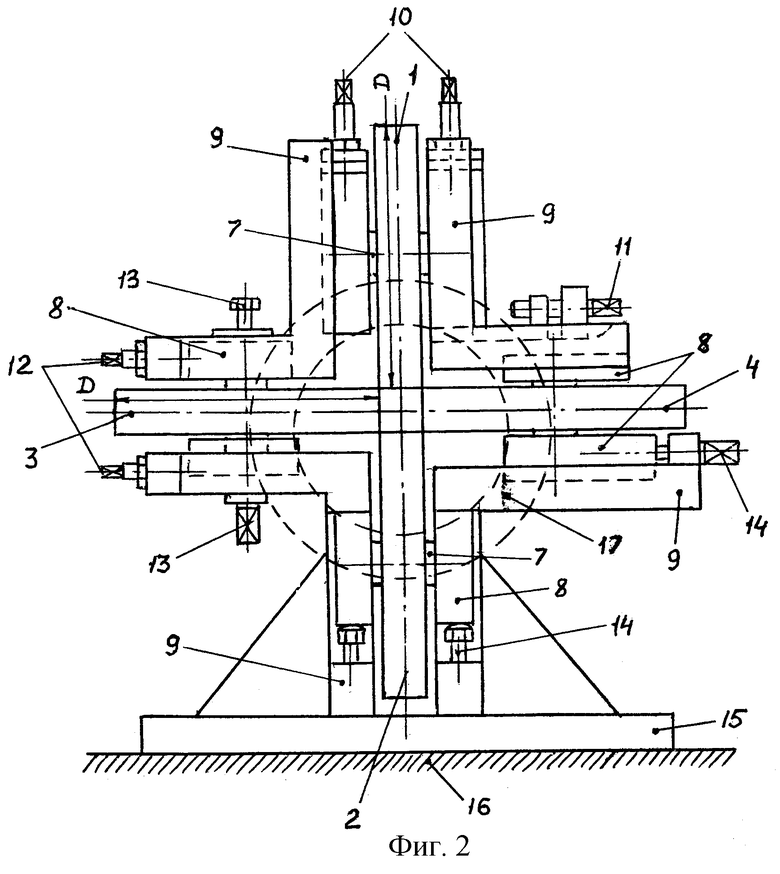
На фиг. 1а, б показана схема установки валков предлагаемой клети, а на фиг.2 - ее устройство (также - схематично; вид со стороны входа в клеть).
При положении валков на схеме фиг.1а (1 - 4 - соответственно верхний и нижний горизонтальные валки и левый и правый вертикальные; хх и уу - оси валков; стрелки - возможные перемещения валков для образования калибра новых размеров), они образуют калибр максимальных размеров ABCD, а на схеме фиг.1б - калибр промежуточных размеров A'B'C'D'; на обеих схемах: 5 - торцевые плоскости, а 6 - рабочие поверхности валков.
Оси 7 валков 1- 4 универсальной клети (см. фиг.2) установлены на подшипниках (не показаны) в подушках 8, которые размещаются в окнах горизонтальных или вертикальных элементов Г-образных опор 9. Подушки верхнего горизонтального валка 1 перемещаются в окнах стоек по вертикали с помощью двух нажимных винтов, а по горизонтали - винтом 11, установленным на горизонтальной поверхности правой верхней стойки. Левый вертикальный валок 3 перемещается по вертикали (это необходимо при изменении диаметра D валка) с помощью горизонтальных винтов 12, а по вертикали - винтами 13. Перемещение правого вертикального валка 4 по горизонтали осуществляется винтом 14, входящим в нижнюю подушку этого валка. Регулировка положения нижнего горизонтального валка 2 по вертикали (при изменении его диаметра) в пределах величины Δ=(D-d):2 производится двумя винтами 14, установленными с низа подушек этого валка.
Нижние Г-образные опоры крепятся к опорной плите 15, имеющей возможность перемещения по горизонтали и вертикали по фундаментной плите 16 при изменении размеров калибра, образуемого валками, центр которого, очевидно, будет смещаться вниз и влево (при неподвижной плите 15). Для создания требуемой жесткости клети все стойки скрепляются двумя кольцами 17 (показаны пунктиром) - на входе и выходе из клети.
При профилировании круглая труба заданного диаметра задается в холостые валки клети за счет усилия, создаваемого предыдущими клетями трубосварочного стана, с образованием квадратного или прямоугольного сечения требуемых размеров.
Для перевалки (замены) валков клети одно из стяжных колец 17 отсоединяется от опор, обеспечивая свободный выем подушек с валками из клети.
Опытную проверку предлагаемой клети осуществляли на трубосварочном стане "10-60" OOO "Профиль-ГП" ОАО "Магнитогорский меткомбинат".
При этом профильные трубы квадратного и прямоугольного сечений 16 типоразмеров изготавливались из электросварных прямошовных труб с наружным диаметром от 12 до 60 мм и с толщиной стенки 1 - 3 мм из ст. 3. 99,1% профильных труб соответствовали требованиям технических условий, а отбраковка была из-за некачественных сварных швов.
