Изобретение относится к прокатному производству и может быть использовано при изготовлении холодногнутых швеллерных профилей на многоклетевых профилегибочных станах.
Современные профилегибочные станы делятся на станы с поштучным (полунепрерывным) и с непрерывным процессами профилирования. Те и другие станы - многоклетевые, с рабочими клетями дуо, содержащими калиброванные валки, установленные с заданным межвалковым зазором. Технический паспорт стана обязательно оговаривает максимально-допустимую величину временного сопротивления разрыву заготовки для профилирования, которая определяет некоторые конструктивные особенности стана. Конструкции современных станов поштучного профилирования достаточно подробно описаны, например, в книге Гришевского И.С. Производство гнутых профилей (оборудование и технологии).- М.: Металлургия, 1982, с. 91-97.
Известен профилегибочный стан, каждая предыдущая черновая клеть которого наклонена к оси прокатки в направлении последующей клети на угол, величина которого прямо пропорциональна разнице в уровнях этих двух клетей (ав. св. СССР N 893311). Известен также профилегибочный стан, использующий заготовку толщиной не менее 5 мм, межклетевое расстояние которого определяется длиной образующей конического элемента, сопряженного с цилиндрическим элементом нижнего валка каждой клети после первой (ав. св. СССР N 1611496).
Недостаток известных станов - возможность появления характерных концевых дефектов поштучного профилирования: "свала" внутрь вертикальных элементов на переднем конце и их "развала" на заднем сверх допустимых величин. Наличие указанных дефектов затрудняет резку швеллерных профилей в штампах у потребителя, а также монтаж и сборку профилей в конструкциях.
Наиболее близким аналогом к заявляемому объекту является полунепрерывный стан 2-8•100-600, описанный в книге Гришевского И.С. и Докторова М.Е. Теоретические основы процесса профилированния. -М.: Металлургия, 1980, с. 13-16 и рис.3, 4.
Этот стан содержит последовательно установленные рабочие клети дуо с размещенными в станинах подушками и калиброванными валками, установленными с заданным зазором S, и характеризуется тем, что передаточное число между верхним и нижним валками (т.е. величина соотношения между их катающими диаметрами) равно 2,48.
Недостатком вышеописанного стана также является возможность появления концевых дефектов ("свалка" и "развала") на готовых швеллерных профилях, что ухудшает их потребительские свойства и повышает потери металла при использовании таких профилей.
Технической задачей предлагаемого изобретения является повышение потребительских свойств гнутых швеллерных профилей и снижение расхода металла при их использовании.
Для решения этой задачи у профилегибочного стана, содержащего последовательно установленные рабочие клети дуо с размещенными в станинах подушками и калиброванными валками, установленными с заданным зазором S, мм, при профилировании заготовки с пределами прочности не более 470 МПа, нижние подушки предпоследней клети выполнены с возможностью перемещения по продольной оси стана в направлении профилирования в пределах (4 - 6) S за счет установки между вертикальными гранями подушек и станинами упругих элементов, например пружин, с суммарным усилием их сжатия  где n - количество одновременно формующих клетей; h - ширина калибра последней клети, мм, К = 39 - 53 - коэффициент пропорциональности, Н/мм2, при этом величина межвалкового зазора в предпоследней клети стана равны (0,90 - 0,95)S.
где n - количество одновременно формующих клетей; h - ширина калибра последней клети, мм, К = 39 - 53 - коэффициент пропорциональности, Н/мм2, при этом величина межвалкового зазора в предпоследней клети стана равны (0,90 - 0,95)S.
Приведенные зависимости получены в результате обработки опытных данных и являются эмпирическими.
Сущность найденного технического решения состоит в создании изгибающего момента при расположении осей верхнего и нижнего валков предпоследней клети стана в разных вертикальных плоскостях и с небольшим смещением по вертикали из-за установки межвалкового зазора менее толщины полосы S, в результате чего появляется "нижнее давление", подгибающее передний конец вверх с устранением "свала" вертикальных элементов профиля.
Однако, на относительно "мягких" сталях (σв ≤ 470 МПа) постоянное "нижнее давление" на стенку швеллерного профиля (как показали опыты - см. ниже) может вызвать изгиб его в вертикальной плоскости сверх допуска; поэтому указанное давление прилагается только при кратковременном прохождении переднего конца штанги через предчистовые клети, а затем, под действием пружин нижняя подушка возвращается в исходное положение со снятием воздействия на профиль. Вышеприведенная математическая зависимость позволяет подобрать пружины сжатия с такой характеристикой, которая позволяет сдвигать подушку вследствие удара переднего конца движущейся со скоростью до 2,5 м/с штанги о нижний валок, а после удара - возвращать эту подушку в прежнее положение.
