Изобретение относится к области машиностроения и может быть использовано при изготовлении стволов охотничьих и служебных ружей как с гладким, так с профильным каналом (овальный, треугольный и др.), идущим по винтовой линии по всей длине ствола.
Известен способ изготовления стволов охотничьих и служебных ружей, включающий операции сверления цилиндрической заготовки и получение профильного канала ствола (овал), так называемой овальной сверловкой [1]. Однако данный метод в отечественной промышленности применения не нашел ввиду очень высокой трудоемкости изготовления.
Известен способ изготовления стволов охотничьих и служебных ружей, включающий прошивку цилиндрической заготовки на прошивных станах поперечно-винтовой прокатки, травление цилиндрических трубных заготовок, радиальную ковку, термическую обработку и механическую обработку до геометрических размеров изделия [2].
Данный способ изготовления стволов обладает высокой трудоемкостью изготовления, использованием операции травления для удаления окалины, относящийся к вредным условиям производства, высокий процент брака ввиду обнаружения на финишных операциях закатов, плен, остающихся после операции прошивки. Кроме того, не позволяет выполнить ствол с профилировкой канала и с винтовым закручиванием профиля в канале.
Наиболее близким является способ изготовления стволов охотничьего оружия, включающий образование в цилиндрической заготовке ствола профильного канала различного поперечного сечения, идущего по винтовой линии с заданным шагом по длине, образованного горячим пластическим деформированием трубной заготовки деформирующим инструментом при ее вращении на свободно вращающемся инструменте [3] . Однако данный способ имеет существенный недостаток - неполное заполнение металлом заготовки профиля изготавливаемого канала ствола при пластическом формообразовании.
Задачей изобретения является изготовление стволов охотничьих и служебных ружей с гладким и профильным сечением канала ствола, закрученным по винтовой линии.
Задача решается тем, что в известном способе изготовления стволов охотничьего и служебного ружия, включающем образование профильного канала различного поперечного сечения горячим пластическим деформированием трубной заготовки на профильной водоохлаждаемой оправке с вращением заготовки в трехроликовом деформирующем узле, деформирование проводят при температуре 700...750oC.
Целесообразно вращение заготовки осуществлять в сторону, противоположную углу наклона профиля водоохлаждаемой оправки, а угол разворота деформирующих роликов выбрать равным 0,5. . . 0,8 угла наклона винтового профиля канала ствола.
На чертеже показан пример осуществления способа и инструмент для его осуществления.
Заготовка 3 деформируется роликами 4 на водоохлаждаемой оправке, которая содержит стебель 1 и формообразующий элемент 2.
При деформировании с вращением заготовки по ходу угла наклона профиля водоохлаждаемой оправки формируемый профиль изделия не соответствует чертежным требованиям изделия ввиду раската профиля в тангенциальном направлении. Проведение деформирования при температуре ниже 700oС возрастают усилия деформирования (осевое усилие, действующее на инструмент (оправку) и на заготовку) и не обеспечивается заданная твердость, при деформировании более 750oС на водоохлаждаемой оправке происходит закалка заготовки, что требует проведения отпуска для дальнейшей обработки стволов. Кроме того, после проведения отпуска необходимо введение и операции правки.
При деформировании с углом разворота деформирующих роликов менее 0,5 от угла подъема винтового профиля канала ствола возрастает осевое усилие деформации, что приводит к незаполнению профиля оправки и несоответствию получаемого профиля профилю изделия. При угле разворота деформирующих роликов более 0,8 угла подъема винтового профиля канала ствола, не приводит к качественно новым изменениям, а при более высоких значениях угла разворота роликов (β) ведет к скручиванию заготовки и ее разрушению ввиду возрастания крутящего момента.
Опробование способа проводили при изготовлении охотничьего ствола карабина "Бекас" 12,7 мм с профильным винтовым каналом (овальный и четырехугольный) с углом подъема винтового профиля канала γ = 1,6°, β≈1°. В качестве заготовки использовали трубную заготовку из стали 50РА с размерами 25 х 13,5 и длиной 600 мм. Деформирование проводили в 3-роликовом деформирующем узле на установке винтового обжатия при температуре 750oС на водоохлаждаемой оправке.
