Изобретение относится к трубному производству, в частности к способу производства прямошовных электросварных труб большого диаметра.
Известен способ изготовления электросварных прямошовных труб большого диаметра, включающий формовку трубной заготовки из листа, сварку продольных кромок, плотно без зазора прилегающих одна к другой, затем фрезерование валика усиления внутреннего шва, экспандирование труб на гидравлических прессах-расширителях, торцовку и снятие фаски на концах труб, контроль неразрушающим методом, складирование и отгрузку труб [1].
Недостатком такого способа является то, что в станах наружной сварки продольные кромки трубы сводятся без зазора и подаются в зону сварки, при этом для получения необходимой глубины проплавления устанавливают повышенный сварочный ток, что приводит к значительным материальным затратам и снижению качества сварного шва.
Известен способ изготовления электросварных труб большого диаметра, выбранный в качестве прототипа, при котором с продольных кромок листа снимается фаска под углом 45o для толщин свыше 10 мм, для толщин до 10 мм фаска под сварку не изготавливается [2]. После формовки из таких листов трубную заготовку подают на стан наружной сварки, где продольные кромки трубы ложатся на массивные медные пластины гусеничного башмака и одновременно в зоне сварки роликами сварочной клети сводятся до соприкосновения между собой без зазора, после чего производится сварка плотно сжатых продольных кромок трубы под слоем флюса. Полученный наружный шов имеет определенные геометрические размеры, зависящие от режимов сварки и степени разделки кромок.
Однако этот способ имеет следующие недостатки. При сварке малых толщин стенок в пределах от 6 до 10 мм без разделки кромок значительно увеличивается высота усиления наружного шва за счет применения большого сварочного тока и большого расхода сварочной проволоки, требуемых для получения необходимой глубины проплавления корня шва. Кроме того, при увеличении сварочного тока, во избежание появления "подрезов" увеличивают напряжение на сварочных дугах, что приводит к получению широких швов.
Повышенные режимы сварки приводят к увеличению погонной энергии, т.е. увеличенному тепловложению и, как следствие, к перегреву околошовной зоны, в результате чего укрупняется зерно и снижается вязкость шва, что в конечном итоге снижает качество электросварных труб.
Технической задачей изобретения является снижение усиления наружного шва, уменьшение сварочного тока и напряжения при сварке, снижение расхода материалов и электроэнергии и улучшение качества наружного шва и, как следствие, трубы.
Поставленная задача достигается тем, что в известном способе сварку труб большого диаметра производят по заданному, постоянному по величине зазору между продольными кромками, располагающимися на перемещающейся вместе с трубой массивной медной пластине, закрепленной на гусеничном башмаке, который в свою очередь крепится на оправке сварочного стана и находится внутри трубы. Создание постоянного зазора обеспечивается вращающейся шайбой, которая находится между кромками трубы и опирается на медные пластины гусеничного башмака, расположенной по ходу сварки впереди сварочных дуг. Кромки трубы сводятся роликами сварочной клети и плотно прижимаются к вращающейся шайбе и массивным медным пластинам гусеничного башмака, тем самым обеспечивая постоянство зазора между свариваемыми кромками и плотное прилегание их к медным пластинам.
Величина постоянного зазора между продольными кромками зависит от толщины стенки свариваемой трубы и устанавливается в следующих пределах:
a = ( 0,25-0,5 )•δ,
где а - зазор между кромками, мм;
δ - толщина свариваемого металла, мм.
При расчетах зазора "а" больший коэффициент выбирается для тонких стенок труб, меньший - для толстых стенок труб. Кроме того, чтобы электрическая дуга горела между электродами и кромками трубы, задаваемый зазор не должен превышать по величине диаметр сварочных электродов, т.е. а≤ dэ, где dэ - диаметр сварочных электродов, мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что сварку продольных кромок производят по заранее заданному постоянному по величине зазору между свариваемыми кромками, причем разделка кромок здесь не обязательна.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Известны технические решения [1, 2], в которых сварку продольных кромок производят плотно сжатыми между собой и с обязательной разделкой при больших толщинах. Однако при плотно сжатых кромках при сварке не обеспечивается получение усиления шва в пределах требований нормативно-технической документации, которое достигается в заявляемом техническом решении. Это позволяет сделать вывод о его соответствии критерию "существенные отличия". Введение постоянного по величине зазора между свариваемыми кромками позволяет заглубить горящую дугу между кромками и электродами, что приводит к увеличению глубины проплавления и уменьшению величины усиления валика шва до 30%.
