Изобретение относится к обработке минералов, камнеобработке и может найти широкое применение как в промышленности строительных материалов, в частности, при производстве облицовочных плиток из природного и искусственного камней, так и в электронной промышленности, в частности, при производстве полупроводниковых пластин.
Известна конструкция машины для резки, шлифовки и полировки каменных плиток из брусков, содержащая станину, стойку, на которой установлены механизмы подачи и крепления заготовок, резки, шлифовки и полировки, каждый из которых имеет приводной шпиндельный узел [1].
Данная машина по сравнению с ранее известными конструкциями и поточными линиями имеет более высокую производительность, и может быть использована для обработки как природного, так и искусственного камней.
Однако, поскольку операции шлифовки, полировки и резки на данной машине выполняются последовательно одна за другой, это делает работу на ней более длительного во времени и, как следствие, снижает производительность данного устройства.
Кроме того, качество получаемых на данной машине облицовочных плиток не достаточно высокое, за счет неплоскостности противоположных сторон. Это объясняется тем, что заготовка в процессе резки неподвижна.
Известен многошпиндельный роторный станок для изготовления плиток, в частности из камня, содержащий станину и стойку, на которой установлены механизмы передачи вращения на ротор и заготовки, подачи и крепления заготовок, шлифовки, полировки и резки, каждый из которых имеет приводной узел [2] .
Данная конструкция станка позволяет добиться еще большего повышения производительности и значительно улучшает качество облицовочных плиток.
Однако, данная конструкция имеет ограниченное применение, поскольку может быть использована для изготовления плиток из камня определенной твердости. Это объясняется тем, что конструкция известного станка не позволяет осуществлять регулировку скоростей и режимов резания.
Кроме того, отсутствие в известной установке манипулятора для удерживания плитки при отрезании является причиной появления на обратной (тыльной) стороне плитки грата, который резко ухудшает качественные показатели полученной плитки и требует для удаления дополнительных материальных затрат.
Таким образом, задачами изобретения являются создание такой конструкции многошпиндельного роторного станка для изготовления плиток, на котором можно было бы изготавливать плитки из материалов различной твердости и высокого качества без дополнительных материальных затрат.
Указанные задачи достигаются тем, что в известном многошпиндельном роторном станке для изготовления плиток, содержащем станину и стойку, на которой установлены механизмы передачи вращения на ротор и заготовки, подачи и крепления заготовок, шлифовки, полировки и резки, каждый из которых имеет приводной узел, согласно изобретению механизм передачи вращения представляет собой коробку скоростей и коробку подач, каждую со своим отдельным приводом, а механизм резки выполнен в виде суппорта маятникового типа с нижним расположением оси рычага, установленного с возможностью осуществления прерывистого и непрерывистого резания.
При этом станок дополнительно содержит манипулятор с вакуумной присоской, установленный на стойке с возможностью удерживания отрезаемой плитки.
Выполнение механизма передачи вращения в виде коробки скоростей и коробки подач, каждой со своим отдельным приводом, позволяет осуществлять регулирование скоростей вращения ротора, и, в частности, производить его остановку без прекращения вращения заготовки, что позволяет изготавливать плитки при различных, в том числе и твердых пород камня, что в свою очередь делает станок более универсальным.
Выполнение механизма резки в виде суппорта маятникового типа с нижним расположением оси рычага, в еще большей степени повышает универсальность станка, поскольку позволяет производить отрезку плитки из камня при остановленном роторе, т.е. при изготовлении плитки из твердых пород камня.
Выполнение суппорта с возможностью осуществления прерывистого и непрерывистого резания позволяет использовать станок для широкого спектра обрабатываемых материалов, в частности осуществление прерывистого резания, способствует удалению отходов из зоны резания, что важно при резке твердых материалов, и как следствие, еще в большей степени повышает универсальность станка.
Наличие в конструкции станка манипулятора с вакуумной присоской, удерживающего плитку при отрезании, позволяет исключить появление на обратной стороне плитки грата, и, как следствие, повышает качество плитки и исключает дополнительные затраты на зачистку грата.
