Изобретение относится к металлургии, к способам получения композиционных материалов для армирования различного износостойкого инструмента.
Известно, что основным недостатком твердых сплавов с большим содержанием упрочняющей фазы является их хрупкость. Этот недостаток ограничивает их область применения в тяжелонагруженных узлах трения с большими контактными нагрузками, где одновременно с высокой твердостью необходима высокая вязкость. Существующие технологии получения твердых сплавов (спекание прессовок из смеси порошков, пропитка каркасов из тугоплавких материалов легкоплавкой матрицей и др. [Третьяков В.И. Металлокерамические твердые сплавы - М.: Металлургиздат, 1962, 592 с.; Тучинский Л.И. Композиционные материалы, получаемые методом пропитки. - М.: Металлургия, 1988, 208 с.]) не обеспечивают одновременно высоких значений твердости и вязкости. Недостаток известных способов состоит в том, что отсутствует возможность целенаправленного формирования структуры рабочей поверхности изделия в процессе спекания. Поэтому в большинстве случаев перед дальнейшей эксплуатацией рабочую поверхность твердых сплавов упрочняют различными технологическими приемами - ионной имплантацией, облучением мощными ионными пучками и т.д., что существенно повышает стоимость инструмента.
Наиболее близким техническим решением является способ получения твердых сплавов [патент РФ N 2048266, B 22 F 3/12, 28.12.93], включающий прессование шихты, спекание в засыпке из спеченного оксида алюминия, осуществляя нагрев со скоростью 35-40 град./мин до 800-850oC с последующей выдержкой в течение 30-40 мин, а затем со скоростью 50-55 град./мин до 1350-1400oC и последующей выдержкой в течение 50-60 мин.
Задача, на решение которой направлено изобретение, заключается в разработке способа получения композиционных материалов с градиентной структурой, которые обладают повышенной твердостью, прочностью и износостойкостью рабочей поверхности изделия. Величина упрочнения рабочей поверхности по толщине плавно уменьшается, достигая уровня основного объема материала, а толщина может регулироваться в широких пределах. Предлагаемый способ отличается наличием минимума технологических операций для достижения технического результата. Совмещаются два технологических процесса - получения композиционного материала и изменения структуры рабочей поверхности.
Указанный технический результат достигается тем, что в способе получения композиционных материалов с градиентной структурой, включающем приготовление, прессование шихты и спекание в засыпке, шихту готовят из соединений, выбранных из группы, состоящей из карбидов, оксикарбидов, карбонитридов, нитридов с добавлением сталей или сплавов, содержащих элементы, способные испаряться в процессе спекания, а спекание проводят в вакууме при 1200-1500oC с выдержкой 10-300 мин, при этом одна из поверхностей прессовки свободна от засыпки.
Свободная поверхность от засыпки обеспечивает равномерное испарение элемента, входящего в состав стали или сплава, что приводит к изменению фазового состава и механических свойств приповерхностного объема материала.
Выбор температур и времени обусловлен тем, что при нагревании сплава до температуры меньше 1200oC не достигается высокое качество сплава, при температуре выше 1500oC наблюдается значительное испарение легкоплавкой составляющей, что приводит к образованию большой пористости и изменению формы готового изделия. Выдержка в течение 10-300 мин обеспечивает равномерное и качественное спекание образца с одновременной регулируемой толщиной упрочненного слоя за счет испарения легкоплавкого элемента со свободной поверхности изделия. При выдержке менее 10 мин не достигается необходимое качество сплава, при выдержке более 300 мин дальнейшего улучшения свойств сплава не происходит.
Предлагаемый способ осуществляется следующим образом. Прессовки помещают в керамический или графитовый контейнер, засыпают порошком оксида алюминия или графита таким образом, чтобы рабочая поверхность изделий была свободной от засыпки. Затем осуществляют нагрев в вакууме до 1200-1500oC и выдерживают в течение 10-300 мин.
Пример конкретного исполнения.
