Предлагаемое изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых гнутых профилей относительно малых сечений.
Такие профили изготавливаются обычно на специальных станах легкого типа, которые по принятой классификации (см. справочник под ред. И.С.Тришевского. Производство и применение гнутых профилей проката. - М.: Металлургия, 1975, с.132, табл.16) используют полосовую заготовку толщиной до 2 мм и шириной до 150 мм. Эти станы часто имеют бесстанинные клети (верхняя и нижняя подушки-опоры стягиваются болтами, выполняющими роль нажимных винтов), а оси валков (рабочие валы) нередко установлены консольно (т.е. имеют одну опору), что значительно облегчает перевалку валков и эксплуатацию стана, снижая тем самым затраты на производство.
Для привода профилегибочных станов легкого типа все чаще применяют цепной привод с бесконечной цепью (обычно - роликовый), поочередно огибающей звездочки, установленные на концах рабочих валков (см., например, япон. пат. кл. 12 С 221.3, 1832, опубл. 27.01.60). Такой привод надежен в эксплуатации, прост в изготовлении и стоит на порядок меньше "традиционного" привода профилегибочных станов, включающих (кроме главного двигателя и редуктора) в свой состав вал отбора мощности значительной длины, конические шестерни, шестеренные клети и шпиндели.
Кроме вышеназванного стана с цепным приводом известен также стан с аналогичным приводом для профилирования оцинкованных полос с образованием гофрированных листов, все подушки опоры которого смонтированы вплотную друг к другу по горизонтали в левой и правой замкнутых прямоугольных станинах, выполненных со съемными верхними траверсами, в которых размещены нажимные винты, а между парами подушек с внешней стороны станин расположены вертикальные фиксирующие стойки (см. патент РФ 2071851, кл. В 21 D 5/06, приор. от 24.11.94). Недостатком этого стана является невозможность получения с его помощью качественных сортовых гнутых профилей.
Наиболее близким аналогом к заявляемому объекту является профилегибочный стан по патент РФ 2085314, кл. В 21 D 5/06, В 21 D 5/14, приор. от 21.02.95).
Этот стан легкого типа содержит цепной привод и рабочие клети, в верхних и нижних подушках-опорах которых установлены с заданным зазором оси валков, и характеризуется тем, что все валки закреплены консольно, а вертикальные ролики в каждом межклетевом промежутке установлены в каретках, движущихся в направляющих, закрепленных одним концом в Г-образных стойках, смонтированных на основании, причем другой конец направляющих входит в горизонтальный паз вертикальных смежных граней нижних подушек.
Недостатком описанного стана является невозможность производства на нем качественных высокоточных сортовых гнутых профилей из оцинкованной стали небольшой (до 1,5 мм) толщины, а также трудности, возникающие при его настройке, что снижает эффективность производства.
Действительно, использование только консольных клетей делает весьма проблематичным получение требуемой точности профилей небольшой толщины с высотой 50. . .55 мм из полосовой заготовки шириной 150...180 мм, а изменение величины межвалкового зазора с помощью прокладок, устанавливаемых между подушками, - трудоемко и не всегда эффективно.
Технической задачей предлагаемого изобретения является удешевление стана легкого типа преимущественно для производства сортовых гнутых профилей из оцинкованной стали, а также снижение производственных затрат за счет упрощения конструкции стана без ухудшения качества профилей.
Для решения указанной задачи в профилегибочном стане, содержащем цепной привод и рабочие клети, в верхних и нижних подушках-опорах которых установлены с заданным зазором оси валков, в черновых и промежуточных клетях оси выполнены одноопорными, а в предчистовых и чистовых - двухопорными и между верхней и нижней подушками всех клетей установлены в осевой плоскости валков винты регулирования межвалкового зазора, а на малых вертикальных гранях нижних подушек со стороны привода клетей - крепятся фиксирующие планки, входящие в соответствующие пазы верхних подушек, при этом постоянно полноприводными выполнены первая и последняя клети стана, а все остальные клети могут работать как с приводными, так и с холостыми верхними валками, и соотношение величин катающих диаметров верхних и нижних валков равно 2,4...2,6, а разница диаметров валков в начале и конце их рабочей кампании составляет 6.. . 10%, причем винт регулирования межвалкового зазора выполнен с резьбами противоположных направлений на его концах, между которыми расположена головка "под ключ".
Приведенные цифровые величины получены при обработке опытных данных и являются эмпирическими.
Сущность заявляемого технического решения заключается в максимальном упрощении конструкции профилегибочного стана легкого типа, способного производить качественные сортовые гнутые профили из тонкой оцинкованной стали, что делает возможным изготовление такого стана собственными силами на металлургических и сталепрокатных заводах и позволяет снизить до минимума эксплуатационные затраты.