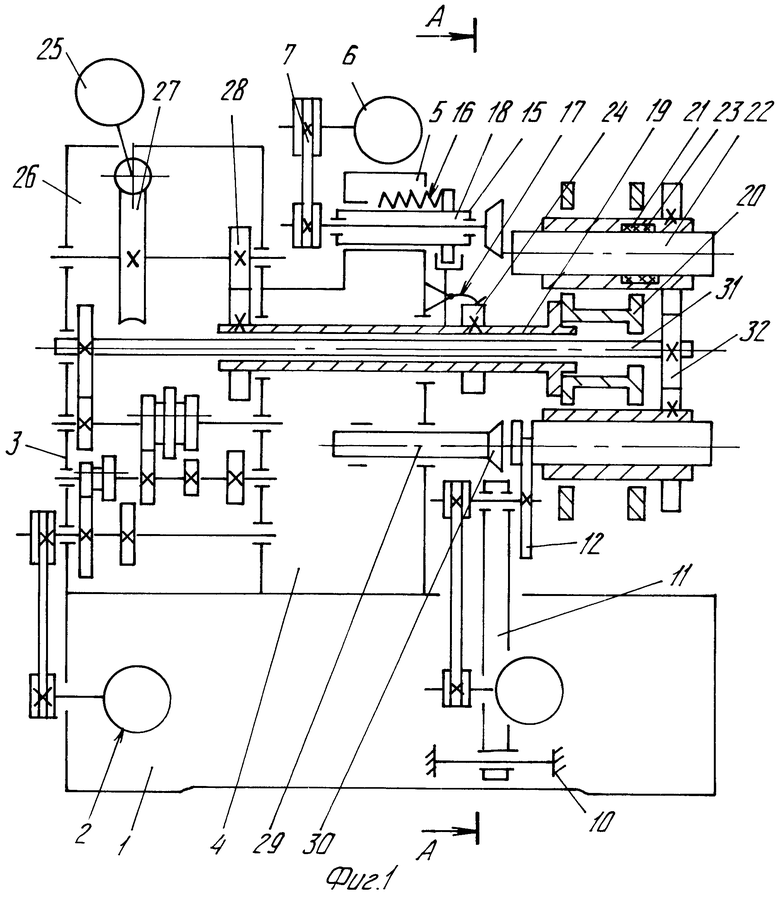
На фиг. 1 изображен главный вид устройства, на фиг. 2 - вид А-А на фиг. 1.
Многошпиндельный роторный станок для изготовления плиток содержит станину 1 коробчатой формы, в нише которой (не показана) размещен электродвигатель 2 привода коробки скоростей 3, стойку 4, на которой размещены инструментальные шпиндельные головки 5 с электродвигателями 6 и клиноременной передачей 7. На шпиндельных головках 5 на позициях I, II, III, IV, V и VI (фиг. 2) соответственно установлены шлифовальные круги 8I...8III и полировальные круги 9I...9III. В нише (не показана) станины 1 размещена опора 10 отрезного суппорта 11 маятникового типа с отрезным инструментом 12. На позиции VII установлен отрезной диск 12.
Шлифовально-полировальные головки 5 на позициях I - VI снабжены механизмом 15 продольного перемещения и зажима инструмента, содержащим пружину 16, рычаг 17 и пиноль 18.
На стойке 4 размещен полый вал 19, на котором жестко установлены ротор 20 со шпиндельными головками 21, несущими бруски-заготовки 22, механизмы 23 подачи и крепления заготовок 22 и копир 24.
Поперечная подача заготовки (ротора) осуществляется от гидропривода 25, коробки подач 26, червячную 27 и зубчатую 28 передачи к полому валу 19, на котором консольно закреплен ротор 20 с внутренними отверстиями квадратного или любого другого сечения, равного сечению обрабатываемой плитки.
На стойке 4 размещен манипулятор 29 с вакуумной присоской 30. Вращение заготовки передается от электродвигателя 2 через коробку скоростей 3 на приводной вал 31, зубчатую передачу 32 на шпиндель заготовки 22.
Устройство работает следующим образом.
Процесс обработки на станке осуществляется непрерывно при непрерывно вращающихся инструментальных головках 5, роторе 20 и шпинделях 21 для заготовок 22. В случае изготовления плитки из камня высокой твердости возможна остановка ротора 20 при вращающихся шпинделях 21, в которых закреплены заготовки 22.