Опробование способа с вращением заготовки в сторону, противоположную углу наклона профиля оправки, проводили при изготовлении служебного ствола револьвера "Дог" 12,5 мм с профильным винтовым каналом (овальный, треугольный и четырехугольный) с углом подъема профиля канала γ=2,25o. В качестве заготовки использовали трубную заготовку из стали 50РА с размерами 25 х 13,5 и длиной 300 мм. Деформирование проводили в 3-роликовом деформирующем узле на установке винтового обжатия при температуре 750oС на водоохлаждаемой оправке.
Проведенные исследования показали, что качественные и точностные показатели стволов, полученных данным методом, удовлетворяют значениям показателей заданным чертежом (диаметры внутреннего профиля стволов "Дог" и "Бекас" соответственно 12,5 мм и 12,7 мм, а углы профиля (γ) 2,25o и 1,6o).
Литература:
1. Крейцер Б.А. и др. Охотничьи ружья и боеприпасы: - М.: Физкультура и спорт, 1957, с. 34
2. Крекнин Л.Т. Производство автоматического оружия, т. 1. - Ижевск. - 1998.- 237 с.
3. Патент RU 2151016 МКИ В 21 Н 3/08; F 41 A 21/00 Авторы: Шаврин О.И., Дементьев В.Б., Маслов Л.Н. Опубл. Бюл. 17 от 20.06.2000 г. (прототип).
Изобретение относится к области машиностроения и может быть использовано при изготовлении стволов охотничьих и служебных ружей как с гладким, так с профильным каналом, идущим по винтовой линии по всей длине ствола. Сущность: способ изготовления стволов охотничьих ружей включает образование профильного канала различного поперечного сечения горячим деформированием трубной заготовки на профильной водоохлаждаемой оправке с вращением заготовки в 3-роликовом деформирующем узле, при этом деформирование проводят при 700-750oС, вращение заготовки осуществляют в сторону, противоположную углу наклона профиля водоохлаждаемой оправки, а угол разворота деформирующих равен 0,5-0,8 угла наклона винтового профиля канала ствола. Изобретение обеспечивает изготовление стволов охотничьих и служебных ружей как с гладким, так и с профильным каналом ствола, идущим по винтовой линии по всей длине ствола. 1 ил.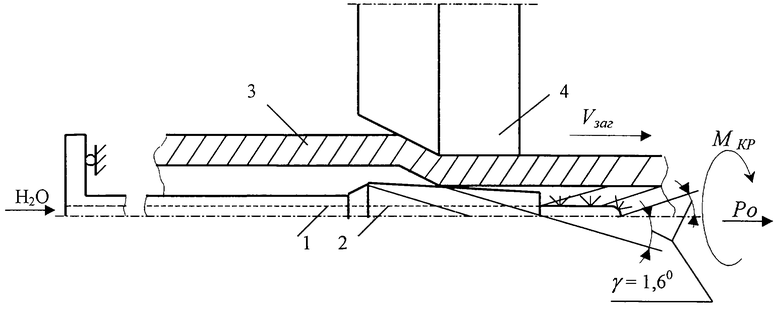
Способ изготовления стволов охотничьих ружей, включающий образование профильного канала различного поперечного сечения горячим деформированием трубной заготовки на профильной водоохлаждаемой оправке с вращением заготовки в трехроликовом деформирующем узле, отличающийся тем, что деформирование проводят при 700-750oС, вращение заготовки осуществляют в сторону, противоположную углу наклона профиля водоохлаждаемой оправки, а угол разворота деформирующих роликов равен 0,5-0,8 угла наклона винтового профиля канала ствола.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛОВ ОХОТНИЧЬЕГО ОРУЖИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2151016C1 |
| RU 96105230 A, 27.05.1998 | |||
| Способ изготовления деталей с винтовым профилем и устройство для его осуществления | 1975 |
|
SU531612A1 |
| Способ получения внутренней резьбы на полых заготовках | 1982 |
|
SU1136882A1 |
| US 4457153 A, 03.07.1984 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ ЦВЕТНОГО МЕТАЛЛА | 1988 |
|
RU2025155C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2168084C2 |
| US 4179911, 25.12.1979. | |||