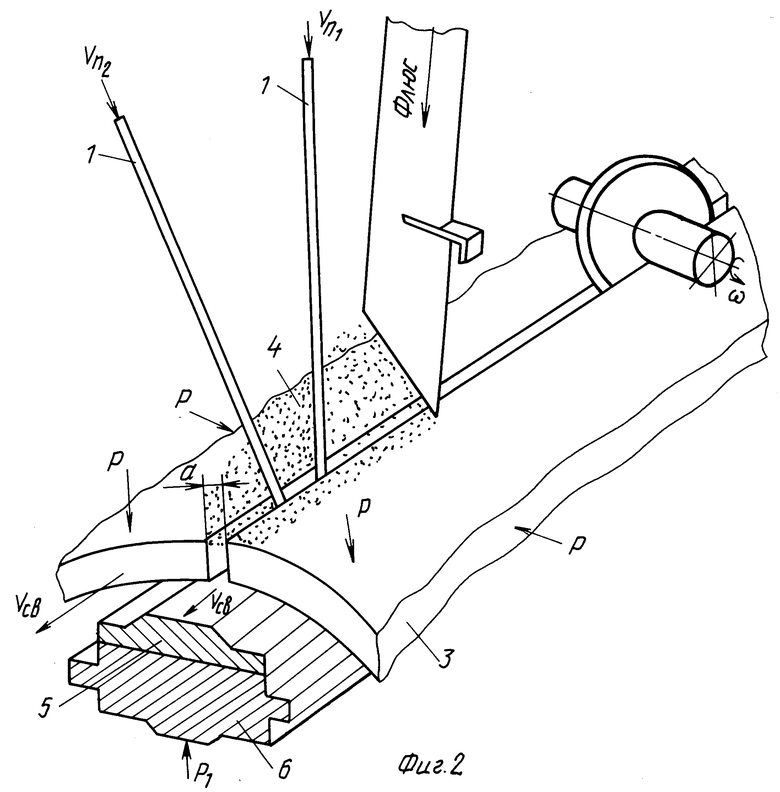
На фиг. 1 представлено устройство для обеспечения постоянного зазора между свариваемыми кромками трубы.
Труба 1 задается в стан наружной сварки, где при помощи валков 2 клетей сварочного стана собирается и прижимается своими кромками к вращающейся шайбе 3 и медной пластине 4 гусеничного башмака 5, закрепленного в оправке 6 стана, имеющей систему внутренних валков 7 подпирающих трубу изнутри.
На фиг. 2 показан процесс сварки продольных кромок трубы по заданному постоянному по длине зазору.
Сварочные электроды 1 опускаются в образовавшийся при помощи вращающейся шайбы 2 зазор "а" между свариваемыми кромками трубы 3. В зону сварки засыпается флюс 4, на электроды 1 подается напряжение, возбуждается дуга и производится сварка шва. Стеканию жидкого металла препятствует плотное поджатие изнутри трубы 3 медной пластиной 5, закрепленной на гусеничном башмаке 6.
Наличие заданного зазора между свариваемыми кромками трубы позволяет увеличить глубину проплавления, не прибегая к разделке кромок, а также уменьшить высоту усиления сварного шва за счет заполнения расплавленным металлом указанного зазора, снизить расход сварочной проволоки, так как при наличии зазора необходимо снизить сварочный ток во избежание получения прожогов, а в это в свою очередь вызывает снижение потребления электроэнергии при сварке и расход флюса за счет уменьшения объема расплава в сварочной ванне. Все перечисленное позволяет получить наружные швы с меньшими геометрическими размерами, а значит уменьшить зону термического влияния при сварке и повысить качество и надежность труб при эксплуатации.
