Изобретение относится к области машиностроения, лазерной техники и технологии и может быть использовано для ремонта полученного лазерной или лазерно-дуговой сваркой рабочего сварного шва стальной сформованной трубной заготовки толщиной от 8 до 45 мм, диаметром до 1420 мм и притуплением кромок до 20-22 мм.
Проведение сварочных работ для изготовления сформованных стальных труб посредством лазерной или лазерно-дуговой сварки (далее - лазерной сварки) представляет собой технологию изготовления стальной трубы с помощью сварки продольных краев (кромок) открытой трубы воздействием лазерного луча и электрической дуги. Производство является сложным многоэтапным процессом, включающим:
- наложение технологического шва, например, дуговой сваркой с последующим контролем качества и возможным ремонтом,
- наложение рабочего шва лазерно-дуговой сваркой, с последующим контролем качества и возможным ремонтом,
- в зависимости от разделки кромок наложение облицовочного наружного шва или внутреннего и наружного швов дуговой сваркой с последующим контролем качества и возможным ремонтом.
Особенностью лазерной сварки являются высокие требования к точности сборки свариваемых кромок трубной заготовки, несоответствие которым может привести к такому дефекту, как несплавление. Кроме того, характерным дефектом для лазерной сварки является образование такого дефекта, как протяженная газовая полость (пористость). В то время как технология ремонта швов, полученных методом дуговой сварки, хорошо изучена и опробована, технология ремонта швов, полученных методом лазерной и гибридной лазерно-дуговой сварки, является малоизученной и труднореализуемой.
Анализ уровня техники, касающегося способов ремонта сварных швов, которые могут быть использованы для ремонта рабочего сварного шва стальной сформованной трубной заготовки, полученного лазерной или лазерно-дуговой сваркой, выявил следующее.
Известен способ ремонта сварных швов, в соответствии с которым дефектный участок расплавляют концентрированным источником тепла на глубину равную 1,3-1,5 от глубины залегания дефекта. Направляя тепло в зону дефекта в начале процесса интенсивность теплового излучения плавно увеличивают от нуля до рабочего значения, а затем, после всплытия дефекта на поверхность шва изделия, плавно уменьшают до нуля. (РФ, патент №2012474, В23Р 6/04, опубликовано 15.05.1994).
Необходимость проплавления области дефекта на глубину, значительно превышающую его глубину его формирования (в полтора раза больше), ограничивает использование способа, поскольку дефект может быть в нижней корневой зоне шва, близкой к внутренней поверхности, например, трубы. Кроме того, воздействие концентрированным источником тепла не позволяет концентрировать термическое воздействие в пределах зоны дефекта. В результате тепловое воздействие переходит и в приграничную с дефектом область, расширяя зону теплового воздействия. Потребность в большом количестве тепла для расплавления металла шва в зоне дефекта, необходимость расплавления зоны дефекта на указанную глубину, невозможность оптимизации границ термического воздействия приводят к образованию обширной зоны термического влияния и, как следствие, к возрастанию внутренних напряжений в металле шва и в околошовном пространстве, также к образованию новых дефектов шва. При этом известный способ позволяет устранить только дефекты в виде газовых пор, раковин и шлаковых включений. Кроме того, этот способ сложен по выполнению и неприменим для ремонта швов, выполненных лазерной сваркой, так как из-за небольшой ширины шва трудно локализовать источник тепла внутри шва в области дефекта, что приведет фактически к переплаву околошовной зоны, а, следовательно, приведет к образованию новых дефектов.
Известен способ ремонта трещин металлоконструкций, включающий последовательную заварку по всей длине трещины, отличающийся тем, что трещину заваривают путем локального точечного нагрева и переплава основного металла вдоль трещины контактной точечной или шовной сварочной машиной с формированием монолитного ядра, затем заварку ведут с вершины трещины по всей ее длине с перекрытием предыдущего сформированного ядра как минимум на 30%. Для снятия сварочных напряжений сформированное ядро нагревают в режиме термообработки и проковывают на контактной точечной или шовной сварочной машине (РФ, патент №2378098, В23Р 6/04, В23K 11/00, опубликовано 01.01.2010).
Способ сложен по выполнению. Невозможность применения при ремонте сварочного шва трубы используемого в известном способе метода снятия сварочных напряжений и высокая теплоемкость известного способа, включающего двукратную переварку металла вдоль трещины, обусловливают образование обширной зоны термического влияния и, как следствие, возрастание внутренних напряжений в металле шва и в околошовном пространстве, и к образованию новых дефектов шва. Кроме того, в результате ремонта шва известным способом за счет выполнения переварки трещины значительно увеличивается ширина шва, что при использовании способа для ремонта швов, выполненных лазерной сваркой, приводит к потере одного из преимуществ лазерной сварки - узкий шов.
