Изобретение относится к сварочному производству, а именно к автоматическому регулированию и управлению процессами сварки на переменном токе.
Известны способы регулирования длины дуги, основанные на измерении ее интенсивности в определенном спектре частот, но, во-первых, они требуют установки в зоне экстремальных условий эксплуатации специальных датчиков и, во-вторых, не везде применимы, например, при сварке дугой под флюсом [1].
Известны также способы регулирования длины дуги по величине напряжения на ней при сварке плавящимся электродом путем изменения скорости подачи электродной проволоки по сигналу рассогласования между действительным напряжением на дуге и заданным его значением [2].
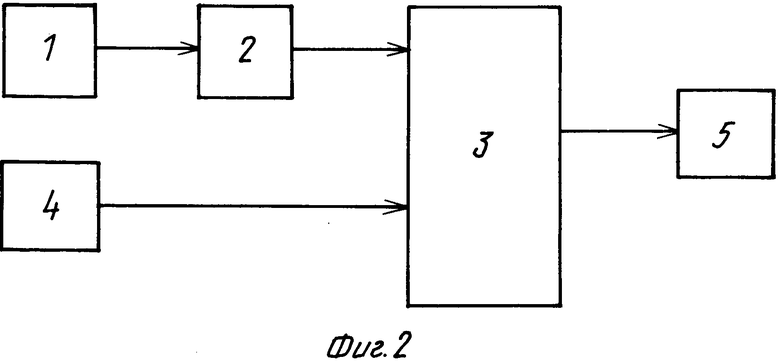
Однако, в общем случае и особенно при небольших и высоких плотностях тока (или при небольшой и высокой ионизации газа в столбе дуги) напряжение на дуге зависит не только от ее длины, но и от тока [1 с.39]. Эта зависимость не позволяет однозначно при изменяющемся токе дуги отслеживать и поддерживать заданной ее длину, что, конечно, приводит к ухудшению качества сварного шва - изменению его геометрии. Влияние переменной токовой составляющей на напряжение дуги позволяют оценивать осциллограммы, приведенные на фиг. 1 (а, б) - эта составляющая равна 40 и более процентов от напряжения дуги.
Технической задачей изобретения является повышение качества сварного шва за счет увеличения точности регулирования длины дуги.
Поставленная задача достигается тем, что в способе регулирования длины дуги переменного тока по величине напряжения на ней при сварке плавящимся электродом путем изменения скорости подачи электродной проволоки в качестве сигнала обратной связи по направлению дуги используют напряжение начального зажигания дуги, которое измеряют на дуге в зоне перехода ее тока через нулевое значение.
В известном способе сигнал обратной связи по длине дуги ее напряжение содержит изменяющуюся составляющую, зависящую от тока дуги и ее динамического сопротивления, которые в нем не учитываются, что не позволяет ее точно поддерживать. Измерение напряжения дуги при токах в сотни и тысячи раз меньше рабочих дает возможность получить достоверную информацию о длине дуги и поддерживать ее равной заданной.
Отличительные от прототипа существенные признаки, а именно использование в качестве информации о длине дуги напряжения ее начального зажигания, которое измеряют на дуге в зоне перехода ее тока через нулевое значение, позволяет считать предлагаемое техническое решение соответствующим критерию "существенные отличия".
При исследовании предлагаемого решения по патентной и научно-технической литературе не выявлены технические решения, содержащие признаки, отличающие заявляемое решение от прототипа и, следовательно, данное техническое решение соответствует критерию "новизна".
На фиг. 2 показана структурная схема для реализации заявляемого способа, содержащая датчик тока дуги 1, компаратор этого тока 2, который своим выходом подключен к входу прерывания микроконтроллера 3; датчик напряжения дуги 4, сигнал с которого поступает на АЦП микроконтроллера; привод подачи сварочной проволоки 5, получающий сигнал задания скорости подачи с ЦАП микроконтроллера, который вырабатывается программным регулятором длины дуги.
Способ реализуется следующим образом.
