Изобретение относится к прокатному производству и может быть использовано в клетях кварто для горячей прокатки листовой стали.
Известен способ эксплуатации опорных валков листопрокатной клети кварто, по которому на опорном валке создают наклепанный слой путем вращения прижатых рабочего и опорного валков. Затем опорный валок вываливают из клети и осуществляют механический съем наклепанного слоя с величиной съема по радиусу, прямо пропорциональной увеличению твердости бочки [1].
В указанном способе необходимо перешлифовывать опорный валок как перед завалкой в клеть для прокатки, так и после окончания кампании для удаления поврежденного слоя бочки. Удвоенное количество перешлифовок увеличивает расход опорных валков.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ эксплуатации опорного валка листопрокатной клети кварто, включающий чередование его работы в контакте со смежным рабочим валком с перешлифовками для снятия поврежденного наклепанного слоя, по которому величину съема при перешлифовке устанавливают равной 0,2-0,3 длины дуги контакта опорного валка со смежным рабочим валком [2] - прототип.
Известному способу присущи следующие недостатки. В процессе работы опорного валка в клети на поверхности его бочки образуются усталостные локальные дефекты в виде выкрошек. Перешлифовку опорного валка с выкрошкой осуществляют до полного удаления дефектов. При этом в большинстве случаев не обеспечивается величина съема, равная 0,2-0,3 длины дуги контакта рабочего и опорного валков, что ведет к увеличению расхода опорных валков. Кроме того, при реализации известного способа расход рабочих валков также остается высоким.
Техническая задача, решаемая изобретением, состоит в уменьшении расхода рабочих и опорных валков.
Поставленная техническая задача решается тем, что в известном способе эксплуатации валков листопрокатной клети кварто, включающем чередование работы взаимно прижатых рабочего и опорного валков с перешлифовками для снятия поврежденного слоя, согласно предложению отношение твердостей рабочего и опорного валков поддерживают равным 1,02-2,35 при погонном усилии их взаимного прижатия 0,4-1,7 т/мм. Возможен вариант осуществления способа, согласно которому величину съема по диаметру с рабочего и опорного валков при перешлифовках устанавливают в пределах 0,3-0,6 мм и 2,5-7,5 мм соответственно.
Сущность предлагаемого изобретения состоит в следующем. Эксплуатация валков листопрокатной клети кварто должна обеспечивать низкий расход как опорных, так и рабочих валков при сохранении высокого качества прокатываемых полос.
В процессе прокатки происходит наклеп поверхностных слоев взаимно прижатых рабочего и опорного валков, причем интенсивность наклепа и толщина наклепанного слоя с дефектами при прочих равных условиях определяется соотношением твердостей их бочек и погонным усилием взаимного прижатия. Поскольку твердость бочки рабочего валка в 1,02-2,35 раза выше, чем опорного, поверхностные дефекты на рабочем валке залегают близко к поверхности, и для полного их удаления необходимо снимать слой незначительной толщины, в пределах 0,3-0,6 мм по диаметру. В результате сокращается расход рабочих валков. За счет того, что опорный валок имеет меньшую твердость, чем рабочий, дефекты поверхности опорного валка не переносятся на бочку рабочего, благодаря чему сохраняется высокое качество прокатываемой листовой стали и удлиняется кампания рабочих валков.
В то же время, при указанном соотношении твердостей и погонном усилии взаимного прижатия рабочего и опорного валков 0,4-1,7 т/мм, в наклепанном слое опорного валка на глубине ≈0,5 мм формируется барьерный подслой с механическими напряжениями всестороннего сжатия. Образующиеся у поверхности опорного валка мелкие трещины усталостного характера при достижении этого подслоя затормаживаются и прекращают свое дальнейшее развитие в глубину бочки. За счет этого уменьшается толщина поврежденного слоя, который необходимо удалять при перешлифовке опорного валка, до 2,5-7,5 мм. Это уменьшает расход опорных валков.
Экспериментально установлено, что если отношение твердостей смежных рабочего и опорного валков будет менее 1,02, то возрастает интенсивность и неравномерность износа рабочего валка, увеличивается глубина проникновения дефектов в бочку опорного валка. Это увеличивает расход рабочих и опорных валков, ухудшает качество прокатываемых полос. Если же указанное соотношение превысит 2,35, то глубина залегания подслоя с напряжениями сжатия, являющегося барьером для развития усталостных дефектов в опорном валке, резко возрастет. Это приведет к необходимости увеличения толщины слоя металла, снимаемого при перешлифовках, и увеличению расхода опорных валков.
При погонном усилии взаимного прижатия рабочего и опорного валков менее 0,4 т/мм снижается интенсивность механического упрочнения их бочек, возрастает вероятность образования выкрошек и трещин. Увеличение погонного усилия прижатия более 1,7 т/мм вызывает увеличение глубины распространения скалывающих напряжений внутрь рабочего и опорного валков, увеличению толщины поврежденного слоя и расхода валков.
При соотношении твердостей рабочего и опорного валков 1,02-2,35 и погонном усилии их взаимного прижатия 0,4-1,7 т/мм для снятия поврежденного слоя необходимо и достаточно, как показала практика, величину съема по диаметру с рабочего и опорного валков при перешлифовках устанавливать в пределах 0,3-0,6 мм и 2,5-7,5 мм соответственно. Увеличение съема более 0,6 мм с рабочего и 7,5 мм с опорного валков приводит к нерациональному использованию активного слоя бочки, сокращает число кампаний валков. Уменьшение съема менее 0,3 мм с рабочего и 2,5 мм с опорного валков приводит к тому, что на валках сохраняются усталостные повреждения, которые в последствии развиваются с образованием выкрошек и отслоений.