Действительно, цепной привод, вероятно, самый простой из существующих для профилегибочных станов легкого типа. Консольное крепление осей валков в черновых и промежуточных клетях (где осуществляется предварительное формообразование сечения профиля), а также их исполнение в виде двух подушек-опор, стянутых болтами, выполняющими роль нажимных винтов, предельно упрощает конструкцию клетей и существенно облегчает перевалку валков.
Наличие же фиксирующих планок со стороны привода у подушек этих клетей (как и у чистовых) предотвращает взаимное смещение верхних и нижних подушек в продольном и поперечном направлениях (относительно направления прокатки), а расположение винтов, регулирующих межвалковый зазор в осевой плоскости валков, устраняет перекос верхних подушек при настройке стана. Выполнение концов этих винтов с противоположно направленными резьбами в два раза уменьшает число необходимых их оборотов при перемещении верхних подушек, что сокращает общее время настройки стана при достаточно большом количестве клетей (более 10).
Выполнение чистовых клетей стана (в них осуществляется окончательная доформовка профилей) в двухопорном варианте обеспечивает требуемую геометрию профилей.
Кроме того, опытная проверка стана (см. ниже) показала, что для формовки оцинкованных профилей необходимо и достаточно сделать полноприводными (т.е. с приводом как нижних, так и верхних валков) только две клети - первую и последнюю (для облегчения захода полосовой заготовки в стан и вывода из него сформованных профилей). Более того, привод всех верхних валков приводит к появлению царапин и рисок на готовых оцинкованных профилях вследствие "перепада" окружных скоростей валков по высоте калибра. Однако при формовке неоцинкованной заготовки предусмотрен вариант привода всех валков стана.
Рекомендуемое соотношение катающих диаметров верхних и нижних валков дает возможность получения достаточно "высоких" сортовых профилей (это - одна из основных технических характеристик профилегибочных станов) при минимальных габаритах стана, а найденная разница диаметров валков в начале и конце их рабочей кампании обусловлена высокой износостойкостью валков, профилирующих заготовку.
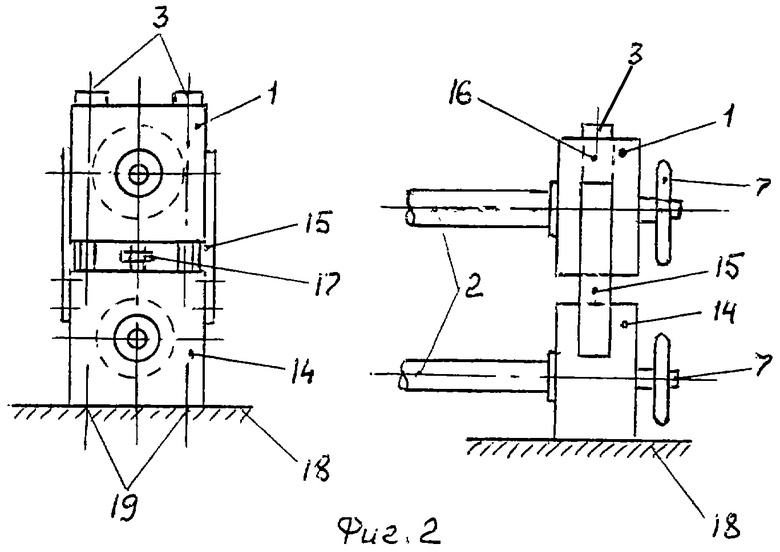
Предлагаемый стан (вид сверху) схематично показан на фиг.1, а особенности конструкции его консольной клети - на фиг.2.
Черновые и промежуточные клети стана (см. фиг.1: показаны I...IV) - консольные, в подушках-опорах 1 которых установлены на подшипниках качения оси 2 валков, а подушки стянуты болтами 3. В двухопорных клетях (на фиг. - IX... XI) оси 2 размещены в двух опорах каждая, причем, в опорах 1 на двух подшипниках (аналогично клетям I...IV), а в опорах 4 - на одном (т.е. ось одного валка установлена на трех подшипниках).
В требуемых межклетевых промежутках и на входе стана смонтированы вертикальные ролики 5, а перед станом - вводные проводки 6; стрелкой показано направление профилирования.
Вращение валков I и XI клетей - через звездочки 7, установленные на концах осей 2 со стороны привода. Бесконечная цепь 8 огибает звездочки 7, а также приводное 9 и натяжное 10 зубчатые колеса. Приводное колесо 9 вращается от двигателя 11 через редуктор 12. Перемещение натяжного колеса 10 осуществляется натяжным устройством 13.