Известен способ устранения трещин в сварных соединениях, включающий переплав сварного шва в зоне расположения трещины, в соответствии с которым осуществляют локальный переплав по всему сечению сварного шва в направлении трещины на расстоянии 2-5 толщин свариваемого металла от одного конца трещины и с противоположного конца трещины на расстоянии от трещины 1-3 толщин свариваемого металла, а при переплавлении зоны шва с трещиной частично переплавляют зону предыдущего переплава (РФ, патент №2012474, В23Р 6/04, опубликовано 15.05.1994).
Поскольку в известном способе переплавку выполняют двукратно на расстоянии 2-5 толщин свариваемого металла от одного конца трещины и с противоположного конца трещины на расстоянии от трещины 1-3 толщин свариваемого металла, а также переплавляют сам шов с трещиной (фактически - это многопроходная сварка), то это неизбежно приводит к образованию обширной зоны термического влияния и в околошовном пространстве и, как следствие, приводит к возрастанию внутренних напряжений в металле шва и к образованию новых дефектов шва. Очевидно, что двукратное выполнение переплавки на расстоянии от дефекта 2-5 и 1-3 толщин свариваемого металла предполагает использование известного способа для небольших толщин металла, тогда как толщина стенки трубы может достигать от 8 до 45 мм, что, кроме того, не позволяет использовать известный способ для ремонта корневого шва, близкого к внутренней поверхности трубы. Кроме того, поскольку увеличивается ширина шва, то при использовании способа для ремонта швов, выполненных лазерной сваркой, теряется преимущество лазерной сварки, а именно: узкий шов.
Известен способ ремонта трещин металлических конструкций, включающий последовательную заварку посредством дуги по всей длине трещины (СССР, авторское свидетельство 1593876 кл. В23Р 6/04, год публикации: 1990). В соответствии со способом разделывают трещину путем высверливания ряда сквозных отверстий вдоль линии трещины с образованием между отверстиями перемычек. Заварку разделанной трещины выполняют путем многопроходной последовательной заплавки дугой каждого отверстия вдоль трещины. Наложение каждого валика производят ручной сваркой короткой дугой при температуре 3200°С, последовательно перемещая электрод в сторону, обращенную к сварщику.
Предлагаемая разделка шва для ремонта усложняет способ, расширяет будущий сварочный шов и, кроме того, не позволяет оптимизировать границы термического воздействия, что в совокупности с использованием для заплавки дефекта теплоемкой многопроходной дуговой сварки расширяет зону термического влияния, приводит к возрастанию внутренних напряжений в металле шва и в околошовном пространстве и, как следствие, к возможности образования новых дефектов. При этом теряется достоинство лазерной сварки - узкий шов.
Известен способ исправления дефектов металлоконструкций, включающий механическую разделку дефектного места, установку в нее вставки из сплава, близкого по химическому составу с основным металлом, локальный нагрев и заполнение разделки расплавленным металлом (РФ, патент №2204467, В23Р 06/00, опубликовано 27.06.2003). В данном способе наплавку дефектного места осуществляют неплавящимся электродом в среде защитного газа.
Использование известного способа для ремонта шва, выполненного лазерной сваркой, требует выполнения в шве выборки для вставки, значительно превышающей объем существующего дефекта и ширину шва, что заведомо увеличивает зону термического воздействия при заплавлении дефекта и обуславливают вероятность появления новых усадочных дефектов. Кроме того, способ технологически сложен.
Предлагаемое выполнение выборки дефекта шлифмашинкой с набором абразивных кругов и дисковых проволочных щеток, несмотря на предварительное обозначение границ дефекта, не позволяет выполнить выборку точно в пределах границ. В процессе выполнения выборки выполняют периодически контроль геометрии выборки. При этом выборку выполняют заведомо больше для надежного устранения дефекта шва. В результате объем выборки превышает действительный объем дефекта, а послеремонтный сварочный шов значительно шире первоначального шва. Особенно это негативно отражается при выборке дефекта в узком сварочном шве, выполненном лазерной сваркой. В этом случае границы выборки заведомо выходят за пределы шва, а объем выборки значительно превышает объем дефекта. Невозможность оптимизации границ выборки, а также устранение дефекта многопроходной дуговой сваркой требуют увеличенного тепловложения при устранении дефекта шва, что приводит к расширению зоны термического влияния и, как следствие, к возрастанию внутренних напряжений в металле шва и околошовной зоне по сравнению с уже имеющимися после основной сварки, и, следовательно, к возможности образования новых дефектов. При этом из-за расширения результирующего шва теряется преимущество лазерной сварки - узкий шов. Кроме того, высокая трудоемкость известного способа, необходимость периодического контроля геометрии выборки усложняют известный способ.