При переходе тока дуги через ноль в момент времени t1, срабатывает компаратор 2 и его выходной сигнал, показанный на фиг. 1 в, поступает на вход прерывания микроконтроллера 3, который прерывает текущую программу измерения напряжения на дуге, данного на вход его аналого-цифрового преобразователя. После окончания замера вступает в работу подпрограмма регулятора длины дуги, в которой вычисляется сигнал рассогласования между заданным и фактическим значением начального напряжения зажигания дуги и корректируется значение сигнала заданная на скорости подача сварочной проволоки, снимаемого с выхода цифро-аналогового преобразователя микроконтроллера 3 и подаваемого на привод 5.
При этом способе регулирования точность поддержания длины дуги может быть увеличена в десятки раз, что позволит повысить качество сварного шва.
Литература.
1. Петинов О.В., Медведев В.А. Способ автоматического регулирования длины дуги при электродной сварке и резке. Авт. св. N 1074673, кл. B 23 K 9/10. Заявлено 29.01.82. Опублик. 23.02.84., бюллетень N 7.
2. Шахнов А. Д., Осипов Г.Г., Кузнецов А.П. Способ регулирования длины дуги при сварки плавящимся электродом. Авт. св. N 766781, кл. B 23 K 9/10. Заявлено 27.05.77. Опубл. 30.09.80, бюллетень N 3./
3. Теория сварочных процессов. /Под. ред. В.В.Федорова - М.: Высшая школа, 1988, с.559.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПО ВЕЛИЧИНЕ НАПРЯЖЕНИЯ НА НЕЙ | 1997 |
|
RU2113328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1996 |
|
RU2119836C1 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 2005 |
|
RU2293001C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
Использование: в автоматическом регулировании процесса электродуговой сварки, в частности, в способах регулирования длины дуги переменного тока по величине напряжения на ней при сварке плавящимся электродом. В качестве сигнала обратной связи по длине дуги используют напряжение начального зажигания дуги, которое измеряют на ней в зоне перехода ее тока через нулевое значение. Имеет место повышение качества сварного шва за счет увеличения точности поддерживания длины дуги. 2 ил.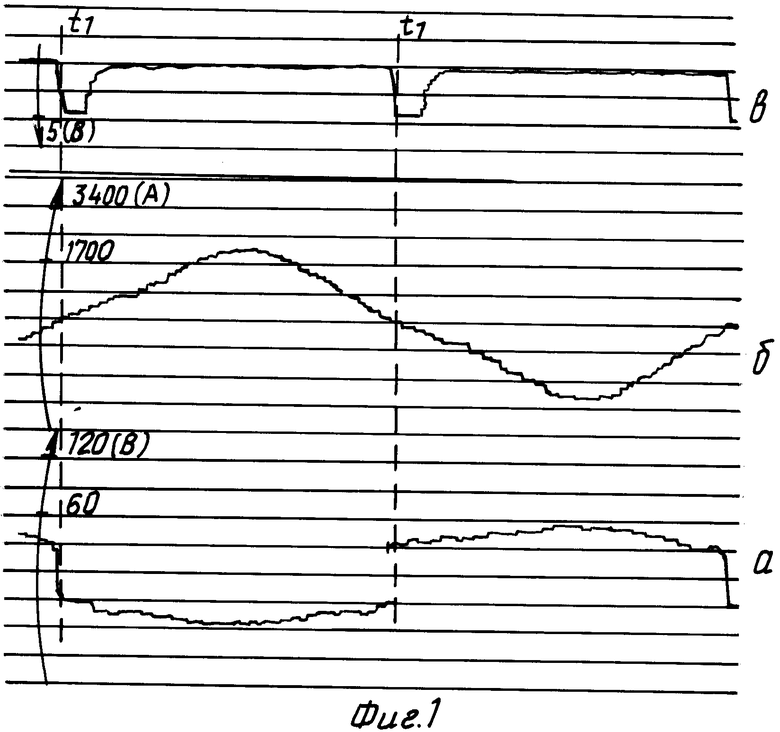
Способ регулирования длины дуги переменного тока по величине напряжения на ней при сварке плавящимся электродом путем изменения скорости подачи электродной проволоки, отличающийся тем, что используют напряжение начального зажигания дуги, которое измеряют на дуге в зоне перехода ее тока через нулевое значение.
| SU, авторское свидетельство N 766781, B 23 K 9/10, 1980. |