Кроме того, наличие зазора между свариваемыми кромками может быть использовано при слежении за наложением наружного шва точно по стыку при помощи катящегося ролика, опускаемого в зазор и ведущего сварочные электроды, с которыми он жестко связан.
Литература
1. Матвеев Ю.М. Сварные трубы, Современные методы производства". - М.: Металлургия, 1950.
2. Производство электросварных прямошовных экспандированных труб диаметром 530-820 мм. Технологическая инструкция ТИ 158-Тр. Тс. 6-6-91, Челябинск, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНОЙ ПРЯМОШОВНОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА ДЛЯ ПРОКАТКИ ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2005 |
|
RU2297896C2 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ сварки продольного шва труб большого диаметра | 1986 |
|
SU1428556A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
Изобретение относится к производству труб. При изготовлении электросварных труб электродуговой сваркой под слоем флюса при наложении наружного шва сварку ведут по заданному постоянному зазору между свариваемыми кромками. Зазор создают вращающейся шайбой, расположенной между кромками трубы. Наличие зазора позволяет увеличить глубину проплавления, уменьшить высоту шва, снизить расход электроэнергии и сварочных материалов, повысить надежность труб при эксплуатации. 1 з.п.ф-лы, 2 ил.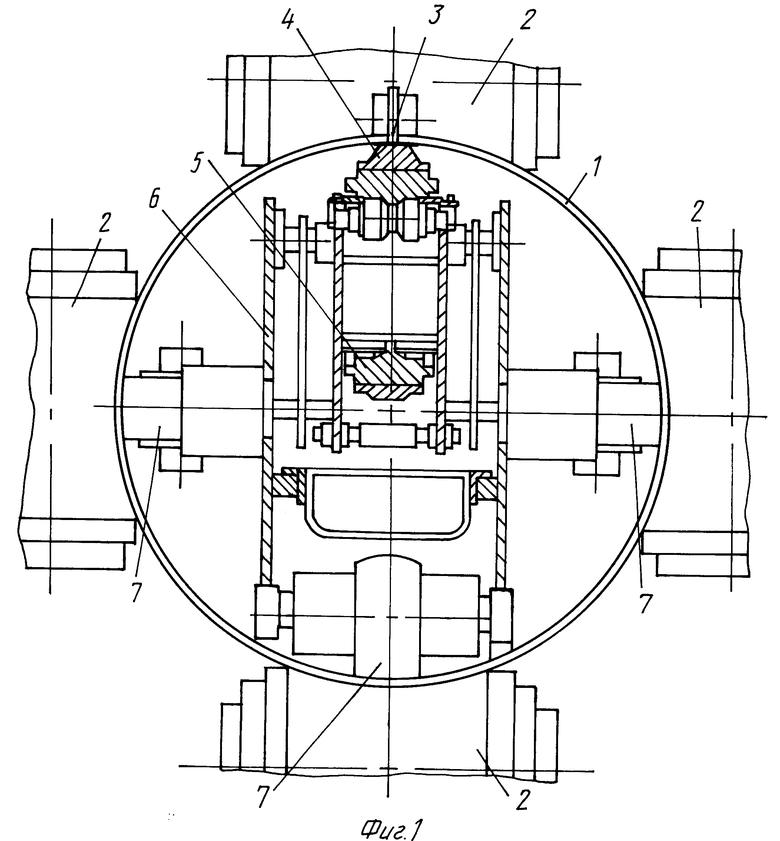
a=(0,2 - 0,5)δ,
где a - зазор между кромками, мм;
δ- толщина свариваемого металла, мм,
при этом величина зазора а не должна превышать диаметр сварочного электрода, a ≤dэ, где dэ - диаметр сварочного электрода.
| Шпалорезный станок | 1921 |
|
SU530A1 |
| Система механической тяги | 1919 |
|
SU158A1 |
| Николаев Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| -М.: Высшая школа, 1971, с.616-623 SU 1215252 A1, 1983 | |||
| Способ определения сопротивления изоляции сети постоянного тока | 1988 |
|
SU1597773A1 |
| Матвеев Ю.М | |||
| Сварные трубы | |||
| Современные методы производства | |||
| -М.: Металлургия, 1950. | |||