В опытах была установлена зависимость диаметра валков dв клети от максимального диаметра dт исходной трубы. При dв<3,2dт возрастал износ валков, что сокращало их рабочую кампанию; кроме того, при dв<2,5dт стала невозможной профилировка труб с dт<30 мм, а уменьшение габаритов клети (с целью использования валков меньшего диаметра) невозможно из-за размеров требуемых по условиям прочности подшипников качения. Увеличение же dв>4dт - нецелесообразно вследствие неоправданного возрастания габаритов клети и ее удорожания.
Так как на непрерывном стане "10-60" порезка профильных труб на мерные длины осуществляется за станом, каких-либо застреваний труб в неприводной клети не наблюдалось. Таким образом, опыты подтвердили приемлемость заявляемого объекта для получения качественных профильных труб.
Сравнение технико-экономических показателей при использовании известного устройства, выбранного в качестве ближайшего аналога, и заявляемого показало, что стоимость последнего из них меньше почти в три раза. Расход валков при использовании предлагаемой клети уменьшается (в зависимости от сортамента) в 3-5 раз, а трудозатраты (за счет сокращения количества перевалок) - не менее чем на 30%. По данным Центральной лаборатории контроля ОАО "ММК" использование заявляемой клети при производстве профильных квадратных и прямоугольных тонкостенных труб уменьшает их себестоимость на 10-15% при соответствующем увеличении прибыли.
Пример конкретного выполнения
Универсальная четырехвалковая клеть для профилирования прямошовных тонкостенных труб с dт=60 мм содержит неприводные валки из ст. 9Х2 с D=220 мм и d= 196 мм, которые установлены в восьми подушках на роликоподшипниках 42206 в четырех Г-образных опорах (схема установки и перемещения валков - на фиг.1).
Нижние опоры закреплены на опорной плите (см. фиг.2) с возможностью ее перемещения по вертикали в пределах 15 мм и по горизонтали - на 30 мм. Нижний горизонтальный валок может перемещаться в окнах опор по горизонтали в пределах Δ=(D-d):2=12 мм. Перемещение всех валков осуществляется при помощи нажимных и регулировочных винтов.
Все опоры скреплены с помощью двух стяжных колец с наружным ⊘=280 мм и внутренним ⊘=200 мм на входе и выходе из клети. Габариты клети: Н=560 мм, В= 540 мм, L (вдоль оси профилирования) = 410 мм; вес клети - около 250 кг; максимальная скорость профилирования - 2 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2295409C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2231409C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| АГРЕГАТ ДЛЯ ПРОФИЛИРОВАНИЯ | 2007 |
|
RU2344013C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2005 |
|
RU2295410C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