Пример реализации способа
Опорные валки из стали 9ХФ с твердостью бочки по Шору 45 HSD заваливают в 3-ю клеть чистовой группы непрерывного широкополосного стана 2000. Затем в эту же клеть заваливают двухслойные чугунные рабочие валки исполнения ЛПХНд-75 с длиной бочки 2000 мм и твердостью отбеленного слоя 76 HSD. Отношение k твердости бочек рабочего и опорного валков составляет: k=76 HSD/45 HSD =1,69.
Раскат сечением 30х1500 мм из стали Ст3сп при 1000 oС задают в чистовую группу клетей. Обжатие в 3-й клети устанавливают равным 28,8%. При этом полное усилие прокатки в 3-й клети равно 2100 т, что соответствует погонному усилию q взаимного прижатия рабочего и опорного валков, равному: q=2100 т/2000 мм =1,05 т/мм.
После прокатки 3 тыс. т полос осуществляют перевалку рабочих валков 3-й клети. С изношенных валков на вальцетокарном станке с помощью абразивного круга удаляют поврежденный слой. Величина съема по диаметру с рабочих валков составляет δDp= 0,45 мм, а на вновь заваленной в 3-ю клеть другой паре рабочих валков с твердостью, также превышающей твердость опорных валков в k= 1,69 раза, продолжают прокатку при погонном усилии прижатия рабочего и опорного валков q=1,05 т/мм. Затем перешлифованные рабочие валки вновь заваливают для прокатки. Циклы повторяют до наработки на опорные валки 105 тыс. т прокатанных полос. После этого опорные валки вываливают из клети, устанавливают на вальцешлифовальном станке и удаляют с поверхности бочки поврежденный слой. Съем по диаметру с опорных валков при перешлифовке составляет δDo= 5,0 мм. Перешлифованные опорные валки в последствии вновь заваливают в клеть для прокатки.
При указанном режиме эксплуатации удельный расход рабочих валков на тонну прокатанных полос составляет Рр=0,91 кг/т, а удельный расход опорных валков Ро=0,24 кг/т.
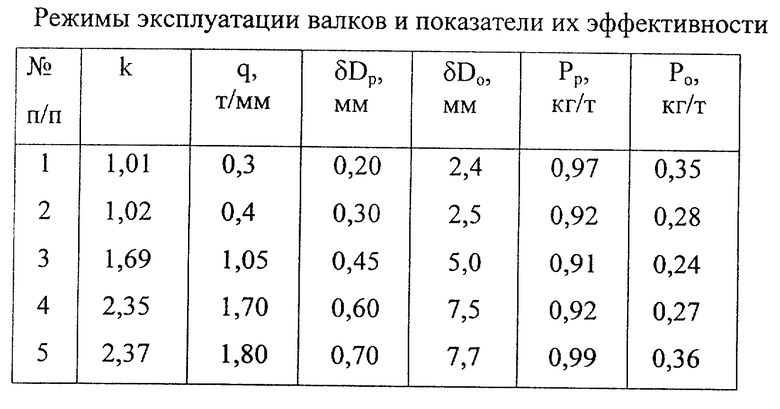
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.
Из табл. следует, что при реализации предложенного способа (варианты 2-4) достигается наименьший расход рабочих и опорных валков. При запредельных значениях заявленных параметров (варианты 1 и 5) расход рабочих и опорных валков увеличивается. В случае реализации способа-прототипа, как показала практика, расход рабочих и опорных валков также выше: Рр=0,99 кг/т, Ро=0,38 кг/т.
Технико-экономические преимущества предложенного технического решения заключаются в том, что при обеспечении отношения твердости рабочего и опорного валков, равного 1,02-2,35, и погонном усилии их взаимного прижатия 0,4-1,7 т/мм достигается одновременное уменьшение толщины поврежденного слоя как на рабочем, так и опорном валках. За счет этого уменьшается расход рабочих и опорных валков при сохранении высокого качества прокатываемых полос. В варианте реализации способа при величине съема по диаметру с рабочего и опорного валков 0,3-0,6 мм и 2,5-7,5 мм соответственно обеспечивается минимально необходимое и достаточное удаление поврежденного слоя.
Литературные источники
1. Авторское свидетельство СССР 1235573, МПК В 21 В 28/00, 1986 г.
2. Патент Российской Федерации 2113297, МПК В 21 В 28/02, 1998 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2368441C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2004 |
|
RU2278751C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2126730C1 |
| Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов | 2022 |
|
RU2795664C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
Изобретение относится к прокатному производству и может быть использовано в клетях кварто для горячей прокатки листовой стали. Техническая задача, решаемая изобретением, состоит в уменьшении расхода рабочих и опорных валков. Способ включает чередование работы взаимно прижатых рабочего и опорного валков с перешлифовками для снятия поврежденного слоя. Отношение твердостей рабочего и опорного валков поддерживают равным 1,02-2,35 при погонном усилии их взаимного прижатия 0,4-1,7 т/мм. Возможен вариант реализации способа, согласно которому величину съема по диаметру с рабочего и опорного валков при перешлифовке устанавливают в пределах 0,3-0,6 мм и 2,5-7,5 мм соответственно. Изобретение обеспечивает уменьшение толщины поврежденного слоя как на рабочем, так и на опорном валках. 1 з.п. ф-лы, 1 табл.
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| RU 96118312 А, 10.03.1998 | |||
| US 4910844, 27.03.1990. | |||