На позициях I - III производится шлифование заготовки 22 с заданным давлением, определяемым настройкой пружины 16.
На позициях IV - VI производится полировка заготовки 22 с заданным давлением, так же определяемым настройкой пружины 16.
На позиции VII дисковой пилой 12 отрезается от бруса-заготовки 22 готовая плитка, при подходе к следующему инструменту заготовка 22 разжимается и подается механизмом 23 подачи и крепления на величину шага, равного толщине отрезаемой плитки, и вновь зажимается.
Затем цикл обработки повторяется.
Прерывистое резание осуществляется следующим образом.
Отрезной диск 12, установленный на отрезном суппорте 11, находится в положении VII, отмеченном на фиг. 2 штрихпунктирной линией. В зону резания VII с предыдущего этапа обработки VI ротором 20 подается вращающийся брусок-заготовка 22. В зоне резания VII ротор 20 останавливается. Отрезной диск 12 суппортом 11 из исходного положения (VII - штрихпунктирная линия) подводится в зону резания и осуществляет отрезание плитки от бруса-заготовки 22. После отрезания отрезной диск 12 суппортом 11 отводится в исходное положение (VII - штрихпунктирная линия), а брусок-заготовка 22 ротором 20 отводится в зону следующего этапа обработки (на фиг. 2 поз. 1).
При этом в зону резания ротором 20 подводится следующий вращающийся брусок-заготовка 22, после чего ротор 20 вновь останавливается. Далее процесс повторяется. Таким образом, процесс резания осуществляется через короткие промежутки времени, т.е. прерывисто.
Непрерывистое резание осуществляется следующим образом.
Отрезной инструмент 12 фиксируется в положении VII (на фиг. 2 изображено сплошной линией). Вращающийся брусок-заготовка 22 с предыдущего этапа обработки (на фиг. 2 - позиция VI) вращающимся ротором 11 подается в зону резания. Происходит набегание вращающегося бруска-заготовки 22 на неподвижный отрезной инструмент 12 и отрезание плитки. При этом, когда отрезной инструмент 12 нижней своей частью заканчивает отрезание плитки от бруска-заготовки 22, верхняя его часть уже начинает отрезку следующей плитки от подведенного в зону резания вращающимся ротором 20 следующего бруска-заготовки 22. Таким образом процесс резания брусков-заготовок 22 осуществляется непрерывно, т.е. без перерывов.
Наиболее целесообразно использовать данный станок для получения тонких плиток (от 3 до 6 мм) из хрупких материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ | 1996 |
|
RU2103166C1 |
| Станок для изготовления облицовочных плит из природного камня | 1989 |
|
SU1638012A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| КОРМОРАЗДАТЧИК | 2009 |
|
RU2399199C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА ИЗ СРЕДНЕЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2276192C1 |
| КРУГЛЫЙ СОРТОВОЙ ПРОКАТ ИЗ СРЕДНЕЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2277595C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| ИНТЕГРИРОВАННЫЙ КОМПЛЕКС НАВИГАЦИИ И УПРАВЛЕНИЯ ДВИЖЕНИЕМ ДЛЯ АВТОНОМНЫХ НЕОБИТАЕМЫХ ПОДВОДНЫХ АППАРАТОВ | 2011 |
|
RU2483327C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СУСПЕНЗИЙ | 2006 |
|
RU2397012C2 |

Многошпиндельный роторный станок для изготовления плиток содержит станину и стойку, на которой установлены механизмы передачи вращения на ротор и заготовки, подачи и крепления заготовки, шлифовки, полировки и резки, каждый из которых имеет приводной узел. При этом механизм передачи вращения на ротор выполнен в виде коробки подач, механизм передачи вращения на заготовку представляет собой коробку скоростей, а механизм резки выполнен в виде суппорта маятникового типа с нижним расположением оси рычага, установленного с возможностью осуществления прерывистого и непрерывистого резания. Станок дополнительно содержит манипулятор с вакуумной присоской. Изобретение позволяет повысить производительность и значительно улучшить качество облицовочных плиток. 2 з.п. ф-лы, 2 ил.