Практика работы профилегибочного стана 2-8•100-600 ЗАО "Прокат - гнутый профиль" Магнитогорского меткомбината показала, что большинству потребителей достаточно иметь отсутствие концевых дефектов хотя бы на одном конце швеллерного профиля: именно этим концом штанга без каких-либо затруднений задается в пресс-ножницы для разрезки на требуемые длины.
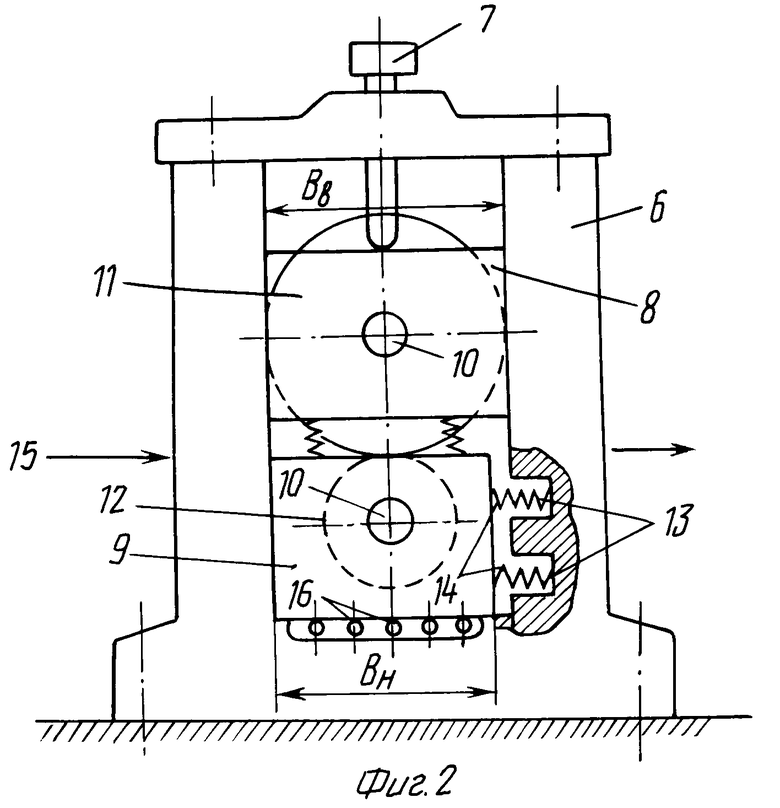
На фиг. 1 показана схема расположения клетей и привода предлагаемого стана; на фиг. 2 - схема конструкции одной из предпоследних его клетей.
Многоклетевой стан (см. фиг. 1) содержит черновые 1, промежуточные 2, предчистовые 3 и чистовую 4 клети, работающие от привода 5 (стрелкой показано направление прокатки), вторая предчистовая клеть 3 является одновременно предпоследней (заштрихована).
Предчистовая предпоследняя клеть (см. фиг.2) содержит две станины 6 с нажимным устройством 7, в которых установлены верхние 8 и нижние 9 подушки; в подушках размещены оси 10 соответственно верхнего 11 и нижнего 12 калиброванных валков, установленных с зазором S'. Ширина нижней подушки Bн меньше ширины Bв верхней подушки на величину: Bв-Bн=(4-6)S. В правых (на фиг. 2) стойках станин 6 выполнены гнезда 13 для размещения в них пружин 14 сжатия (принципиально возможно применение пружин растяжения, располагающихся в левых стойках станин, но эти пружины сложнее крепить к стойкам и подушкам, тогда как пружины сжатия просто укладываются в гнезда 13). Величина межвалкового зазора в предпоследней клети: S'=(0,90 - 0,95)S, где S - зазор в остальных клетях стана, равный номинальной толщине полосы.