Из вышеизложенного следует, что ремонтный, шов, как правило, выполняют многопроходной дуговой сваркой, что сопровождается большим тепловложением, которое добавляет к остаточным напряжениям после основной сварки шва еще и напряжения после ремонта. При этом выборку дефекта выполняют способами, которые увеличивают ширину шва после ремонта, а ремонтный шов, выполненный многопроходной дуговой сваркой, шире основного шва. Увеличенный сварной шов является не меньшим концентратором напряжений, чем сам дефект. Кроме того, в применении к узкому лазерному шву объем выборки металла превышает объем дефекта шва. При этом теряется одно из преимуществ лазерной сварки - узкий шов, который обусловливает незначительную величину зоны термического влияния при лазерной сварке и является ее достоинством. Кроме того, в известных способах, как выборку дефектного участка, так и наплавку дефектного участка дугой выполняют вручную, что не позволяет оптимизировать размер зоны термического влияния результата ремонта, поскольку не исключает влияние субъективного фактора.
Таким образом, из вышеизложенного вытекает проблема устранения дефекта сварного шва, выполненного с использованием лазера, без снижения механических характеристик металла шва и оклошовной зоны, обусловленных термическим воздействием в процессе ремонта, и с сохранением в зоне ремонта геометрии шва.
Заявленный способ устранения дефекта сварного шва сформованной трубной заготовки при осуществлении решает проблему устранения дефекта сварного шва, выполненного с использованием лазера, без снижения механических характеристик металла шва и околошовной зоны, обусловленных термическим воздействием в процессе ремонта, и с сохранением в зоне ремонта геометрии шва.
При осуществлении заявленного способа достигается технический результат:
- снижение зоны термического воздействия при устранении дефекта шва сформованной трубной заготовки, выполненного лазерной сваркой;
- минимизация тепловложения в ремонтный участок лазерного шва при устранении дефекта шва сформованной трубной заготовки, выполненного лазерной сваркой;
- минимизация объема выемки дефектного участка шва сформованной трубной заготовки, выполненного лазерной сваркой;
- возможность оптимизации размера зоны термического воздействия и тепловложения при устранении дефекта шва сформованной трубной заготовки, выполненного лазерной сваркой, за счет возможности автоматизации процесса устранения дефекта сварного шва сформованной трубной заготовки.
Сущность заявленного изобретения заключается в том, что в способе устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера, включающем обнаружение дефекта, обозначение границ дефекта, выборку дефектного участка в пределах обозначенных границ и заполнение его наплавкой, новым является то, что выборку дефектного участка выполняют лазерной резкой, а его заполнение выполняют гибридной лазерно-дуговой сваркой с использованием по меньшей мере одной сварочной дуговой горелки с плавящимся электродом на обратной полярности, при этом для выборки дефектного участка формируют сфокусированный лазерный луч, который устанавливают перпендикулярно обрабатываемой поверхности, причем позади луча формируют струю воздуха высокого давления, направленную в сторону движения луча по поверхности шва, а для осуществления наплавки формируют расфокусированный лазерный луч, который устанавливают на кромки выборки перед электродом сварочной дуговой горелки, причем лазерный луч и дугу сварочной горелки располагают с образованием общей сварочной ванны, а сварку ведут с увеличенным вылетом электрода сварочной горелки из условия выполнения наплавки за один проход. Кроме того: дуговую сварку выполняют в форме трапеции в продольном сечении; при заполнении наплавкой дефектного участка используют две независимые сварочные дуговые горелки.
Существенные признаки формулы изобретения: «Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера, включающий обнаружение дефекта, обозначение границ дефекта, выборку дефектного участка, устранение дефекта посредством наплавки...» - являются неотъемлемой частью заявленного способа и обеспечивает его осуществимость, а следовательно, обеспечивают достижение заявленного технического результата.
Как отмечалось выше, в известных способах ремонта сварных швов выборку дефекта сварки выполняют способами, которые увеличивают ширину шва после ремонта, например, шлифовальным кругом, высверливанием. Использование известных способов выполнения выборки дефекта в сварном шве в применении к узкому лазерному шву приводит к тому, что ширина выборки и ее объем всегда будут превышать ширину шва и объем дефекта шва, выходя в околошовную зону.
В заявленном способе выборку дефектного участка выполняют посредством лазерной резки, что позволяет вырезать выемки дефектов шва, толщиной до одного диаметра луча. Это обеспечивается фокусировкой луча лазера и установкой его перпендикулярно обрабатываемой поверхности. Благодаря тому, что позади луча формируют струю воздуха высокого давления, направленную в сторону движения луча по поверхности шва, образующиеся расплавленные отходы выборки выносятся наружу из выемки, способствуя формированию ее внутреннего объема. При этом выборку дефекта выполняют в форме трапеции в продольном сечении, что облегчает вынос срезанного материала из выборки струей воздуха высокого давления. В совокупности это позволяет выполнять выборку дефекта, не выходя за ширину первоначального сварочного шва, что практически сохраняет геометрию первоначально выполненного шва и не увеличивает напряжения в металле шва и околошовном пространстве в результате термического воздействия в процессе дальнейшей заплавки дефекта гибридной лазерно-дуговой сваркой.