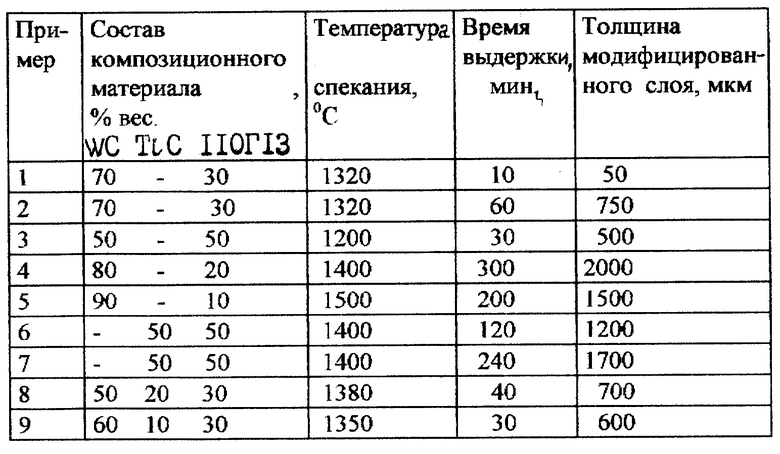
В контейнер диаметром 80 мм и высотой 50 мм помещали прессованный образец твердого сплава WC-сталь 110Г13 (30 вес.%) в виде цилиндра диаметром 25 мм и высотой 20 мм. Образец засыпали оксидом алюминия таким образом, чтобы верхняя торцевая поверхность цилиндра была свободной от засыпки. Затем контейнер помещали в вакуумную печь и нагревали со скоростью 30 град./мин до 1350oC и выдерживали в течение 100 мин. После выдержки нагрев отключали. Прирост микротвердости в приповерхностном объеме материала составляет 1100-1200 МПа по сравнению с основным объемом твердого сплава. Микротвердость твердых сплавов, изготовленных по способу получения твердых сплавов (патент РФ N 2048266, B 22 F 3/12, 28.12.93) не изменяется по всему объему изделия и равна 5700 МПа. Толщина модифицированного слоя композиционного материала в зависимости от температуры и времени спекания, полученных по предлагаемому способу, приведена в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ГРАДИЕНТНОГО МАТЕРИАЛА | 2010 |
|
RU2454297C1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2112068C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ГРАДИЕНТНОГО МАТЕРИАЛА | 2013 |
|
RU2592652C2 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ | 1997 |
|
RU2155243C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО МАТЕРИАЛА НА ОСНОВЕ ЦИНКА (ВАРИАНТЫ) | 2009 |
|
RU2418085C1 |
| ТВЕРДЫЙ СПЛАВ | 1996 |
|
RU2113532C1 |
| Шихта для гибридного композиционного материала и способ его получения | 2016 |
|
RU2620221C1 |
| СПОСОБ НАНЕСЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ | 2001 |
|
RU2200208C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ, АРМИРОВАННОГО ДИСКРЕТНЫМИ ВОЛОКНАМИ ОКСИДА АЛЮМИНИЯ | 2005 |
|
RU2289555C1 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146195C1 |
Изобретение относится к порошковой металлургии и может быть использовано для армирования различного износостойкого инструмента. Способ включает приготовление шихты, прессование и спекание в засыпке, при этом шихту готовят из соединений, выбранных из группы, состоящей из карбидов, оксикарбидов, карбонитридов, нитридов с добавлением сталей или сплавов, содержащих элементы, способные испаряться в процессе спекания, а спекание проводят в вакууме при 1200 - 1500oС с выдержкой 10 - 300 мин, при этом одна из поверхностей прессовки свободна от засыпки. Изобретение позволяет получить композиционный материал с градиентной структурой, обладающий повышенной твердостью, прочностью и износостойкостью рабочей поверхности изделия. 1 табл.
Способ получения композиционных материалов с градиентной структурой, включающий приготовление шихты, прессование и спекание в засыпке, отличающийся тем, что шихту готовят из соединений, выбранных из группы, состоящей из карбидов, оксикарбидов, карбонитридов, нитридов с добавлением сталей или сплавов, содержащих элементы, способные испаряться в процессе спекания, а спекание проводят в вакууме при 1200 - 1500oC с выдержкой 10 - 300 мин, при этом одна из поверхностей прессовки свободна от засыпки.
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ | 1993 |
|
RU2048266C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ СПЛАВ С ПОВЕРХНОСТНОЙ ЗОНОЙ, ОБОГАЩЕННОЙ СВЯЗУЮЩЕЙ ФАЗОЙ, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 1993 |
|
RU2116161C1 |
| US 4277283, 07.07.1981 | |||
| US 4610931, 09.09.1986 | |||
| Средство повышения продуктивности бедных почв и грунтов | 1974 |
|
SU477685A1 |
| СИСТЕМА ДИСТАНЦИОННОГО ОПРЕДЕЛЕНИЯ МЕСТА УТЕЧКИ ЖИДКОСТИ В ТРУБОПРОВОДЕ | 0 |
|
SU246211A1 |
| СПОСОБ ТАРИРОВКИ И КОНТРОЛЯ | 0 |
|
SU302635A1 |

