Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки листовой стали.
Известен способ эксплуатации опорного валка, включающий создание поверхностного накопленного слоя при совместном вращении прижатых рабочего и опорного валков, определение интенсивности деформационного упрочнения по увлечению твердости бочки и частичной механический съем наклепанного слоя, с величиной съема, прямо пропорциональной увеличению твердости бочки [1].
Недостаток известного способа состоит в том, что опорный валок имеет низкую стойкость из-за усталостных явлений, развивающихся в поверхностном слое бочки.
Известен также способ эксплуатации листопрокатного валка, включающий многократное чередование низкотемпературного отпуска после циклической упругомикропластической деформации поверхности бочки, с проведением первого низкотемпературного отпуска при достижении количества циклов нагружения, равного 42,5-55% от предельного, причем каждый последующий низкотемпературный отпуск осуществляют через каждые 1 • 106 ± 0,3% нагружения, а величину циклической упругомикропластической деформации после по меньшей мере одного низкотемпературного отпуска уменьшают на 5-25% [2].
Недостатки известного способа состоят в сложности его реализации, необходимости использования специального термического оборудования. Кроме того, в известном способе не учтены перешлифовки бочки валка, поврежденной в процессе прокатки, которые приводят к изменению ее твердости. Это снижает стойкость валка.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ эксплуатации листопрокатного валка, включающий чередование циклических нагружений валка при его работе в клети в процессе прокатки с перешлифовками для снятия поврежденного поверхностного слоя бочки [3]- прототип.
Недостаток известного способа состоит в том, что в процессе эксплуатации валка в поверхностном слое происходит постепенное накопление и развитие усталостных повреждений, приводящих к разрушению поверхности бочки. В результате валок имеет низкую стойкость.
Техническая задача состоит в повышении стойкости валка.
Это достигается тем, что в известном способе, включающем чередование циклических нагружений в клети с перешлифовками, согласно предложению, валок после каждых (4-6)• 106 циклов нагружения подвергают вылеживанию при температуре 5 - 35oС в течение 10 - 30 суток.
Известные и предложенные технические решения имеют следующие общие признаки. Оба они являются способами эксплуатации листопрокатного валка. Оба включают чередование циклических нагружений при работе валка в клети с перешлифовками.
Отличия предложенного способа состоят в том, что после каждых (4-6) • 106 циклов нагружения вадок подвергают вылеживанию, чего в известном способе нет. Кроме того, в предложенном способе вылеживание при температуре 5 - 35oC в течение 10 - 30 суток, что в известном способе не предусмотрено.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков, и состоящие в повышении стойкости валка. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
Сущность предлагаемого изобретения состоит в следующем. При работе листопрокатного валка в клети из-за действия циклических нагружений происходит упрочнение (наклеп) его бочки на глубину 5 - 6 мм. Так как при периодически проводимых перешлифовках с бочки снимают лишь часть наклепанного слоя толщиной 0,2 - 0,4 мм, то в наклепанном слое идет накопление усталостных явлений. При достижении числа циклов нагружения (4 - 6)•106 усталостные явления еще имеют обратимый характер, т.е. могут быть полностью устранены при вылеживании. Но одновременно с этим наполненная в наклепанном поверхностном слое бочке валка энергия столь высока, что сброс и внутренних напряжений (релаксация) и восстановление накопленного слоя в неповрежденное состояние будет происходить при температуре 5 - 35oC и полностью завершится за 10 - 30 суток.
Таким образом, вылеживание валка при температуре 5 - 35oC в течение 10 - 30 суток после достижения им (4-6)•106 циклов нагружения обеспечивает частичное разупрочнение наклепанной поверхности бочки, полное залечивание усталостных микротрещин и восстановление работоспособности валка. За счет этого достигается повышение стойкости валка.
Экспериментально установлено, что при количестве циклов напружения менее 4 • 106 до проведения вылеживания, релаксация наклепанного слоя притекает вяло и не завершается полностью. Это приводит к накоплению усталости и разрушению бочки валка. Увеличение количества циклов нагружения более 6 • 106 приводит к образованию необратимых повреждений структуры металла усталостными трещинами и снижению стойкости валка.
Снижение температуры вылеживания валка менее 5oC резко замедляет процесс восстановления и залечивания усталостных микротрещин, а продолжительность вылеживания менее 10 суток недостаточна для полного восстановления служебных свойств валка. Повышение температуры вылеживания более 35oC нецелесообразно, т. к. потребует применения специальных средств для нагрева. Удлинение вылеживания более 30 суток не повышает стойкость валка, а лишь удлиняет производственный цикл.
При определении числа циклов нагружения рабочего валка листопрокатной клети кварто следует иметь в виду, что за один оборот рабочий валок претерпевает два цикла напружения - один от действия сменного опорного валка, а другой от действия очага деформации. Кроме того, при известном сортаменте прокатываемых листов, вместо количества циклов напружения можно использовать массу прокатанного металла.
Примеры реализации способа.
Рабочий валок из стали 9 х 2 МФ с длиной бочки 2030 диаметром 600 мм и твердостью 100 ед. по Шору заваливают нижним в 4-ю клеть пятиклетевого стана 2030 бесконечной холодной прокатки.