Известно, что после устранения дефекта многопроходной наплавкой посредством дуги сварочной горелки формируется более широкий шов, что увеличивает зону термического влияния, увеличивает напряжения в металле шва и в околошовном пространстве, также способствует образованию новых дефектов шва. Кроме того, при этом теряется одно из преимуществ лазерной сварки - узкий шов, который обусловливает незначительную величину зоны термического влияния при лазерной сварке и является ее достоинством.
В отличие от прототипа, в котором ремонтный шов выполняют многопроходной дуговой сваркой, в заявленном способе устранение дефекта выполняют однопроходной наплавкой посредством лазерно-дуговой сварки с образованием общей сварочной ванны расфокусированного лазерного луча и дуги сварочной горелки с плавящимся электродом. Поскольку для устранения дефекта формируют расфокусированный лазерный луч, который устанавливают на кромки выборки перед дугой сварочной горелки, то выполняют предварительный разогрев поверхности выборки, оплавляя ее, после чего дуга, расплавляя сварочный электрод, заполняет, выборку. Наличие предварительного подогрева снижает теплоемкость процесса дугой, что обеспечивает сохранение ширины первоначального лазерного шва. При этом, благодаря тому, что в дуговой сварке вылет электрода увеличивают на 20-60 мм по сравнению с расчетным, обеспечивается достаточное количество жидкого металла, что позволяет заполнить выборку любого объема за один проход. Кроме того, поскольку заполняют выборку, выполненную лазерной резкой, которая позволяет выполнять выборку в пределах шва, то при устранении дефекта дуговой сваркой в заявленном способе ширина первоначального шва (геометрия шва) остается неизменной. При этом предварительный подогрев наплавляемой поверхности обеспечивает проникновение жидкого металла расплавленного электрода в металл ремонтируемой зоны шва на глубину, достаточную для образования прочных кристаллизационных связей при остывании. Поскольку наплавку выполняют за один проход и ширина первоначального шва сохраняется, то зона термического воздействия не увеличивается. Это позволяет предупредить появление дополнительных дефектов шва, вызванных повторным термическим воздействием в результате ремонта, сохранив остаточные напряжения на уровне, соответствующем после основной сварки шва, в отличие от прототипа, в котором выполнение ремонта сопровождается большим тепловложением, которое после ремонта увеличивает уже имеющиеся напряжения в металле шва и в околошовной зоне.
Увеличение количественных значений в дуговой сварке, вылета электрода на 20-60 мм по сравнению с расчетным, получены опытным путем и являются оптимальными.
Выполнение наплавки электрической дугой в режиме обратной полярности обеспечивает стабильность горения дуги, а, следовательно, стабильность теплового режима, что, помимо снижения вероятности возникновения в результате ремонта дополнительных дефектов шва из-за термического воздействия, улучшает качество
ремонта, обеспечивая равномерное поступление расплавленного металла в выборку. Кроме того, в режиме обратной полярности разбрызгивание расплавленного металла электрода незначительно, что способствует максимальному использованию его для выполнения наплавки, что также оказывает положительное влияние на температурный режим и качество наплавки.
В заявленном способе гибридная лазерно-дуговая сварка может быть выполнена как с использованием одной сварочной горелки, так и с использованием двух сварочных горелок. Использование двух независимых сварочных дуговых горелок с образованием общей сварочной ванны с лазерным лучом позволяет сократить время формирования требуемого количества расплавленного металла электродов для заполнения всего объема выборки дефекта, что, в свою очередь сокращает время термического воздействия на металл шва в зоне ремонта и околошовную зону с описанным выше положительным результатом.
Кроме того, операции, входящие в состав заявленного способа, могут быть автоматизированы: обнаружение дефекта, обозначение границ дефекта, выборка дефектного участка, устранение дефекта посредством наплавки (выборку дефектного участка выполняют посредством лазерной резки, устранение дефекта выполняют наплавкой посредством лазерно-дуговой сварки с плавящимся электродом). Это позволяет, используя заявленный способ, полностью автоматизировать процесс устранения дефекта сварного шва и выполнять его программно под управлением компьютера. В этом случае, после обнаружения дефекта и обозначения его границ, возникает возможность оптимизации программно геометрических размеров выемки дефекта шва а, следовательно, возможность оптимизации тепловложения гибридной сварки и, как следствие, оптимизации термического воздействия на ремонтируемую область шва и прилегающую к нему зону, что обеспечивает выполнение ремонта шва после лазерной сварки без снижения механических характеристик металла шва и околошовной зоны и с сохранением в зоне ремонта геометрии шва.
Кроме того, возможность оптимизации геометрических размеров выемки дефекта шва а, следовательно, возможность оптимизации тепловложения гибридной сварки и, как следствие, оптимизации термического воздействия на ремонтируемую область шва и прилегающую к нему зону, делают заявленный способ устранения дефекта сварного шва некритичным к ширине исходного шва. Это позволяет ремонтировать с помощью заявленного способа сварочные швы, выполненные лазером, гибридной лазерно-дуговой сваркой, электродуговой сваркой, что обеспечивает
достижение дополнительного технического результата: расширение арсенала средств, для выполнения ремонта сварных швов.
