Изобретение относится к сварочному производству, к автоматическим системам управления процессами дуговой сварки.
Известны способы регулирования длины дуги, которые основаны на ее измерении по интенсивности излучения дуги в определенном спектре частоты [1]. Но они требуют применения специальных датчиков и устройств обработки и применимы только при сварке открытой дугой (в большинстве сварочных станов используется сварка под слоем флюса).
Известны способы регулирования длины дуги по величине напряжения на ней при сварке плавящимся электродом путем изменения скорости подачи сварочной проволоки [2] (прототип). Однако напряжение на дуге содержит не только составляющую, зависящую от длины дуги, но и изменяющееся вместе с током и зависящее от него падение напряжения на дуге [3]. Точность регулирования длины дуги при этих способах получается невысокой из-за наличия в сигнале обратной связи ложной информации, уровень ее относительно полезного сигнала можно оценить по диаграммам тока и напряжения дуги, приведенным на фиг. 1, он составляет более 40%, соответственной ему получается и точность поддержания длины дуги.
Техническая задача изобретения - повышение точности регулирования длины и за счет этого повышение качества сварного шва.
Это достигается тем, что в способе регулирования длины дуги по величине напряжения на ней поддерживают заданным не общее напряжение на дуге, а ее составляющую, не зависящую от тока, которую вычисляют как разность между напряжением на дуге и произведением ее тока на вычисленное динамическое сопротивление дуги. После этих вычислений получают составляющую напряжения, зависящую от длины дуги, которую и используют в качестве сигнала обратной связи в САР.
Отличительные от прототипа существенные признаки: поддерживают заданным составляющую напряжения на дуге, не зависящую от тока, вычисляя ее как разность между измеренным напряжением на дуге и произведением ее тока на вычисленное динамическое сопротивление дуги, дают основание для утверждения, что предлагаемое техническое решение соответствует критерию "существенные отличия".
При исследовании патентной и научно-технической литературы не найдены известные технические решения, содержащие признаки, отличающие заявленное решение от прототипа, и это позволяет считать данное решение соответствующим критерию "новизна".
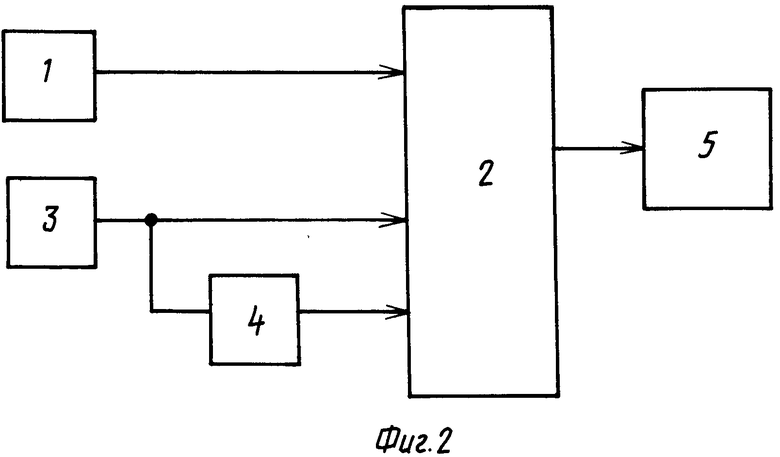
На фиг. 2 показан пример устройства, регулирующего заявляемый способ. Оно содержит датчик напряжения 1, подключенный к аналого-цифровому преобразователю (АЦП) микроконтроллера 2; датчик тока 3, выход которого соединен с еще одним АЦП контроллера и компаратором 4, подключенным на вход прерывания контроллера; контроллер содержит также программируемый таймер и цифроаналоговый преобразователь (ЦАП), с которого снимается сигнал задания скорости на электропривод перемещения сварочной проволоки 5.