После установки заданных обжатий и натяжений по клетям производит холодную прокатку полос толщиной 0,5 - 1,5 мм из тали 08Ю. В процессе прокатки рабочие валки подвергаются циклическому нагружению. Периодически, после прокатки 4 тыс. тонн металла, производят перевалку и перешлифовку рабочих валков стана с частичным съемом наклепанного слоя.
При достижении нижним рабочим валом 4-й клети числа циклов нагружений N= 5 • 106 его подвергают вылеживанию при цеховой температуре Тв = 20oC в течение времени T = 20 суток. В процессе вылеживания происходит релаксация внутренних напряжений и залечивание зародышевых усталостных микротрещин, в результате чего служебные свойства валка восстанавливаются.
По завершении вылеживания валок вновь вводят в работу и после достижения числа циклов нагружения N = 5 • 106 опять подвергают вылеживанию при температуре Тв=20oC в течение времени T = 20 суток.
После того, как активный слой бочки будет полностью израсходован, валок выбраковывают. Стойкость валка при такой эксплуатации возрастает, что характеризуется низким коэффициентом удельного расхода валков K = 0,5 кг на тонну проката.
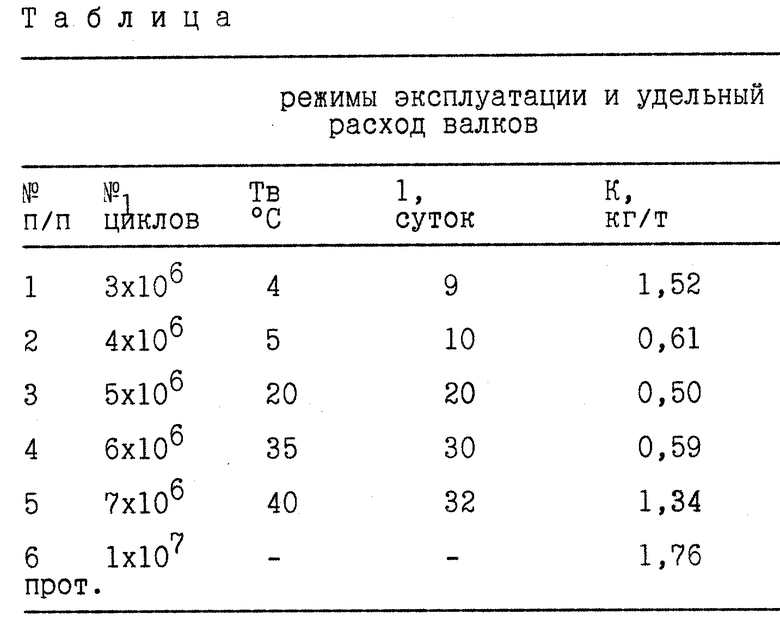
Варианты реализации предложенного способа эксплуатации листопрокатного валка приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2 - 4) достигается повышение стойкости валка, коэффициент удельного расхода валков минимален. В случае запредельных значений заявленных параметров (варианты 1 и 5) и реализации способа-прототипа (вариант 6) стойкость валка снижается, коэффициент удельного расхода валков на тонну проката возрастает.
Технико-экономические преимущества предложенного способа состоят в том, что принудительное периодическое вылеживание листопрокатного валка при температуре 4 - 35oC в течение 10 - 30 суток после достижения им (4 - 6)•106 циклов нагружения в клети при прокатке, позволяет восстановить служебные свойства валка и избежать усталостного разрушения его бочки. За счет этого обеспечивается повышение стойкости валка.
В качестве базового объекта принят способ-прототип. Реализация предложенного способа позволит повысить рентабельность листопрокатного производства на 5 - 7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2004 |
|
RU2278751C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1996 |
|
RU2093286C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2001 |
|
RU2203152C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2368441C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 2001 |
|
RU2197346C1 |
Изобретение относится к прокатному производству и может быть использовано на станах холодной прокатки листовой стали. Способ включает чередование циклических нагружений валка при его работе в клети с перешлифовками. С целью повышения стойкости валка после каждых (4-6)х10 циклов нагружения валок подвергают вылеживанию при температуре 5-35oС в течение 10-30 суток. Изобретение обеспечивает повышение стойкости валка. 1 табл.
Способ эксплуатации листопрокатного валка, включающий чередование циклических нагружений при его работе в клети с перешлифовками, отличающийся тем, что валок после каждых (4 - 6) • 106 циклов нагружения подвергают вылеживанию при температуре 5 - 35oC в течение 10 - 30 суток.
| Способ подготовки к работе опорных валков станов кварто | 1984 |
|
SU1235573A1 |
| Способ регулирования усталостной прочности прокатных валков | 1988 |
|
SU1525218A1 |
| Ефименко С.П | |||
| и др | |||
| Вальцовщик листопрокатных станов | |||
| - М.; Металлургия, 1980, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Способ механической обработкибОчЕК ОпОРНыХ ВАлКОВ | 1978 |
|
SU801916A1 |
| Способ восстановления работоспособности составных опорных валков | 1988 |
|
SU1696023A1 |
| ДЛИННОМЕРНОЕ ИЗДЕЛИЕ В ВИДЕ РУЛОНА С ЯРЛЫЧКАМИ ДЛЯ РЕКЛАМНЫХ И/ИЛИ ИНЫХ ЭФФЕКТОВ | 2000 |
|
RU2219820C2 |