Лазерная резка металла известна из информации, размещенной в Интернет-среде, например, на веб-странице: https://svarkalegko.com/tehonology/lazernaya-rezka-metallahtml).
Однако неизвестно использование лазерной резки металла для устранения дефекта сварного шва, а также неизвестно использование лазерной резки металла для устранения дефекта сварного шва, выполненного с использованием лазера, а именно: для выполнения выборки дефектного участка сварного шва, выполненного с использованием лазера.
Кроме того, неизвестно использование лазерной резки для устранения дефекта рабочего сварного шва трубной сформованной заготовки, выполненного с использованием лазера, без снижения механических характеристик металла шва и околошовной зоны, обусловленных термическим воздействием в процессе ремонта, и с сохранением в зоне ремонта геометрии шва. Также неизвестно использование лазерной резки для достижения технического результата, заключающегося в снижении зоны термического воздействия при устранении дефекта шва трубной сформованной заготовки, выполненного лазерной сваркой; в минимизации тепловложения в ремонтный участок лазерного шва при устранении дефекта шва трубной сформованной заготовки, выполненного лазерной сваркой; в минимизации объема выемки дефектного участка шва трубной сформованной заготовки, выполненного лазерной сваркой; в возможности оптимизации размера зоны термического воздействия и тепловложения при устранении дефекта шва трубной сформованной заготовки, выполненного лазерной сваркой, за счет возможности автоматизации процесса устранения дефекта сварного шва.
Таким образом, в заявленном способе плазменно-дуговая резка металла, ранее не использовавшаяся для ремонта сварного шва, в том числе, выполненного лазерной сваркой, впервые предложена для ремонта сварного шва, в том числе выполненного лазерной сваркой.
Из вышеизложенного следует, что заявленный способ при осуществлении решает проблему устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера, без снижения механических характеристик металла шва и околошовной зоны, обусловленных термическим воздействием в процессе ремонта, и с сохранением в зоне ремонта геометрии шва. При осуществлении
заявленного способа достигается технический результат: снижение зоны термического воздействия при устранении дефекта шва трубной сформованной заготовки, выполненного лазерной сваркой; минимизация тепловложения в ремонтный участок лазерного шва при устранении дефекта шва трубной сформованной заготовки, выполненного лазерной сваркой; минимизация объема выемки дефектного участка шва сформованной трубной заготовки, выполненного лазерной сваркой; возможность оптимизации размера зоны термического воздействия и тепловложения при устранении дефекта шва трубной сформованной заготовки, выполненного лазерной сваркой, за счет возможности автоматизации процесса устранения дефекта сварного шва.
Кроме того, заявленный способ устранения дефекта сварного шва при осуществлении обеспечивает достижение дополнительного технического результата: расширение арсенала средств, для выполнения ремонта сварных швов.
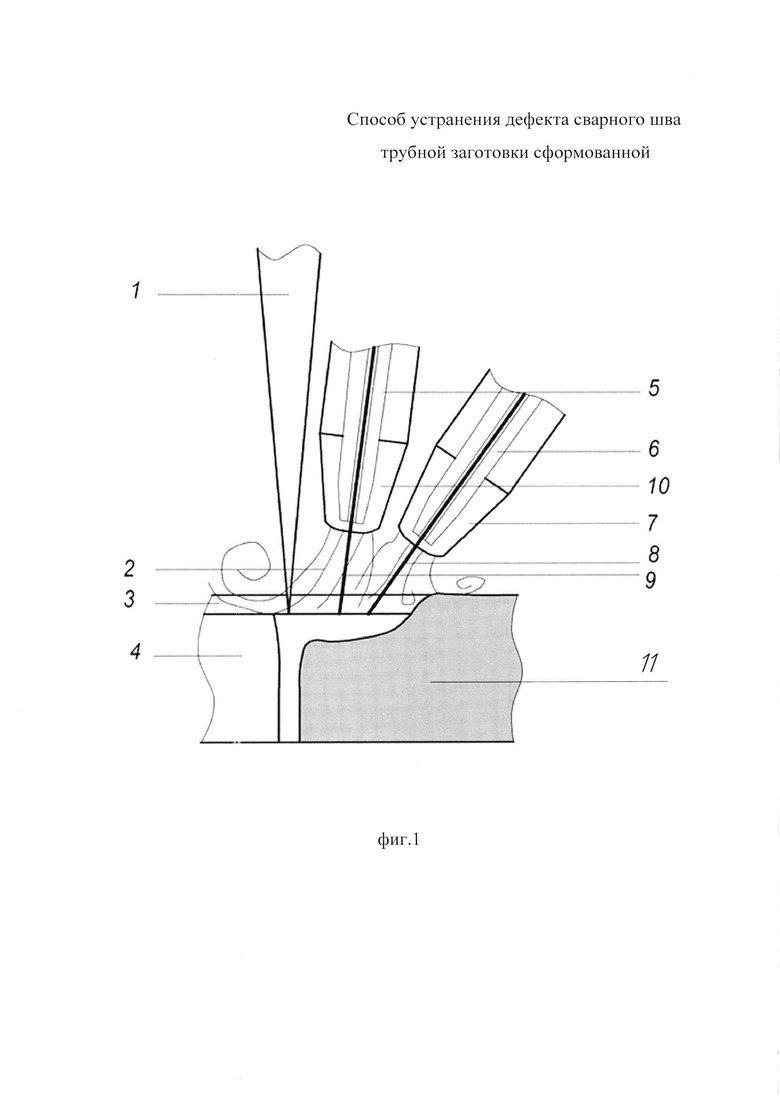
На фиг. 1 схематично изображен процесс осуществления заявленного способа устранения дефекта сварного шва гибридной сваркой после выполнения выборки дефектного участка шва посредством резки сфокусированным лазерным лучом: 1 - расфокусированный лазерный луч; 2 - защитная среда; 3 - наружная разделка кромок; 4 - глубина выемки (паза); 5, 6 - наконечники для подачи проволоки; 7, 10 - сварочные дуговые горелки с соплами для подачи защитного газа; 8, 9 - расходуемая проволока; 11 - свариваемая труба; на фиг. 2 изображена форма выемки дефектного участка, продольный разрез; фиг. 3 изображен вертикальный разрез фрагмента сварного шва с дефектным участком; на фиг. 4 - вид А-А дефектного участка сварного шва с выполненной наплавкой.