Способ реализуется, например, следующим образом, при переходе напряжения дуги через ноль компаратор 4 вырабатывает импульс, который передним фронтом (момент времени t1 на диаграмме фиг. 1b) запускает подпрограмму прерывания, загружающую программируемый таймер контроллера числом, соответствующим отрезку времени t2 - t1; в момент времени t2 теперь уже таймер по собственному входу прерывания инициирует выполнение следующей подпрограммы, в которой производится замер и запоминание значений напряжения U2, тока I2 и происходит загрузка таймера числом, соответствующим времени t3 - t2; в момент времени t3 таймер по тому же входу прерывания включает в работу подпрограмму регулятора длины дуги, производящую очередные замеры тока I3 и напряжения U3, вычисление динамического сопротивления дуги: ,
,
нахождение составляющей напряжения, не зависящей от тока:
U = U3-I3•Rg,
нахождение ошибки регулирования и выдачу ЦАП соответствующего ей регулирующего воздействия на привод подачи сварочной проволоки. Все операции повторяются каждый полупериод питающего напряжения.
Способ может быть применен и на дуге постоянного тока, при этом для нахождения Rg используются естественные или искусственно вызванные флуктуации тока и напряжения.
Заявленный способ позволяет, как минимум, на порядок повысить точность поддержания длины дуги и улучшить качество сварного шва.
Источники информации
1. Петинов О. В. и Медведев В.А. Способ автоматического регулирования длины дуги при электродной сварке и резке. Авт. свид. N 1074673, кл. B 23 K 9/10. Завялено 29.01.82 г. Опубликовано 23.02.84 г., бюллетень N 7.
2. Шахнов А.Д., Осипов Г.Г. и Кузнецов А.П. Способ регулирования длины дуги при сварке плавящимся электродом. Авт. свид. N 766781, кл. B 23 K 9/10. Заявлено 27.05.77 г. Опубликовано 31.09.80 г., бюллетень N 36.
3. Теория сварочных процессов. /Под ред. В.В.Фролова - М.: Высшая школа, 1988. - 559 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ДЛИНЫ ДУГИ ПЕРЕМЕННОГО ТОКА ПО ВЕЛИЧИНЕ НАПРЯЖЕНИЯ НА НЕЙ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1997 |
|
RU2113329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1996 |
|
RU2119836C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ СТЕРЖНЕВОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2092915C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 1997 |
|
RU2133660C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
Изобретение относится к электродуговой сварке, в частности к способам регулирования длины дуги по величине напряжения на ней. Повышение качества сварного шва достигается тем, что поддерживают заданной составляющую напряжения на дуге, не зависящую от ее тока. Составляющую напряжения вычисляют как разность между измеренным напряжением на дуге и произведением ее тока на вычисленное динамическое сопротивление дуги. 2 ил.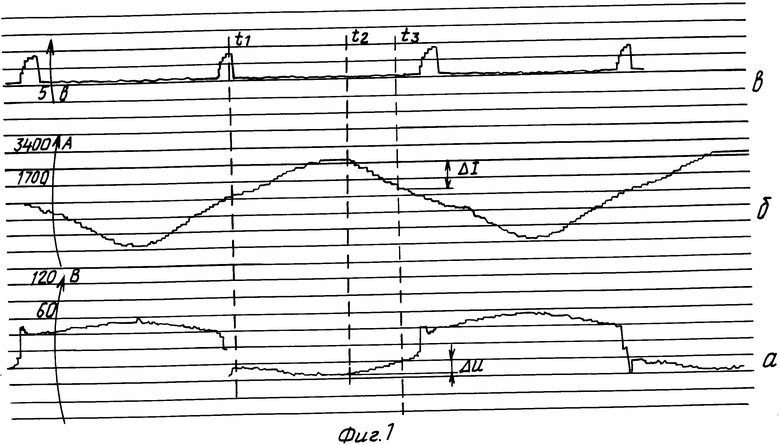
Способ регулирования длины дуги по величине напряжения на ней путем изменения подачи электрода, отличающийся тем, что поддерживают заданной составляющую напряжения на дуге, не зависящую от тока дуги, которую вычисляют как разность между измеренным напряжением на дуге и произведением ее тока на вычисленное динамическое сопротивление дуги.
| SU, авторское свидетельство N 766781, B 23 K 9/10, 1980. |