Изобретение относится к обработке металлов давлением, в частности к производству профильных прямошовных стальных труб. Сущность: клеть для профилирования труб с максимальным наружным диаметром dТ содержит расположенные в одной диаметральной плоскости и установленные в подушках с возможностью перемещения в этой плоскости пары холостых горизонтальных и вертикальных валков с прямолинейной образующей рабочих поверхностей, диаметр которых выполнен одинаковым и равным (3,2...4,0) dТ, при этом подушки размещены в четырех Г-образных опорах, скрепленных двумя кольцами на входе и выходе из клети и установленных на опорной плите с возможностью ее регулировочного перемещения перпендикулярно оси профилирования по вертикали и горизонтали, нижний горизонтальный валок имеет возможность такого перемещения только по вертикали в пределах Δ=(D-d):2, где D и d - соответственно максимальный и минимальный диаметры валка, один из вертикальных валков сопряжен своей торцевой плоскостью с рабочей поверхностью упомянутого валка и выполнен с возможностью перемещения только по горизонтали, а второй вертикальный валок, сопряженный с торцевой плоскостью нижнего горизонтального валка своей рабочей поверхностью, и верхний горизонтальный выполнены с возможностью перемещения на заданные расстояния по вертикали и горизонтали, и последний из них сопряжен своими торцевой плоскостью и рабочей поверхностью с вертикальными валками. Изобретение обеспечивает сокращение трудозатрат при производстве профильных прямоугольных и квадратных труб из круглых сварных без ухудшения их качества за счет упрощения конструкции универсальной клети и уменьшения расхода валков. 2 ил.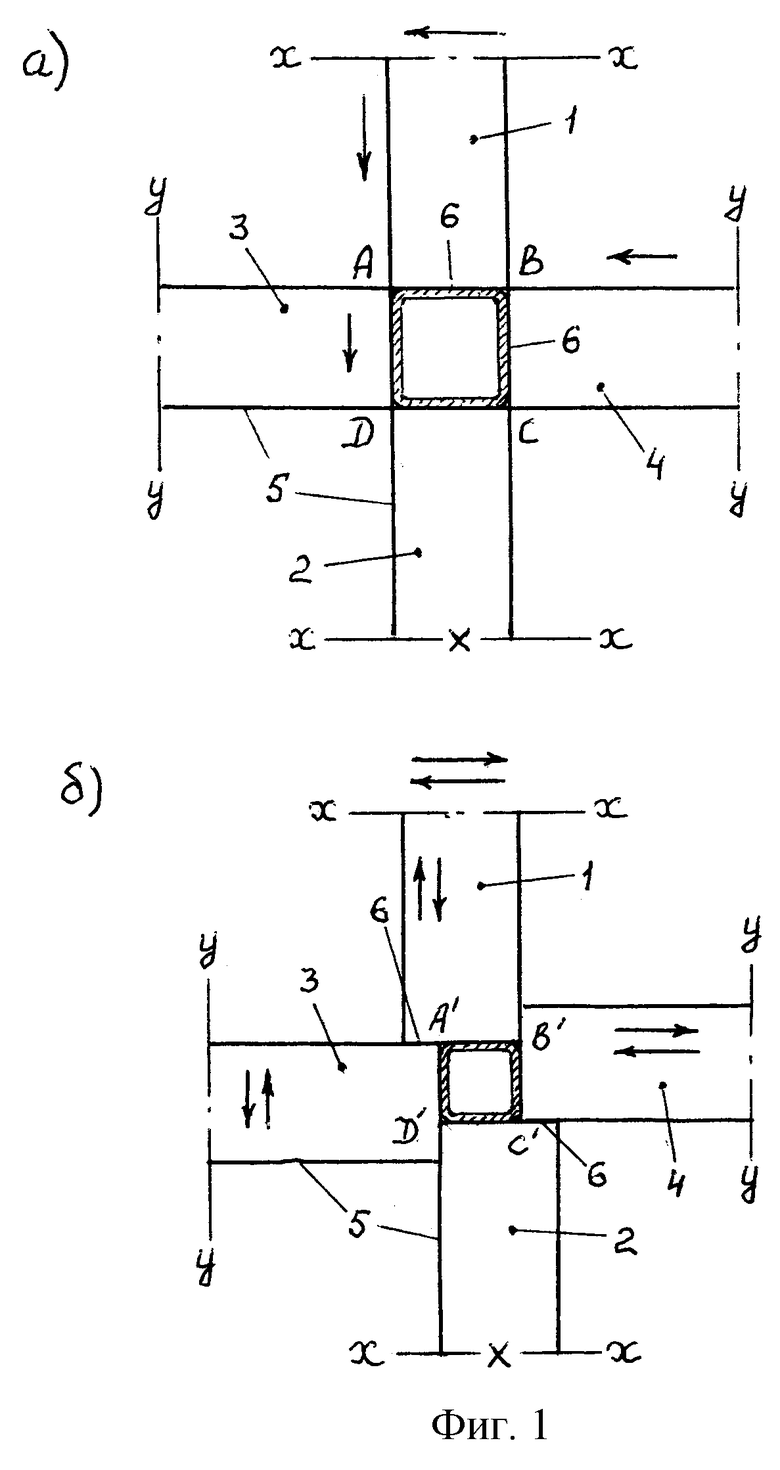
Универсальная четырехвалковая клеть для профилирования труб с максимальным наружным диаметром dТ, содержащая расположенные в одной диаметральной плоскости и установленные в подушках с возможностью перемещения в этой плоскости пары горизонтальных и холостых вертикальных валков с прямолинейной образующей рабочих поверхностей, отличающаяся тем, что горизонтальные валки также выполнены холостыми, а диаметр всех валков одинаков и равен (3,2. . . 4,0)dТ, при этом подушки размещены в четырех Г-образных опорах, скрепленных двумя кольцами на входе и выходе из клети и установленных на опорной плите с возможностью ее регулировочного перемещения перпендикулярно оси профилирования по вертикали и горизонтали, нижний горизонтальный валок имеет возможность такого перемещения только по вертикали в пределах Δ=(D-d): 2, где D и d - соответственно максимальный и минимальный диаметры валка, один из вертикальных валков сопряжен своей торцевой плоскостью с рабочей поверхностью упомянутого валка и выполнен с возможностью перемещения только по горизонтали, а второй вертикальный валок, сопряженный с торцевой плоскостью нижнего горизонтального валка своей рабочей поверхностью, и верхний горизонтальный валок выполнены с возможностью перемещения на заданные расстояния по вертикали и горизонтали и последний из них сопряжен своими торцевой плоскостью и рабочей поверхностью с вертикальными валками.
| ФИНКЕЛЬШТЕЙН Я.С | |||
| Справочник по прокатному и трубному производству | |||
| - М.: Металлургия, 1975, с | |||
| Приспособление для картограмм | 1921 |
|
SU247A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2086316C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2088357C1 |
| JP 63220923, 14.09.1988 | |||
| JP 60102224, 06.06.1985. | |||