Заявленный способ устранения дефекта сварного шва осуществляют следующим образом. После обследования состояния шва и обнаружения дефекта обозначают границы дефекта и выполняют выборку дефектного участка, а затем устранение дефекта. Выборку дефектного участка выполняют посредством лазерной резки, а устранение дефекта выполняют наплавкой посредством лазерно-дуговой сварки с плавящимся электродом на обратной полярности. Сначала выполняют выборку дефектного участка, для чего лазерный луч формируют сфокусированным и устанавливают его перпендикулярно обрабатываемой поверхности. Позади луча формируют струю воздуха высокого давления, направленную в сторону, противоположную движению луча по поверхности шва. После чего вырезают лазерным лучом дефектный участок в соответствии с обозначенными границами дефекта. Затем выполняют наплавку посредством лазерно-дуговой сварки, для чего формируют
расфокусированный лазерный луч, который устанавливают на кромки выборки перед электродом сварочной горелки. Лазерный луч и дуга сварочной горелки взаимодействуют с образованием общей сварочной ванны. В дуговой сварке вылет электрода увеличивают на 20-60 мм, по сравнению с расчетным, а наплавку выполняют за один проход. Выборку дефекта выполняют в форме трапеции в продольном сечении.
Дуговую сварку выполняют, например, посредством двух независимых сварочных дуговых горелок с образованием общей сварочной ванны с лазерным лучом.
Способ устранения дефекта сварного шва может быть реализован, например, следующим образом. Рабочими режимами лазерного луча 1, сварочных горелок 7, 10, созданием защитной среды в процессе ремонта программно управляет компьютер (на фигурах не показан) через управляющий интерфейс. Компьютер принимает информацию, содержащую результаты выявления дефекта шва, и выводит источник лазерного излучения и сварочные дуговые горелки на оптимальный режим работы для каждого конкретного случая. Лазерный источник генерирует лазерный луч с параметрами, сформированными программно, в соответствии с заявленной формулой изобретения, благодаря его подключению через управляющий интерфейс к управляющему компьютеру, под управлением которого осуществляется и процесс лазерной резки и заплавка дефекта гибридной сваркой.
После выполнения рабочего шва, заготовку устанавливают швом в положение на 12 часов, чтобы провести ультразвуковой дифракционно-временной неразрушающий контроль (ToFD) на основе датчиков EMAT (Electro-Magnetic Acoustic Transducer) с генерацией ультразвуковой волны с помощью диодной накачки. Преимуществом преобразователей ЕМАТ перед пьезоэлектрическими преобразователями является возможность работы без контактирующей жидкости. Одним из преимуществ лазерно-ультразвуковой дефектоскопии перед обычной ультразвуковой дефектоскопией является повышенная чувствительность. Данные методы позволяют не только обнаружить дефект, но и определить глубину его залегания. Выявленные дефекты помечали. Затем проводили рентгенотелевизионный контроль для подтверждения необходимости ремонта. Участки с обнаруженными дефектами отмечали на трубе контроллером. Все выявленные дефекты с учетом их характера: глубина, протяженность, положение и пр., заносили в базу данных компьютера. Далее, согласно сформированной базе, выполняли вырез металла лазером.