При работе стана конец движущейся полосы (штанги) 15 ударяет в нижний валок 12, в результате чего его подушки 9 смещаются вправо до упора в стойки станин 6, сжимая пружины 14. Так, валки 8 и 9 теперь расположены в разных вертикальных плоскостях, а зазор между ними меньше толщины полосы - возникает изгибающий момент, направленный (в нашем случае) против часовой стрелки и создающий давление снизу на стенку швеллера, при изгибе которой увеличивается расстояние между кромками полок профиля (т.е. устраняется их "свал"). Если суммарное усилие сжатия всех пружин 14 больше тянущего усилия всех формующих клетей стана Fг = μPс•n (μ - коэффициент трения между профилируемой полосой и валками; Pс - средняя величина давления металла в одной клети) - после выхода переднего конца штанги из клети происходит возврат нижних подушек в прежнее положение: до упора в левую стойку станины. Для уменьшения сил трения при движении нижних подушек целесообразно применять промежуточные опоры 16 качения.
Опытную проверку заявляемого технического решения производили на стане 2-8•100-600 ЗАО "Прокат - гнутый профиль" ММК при профилировании швеллеров различных размеров из сталей с σв ≤ 470 МПа толщиной 3-8 мм.
В опытах было установлено, что наибольший эффект (полное устранение "свала" на переднем конце профилей) достигается только при создании изгибающего момента в предпоследней клети стана: проведение этой операции в двух предчистовых или в последней (чистовой) клети ухудшает геометрию профилей из-за несоответствия конечных радиусов их мест изгиба заданным величинам.
Установлены также оптимальные величины горизонтального смещения нижних подушек и межвалковых зазоров в рассматриваемой клети, которые обеспечивали нужный эффект без ухудшения качества профилей.
Полученная зависимость для требуемого суммарного усилия сжатия пружин одной клети показывает, что оно возрастает с увеличением числа одновременно формующих клетей n (т.е. тех, в которых находится полоса в момент смещения подушек, считая и предпоследние клети), толщины металла S и высоты стенки швеллера h (величина h соответствует ширине калибра последней клети). Численный коэффициент в формуле учитывает разброс величин σв профилируемого металла.
Контрольное профилирование швеллеров на стане 2-8•100-600 в том же количестве формующих клетей известной конструкции показало наличие "свала" у 72-87% профилей. Расчеты, выполненные в ЗАО "Прокат - гнутый профиль", показали, что в обрезь у потребителей попадает до 3% всего металла. Таким образом, опыты подтвердили приемлемость найденного решения для достижения поставленной цели.
Пример. Профилегибочный стан поштучно формует швеллеры в 8 клетях, межвалковый зазор которых S = 6 мм. Предпоследняя клеть стана выполнена с возможностью перемещения нижних подушек в процессе профилирования. Ширина калибра последней клети h=160 мм.
Величина перемещения подушек 5S=30 мм, межвалковый зазор в предпоследней клети 0,925 S=5,55 мм ≈5,6 мм, К=46 Н/мм2.
Между вертикальными гранями нижних подушек и стойками станин предпоследней клети установлены 4 пружины сжатия (по 2 на каждую подушку) с суммарным усилием сжатия:
т.е. требуемое усилие сжатия одной пружины 8320 H.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства холодногнутых швеллерных профилей. Стан поштучного профилирования содержит последовательно установленные рабочие клети дуо с размещенными в станинах подушками и калиброванными валками, установленными с заданным зазором S , нижняя подушка предпоследней клети выполнена с возможностью перемещения параллельно продольной оси стана в направлении профилирования на величину (4 - 6)S, при этом межвалковый зазор в предпоследней клети равен (0,90 - 0,95) S и между вертикальными гранями нижней подушки и стойками станин этой клети установлены упругие элементы, например пружины, с суммарным усилием их сжатия, определяемым по эмпирической формуле. При профилировании заготовки с пределом прочности не более 470 МПа повышаются потребительские свойства гнутых профилей и снижается расход металла. 2 ил.
Профилегибочный стан поштучного профилирования швеллеров, содержащий последовательно установленные рабочие клети дуо с размещенными в станинах подушками и калиброванными валками, установленными с заданным зазором S, отличающийся тем, что при профилировании заготовки с пределом прочности не более 470 МПа нижняя подушка предпоследней клети выполнена с возможностью перемещения параллельно продольной оси стана в направлении профилирования на величину (4 - 6) S, при этом межвалковый зазор в предпоследней клети равен (0,90 - 0,95) S и между вертикальными гранями нижней подушки и стойками станин этой клети установлены упругие элементы, например пружины, с суммарным усилием их сжатия
где n - количество одновременно формующих клетей;
h - ширина калибра последней клети стана, мм;
S - заданный зазор, мм;
K = 39 - 53 - коэффициент пропорциональности, H/мм2;
F - суммарное усилие сжатия, H.
| SU, авторское свидетельство, 1611496, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