Лазерный луч 1 для резки и сварки формировали одним и тем же источником лазерного излучения путем соответствующей настройки режима работа лазера.
Выемка дефекта имела форму трапеции со скругленными боковыми сторонами в продольном сечении (фиг. 2). Для получения такой формы выемки мощность лазера в процессе выборки постепенно увеличивали до достижения требуемой глубины 4, затем проходили лазером вдоль дефекта, затем с той же скоростью постепенно снижали мощность лазера до нуля. Для выполнения скругленных боковых сторон длина выборки превышала фактическую длину дефектного участка на 30 мм в каждую сторону; радиус скругления боковых сторон трапеции составлял 80-90 мм (в соответствии с рекомендациями, приведенными в п. 7.1.15. инструкции «Временная инструкция по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» утвержденная ПАО «Газпром», 2005 г., размещена на веб-странице http://aquagroup.ru/normdocs/13237).
Кроме того, как показал опыт, выполнение выемки предлагаемой формы, помимо облегчения удаление струей воздуха вырезанного металла с ремонтируемого шва, снижает риск возникновения дефектов во время заплавки дефекта гибридной сваркой при первоначальном воздействии расфокусированным лазерным излучением и зажигании дуги.
В процессе выполнения гибридной сварки расстояние между границей расфокусированного пятна лазера и электродом первой сварочной горелки составляло от 3 до 5 мм («Особенности применения гибридной лазерно-дуговой сварки», обзор 2010 г., П. Ках 1, А. Салминен 1, 2, Дж. Мартикаинен 1 (1 Лаб. технологии сварки и обработки лазером, Технол. ун-т, г. Лаппеенранта, Финляндия; 2 Центр маш. технологий «Турку Лтд.», г. Турку, Финляндия). Вторую сварочную горелку устанавливали с возможностью образования общей сварочной ванны с лучом лазера и первой сварочной горелкой.
Электроды сварочных горелок (сварочную проволоку) наклоняли в направлении противоположном направлению движения сварки под углом 30-60° относительно нормали к поверхности трубы («Руководство по ручной дуговой сварке для начинающих», веб-страница: https://www.tiberis.ru/pages/rukovodstvo-po-ruchnoi-dugovoi-svarke).
Полярность сварки - обратная, т.е. «плюс» на электроде, «минус» - на изделии.
Сварку выполняли в среде 2 защитного газа: углекислого газа, который подавали через сопла сварочных горелок 7, 9.
Пример. Заявленный способ был опробован при ремонте сварочного шва стальных пластин, длиной 50 см, толщиной 21,7 мм из углеродистой стали класса прочности K60. Шов выполнен гибридной лазерно-дуговой сваркой.
Лазерная головка 1 и дуговые горелки 7, 10 были неподвижно закреплены на стане. Сваренные стальные пластины были закреплены на стане с возможностью перемещения по направлению сварки.
В отобранной пластине был обнаружен дефект на глубине 10 мм (фиг. 3).
В процессе ремонта осуществляли лазерно-дуговую сварку в среде углекислого газа двумя независимыми сварочными горелками.
Лазерный луч генерировали от лазерного источника мощностью 35 КВт.
Мощность излучения при выполнении лазерной резки составляла от 6 до 12 кВт. Диаметр фокального пятна 0,8 мм. Скорость резки от 1 до 3,5 м/мин.
При заплавлении паза лазерный луч был расфокусирован до диаметра пятна в 3-7 мм, мощность от 5 до 15 кВт. Заплавка осуществлялась методом двухдуговой сварки. Каждая сварочная дуговая горелка содержала электрод в виде сварочной проволоки диаметром 1,6 мм, которую подавали в зону сварки через сварочную горелку фирмы Fronius. Ток 200-250 А. Напряжение от 15 до 25 В, вылет электродов 32-46 мм, т.е. на 20 мм больше расчетного; значение расчетного вылета электрода определяют с использованием сведений, например, из книги: Сварка в углекислом газе, автор А.Г. Потапьевский, изд. Машиностроение, Москва, 1984 г., стр. 26, табл. 3. Скорость заплавления от 1 до 3 м/мин. Точку дугового контакта второй дуговой горелки устанавливали за первой дуговой горелкой на расстоянии от точки дугового контакта первой горелки, обеспечивающем образование общей сварочной ванны с первой горелкой и лазерным лучом.
После выполнения сварки визуальный осмотр готового шва, а также осмотр шлифа посредством специального оборудования не выявил несплавлений и трещин.
Для подтверждения достижения заявленного технического результата, исследовали макроструктуру сварных швов путем травления продольных шлифов сварного соединения реактивом Вагапова.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ ремонта основных швов электросварных труб диаметром от 508 до 2520 мм с толщиной стенки от 6 до 50 мм из аустенитных марок стали (варианты) | 2024 |
|
RU2836727C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки | 2017 |
|
RU2639182C1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |

Изобретение может быть использовано для ремонта полученного лазерной или лазерно-дуговой сваркой сварного шва стальной трубной сформованной заготовки толщиной от 8 до 45 мм, диаметром до 1420 мм. Выборку дефектного участка выполняют лазерной резкой, а его заполнение выполняют гибридной лазерно-дуговой сваркой с использованием по меньшей мере одной сварочной дуговой горелки с плавящимся электродом на обратной полярности. Для выборки дефектного участка формируют сфокусированный лазерный луч и устанавливают перпендикулярно обрабатываемой поверхности. Позади луча формируют струю воздуха высокого давления, направленную в сторону движения луча по поверхности шва, а для наплавки формируют расфокусированный лазерный луч, направленный на кромки выборки перед электродом сварочной дуговой горелки. Лазерный луч и дугу сварочной горелки располагают с образованием общей сварочной ванны, а сварку ведут с увеличенным вылетом электрода сварочной горелки за один проход. Способ обеспечивает минимизацию тепловложения в ремонтируемый участок сварного шва, полученного лазерной сваркой, и снижает объем выемки дефектного участка с сохранением в зоне ремонта геометрии сварного шва и без снижения механических характеристик металла шва. 2 з.п. ф-лы, 4 ил.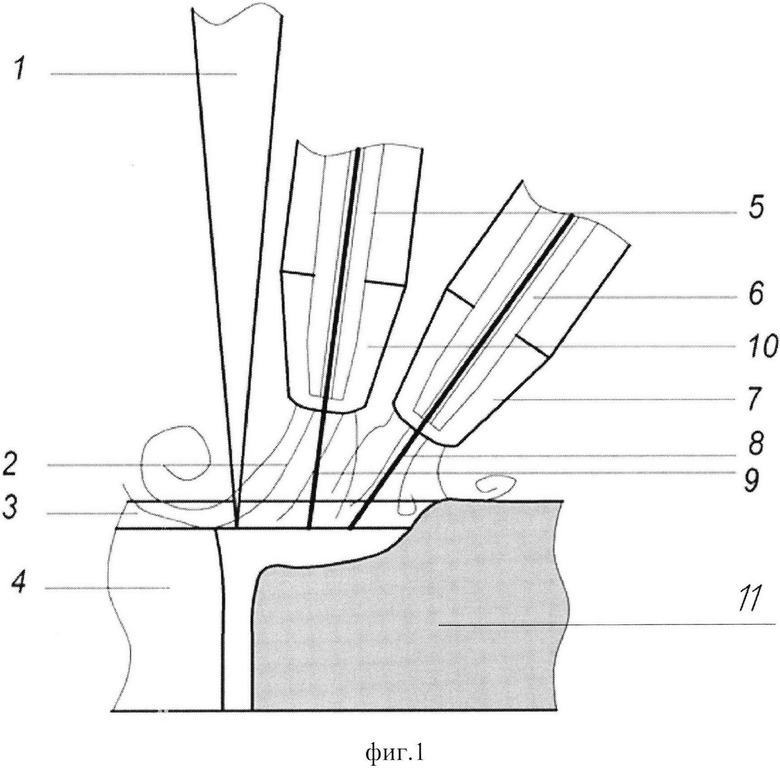
1. Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера, включающий обнаружение дефекта, обозначение границ дефекта, выборку дефектного участка в пределах обозначенных границ и заполнение его наплавкой, отличающийся тем, что выборку дефектного участка выполняют лазерной резкой, а его заполнение выполняют гибридной лазерно-дуговой сваркой с использованием по меньшей мере одной сварочной дуговой горелки с плавящимся электродом на обратной полярности, при этом для выборки дефектного участка формируют сфокусированный лазерный луч, который устанавливают перпендикулярно обрабатываемой поверхности, причем позади луча формируют струю воздуха высокого давления, направленную в сторону движения луча по поверхности шва, а для осуществления наплавки формируют расфокусированный лазерный луч, который устанавливают на кромки выборки перед электродом сварочной дуговой горелки, причем лазерный луч и дугу сварочной горелки располагают с образованием общей сварочной ванны, а сварку ведут с увеличенным вылетом электрода сварочной горелки из условия выполнения наплавки за один проход.
2. Способ по п. 1, отличающийся тем, что выборку дефекта выполняют в форме трапеции в продольном сечении.
3. Способ по п. 1, отличающийся тем, что при заполнении наплавкой дефектного участка используют две независимые сварочные дуговые горелки.
| СПОСОБ УСТРАНЕНИЯ ТРЕЩИН В СВАРНЫХ СОЕДИНЕНИЯХ | 1991 |
|
RU2012474C1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ОТЛИВКАХ | 2001 |
|
RU2204467C2 |
| JP 0061067583 A, 07.04.1986 | |||
| JP 0009168927 A, 30.06.1997. | |||