Консольная полноприводная клеть (см. фиг.2) содержит верхнюю 1 и нижнюю 14 подушки-опоры, стянутые болтами 3. К нижней подушке крепится фиксирующая планка 15, входящая в паз 16 верхней подушки; межвалковый зазор регулируется вращением винта 17 в нужном направлении. Крепление нижней подушки к основанию 18 стана - анкерными болтами 19, при "ослаблении" которых возможен поворот клети на некоторый угол, что может потребоваться при настройке стана или неточном изготовлении отверстий в опорах.
При настройке клетей стана на уровень формовки верхние подушки 1 перемещаются вращением винта 17 при отвинченных болтах 3. Осевая регулировка валков (поперечное перемещение вдоль оси 2 формующих элементов) может осуществляться установкой на осях дистанционных полуколец требуемой толщины и с требуемой стороны, а крепление элементов - стопорными гайками со стороны управления стана.
Опытную проверку предлагаемого технического решения осуществляли на 11-клетевом стане легкого типа 0,3. . .1,5х30...180, изготовленном в ОАО "Магнитогорский меткомбинат", при формовке сортовых гнутых профилей из оцинкованной заготовки толщиной 0,5. ..1,5 мм и шириной 60...180 мм с σв≤450 МПа.
Наилучшие результаты (выход профилей I сорта до 98,5%) были получены с использованием вышеописанной конструкции стана (четыре последние клети - двухопорные).
Выполнение всех клетей стана в консольном варианте снизило выход профилей I сорта до 65%. При одной - трех двухопорных последних клетях этот показатель составил 72-89%. При отсутствии фиксирующих планок на подушках со стороны привода клетей также наблюдалось ухудшение геометрии (в особенности - профилей повышенной сложности сечения) и отсортировка проката. Применение в каждой клети двух винтов регулировки межвалкового зазора (как у стана, взятого в качестве ближайшего аналога - см. выше) усложнило настройку калибров из-за возникавшего в ряде случаев перекоса верхних подушек. Увеличение количества полноприводных клетей приводило к появлению рисок и царапин на вертикальных элементах профилей.
Опыты также показали на оптимальность принятого соотношения величин катающих диаметров верхних и нижних валков (малые габариты стана при достаточной максимальной высоте формовки), а высокая износостойкость валков позволяет иметь "запас" диаметра при их переточке в пределах 6...10%.
Сравнение конструктивных особенностей предлагаемого и известного станов выявило ряд преимуществ первого из них в аспекте поставленной цели.
Таким образом, опытная проверка показала приемлемость найденного технического решения для выполнения намеченной задачи и его преимущества перед известным объектом.
Технико-экономический анализ, проведенный в Центральной лаборатории контроля ОАО "ММК", установил, что стоимость изготовления заявляемого стана будет ниже почти на 40% по сравнению со стоимостью аналогичных станов легкого типа для профилирования оцинкованной заготовки одинаковых параметров, а затраты на его эксплуатацию - меньше примерно на 20% при одинаковом уровне качества сортовых гнутых профилей.
Пример конкретного выполнения
Стан легкого типа для профилирования оцинкованной заготовки толщиной 0,3. . . 1,5 мм и шириной 30...180 мм содержит 11 клетей, из которых первые семь (черновые и промежуточные) с одноопорным креплением осей валков, а последние четыре (предчистовые и чистовые) - с двухопорным. Исполнение подушек-опор - по фиг.2.
Катающие диаметры: нижних валков - dк=70...76 мм, верхних - Dk=175...190 мм, т.е. i=DВ: dк=2,5, а "запас" на переточку валков -
С постоянным приводом (цепной, от двигателя с N=16 кВт) верхних и нижних валков выполнены I и XI клети; верхние валки остальных клетей могут быть как приводными, так и холостыми.
Регулировка межвалкового зазора - с помощью одного винта (для каждой пары подушек), установленного в осевой плоскости валков.
Стан предназначен для профилирования в основном оцинкованной стали с σв≤450 МПа. Скорость профилирования - до 0,5 м/с; высота формовки - до 55 мм.
Габариты стана: длина - 3200 мм, ширина (с приводом) - 1300 мм, высота (без фундаментных балок) - 500 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1996 |
|
RU2113926C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2104813C1 |
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
Изобретение относится к обработке металлов давлением, в частности к производству сортовых гнутых профилей малых сечений. Профилегибочный стан легкого типа содержит цепной привод и рабочие клети, в верхних и нижних подушках-опорах которых установлены с заданным зазором оси валков, при этом в черновых и промежуточных клетях оси выполнены одноопорными, а в предчистовых и чистовых - двухопорными, между верхней и нижней подушками всех клетей установлены в осевой плоскости валков винты регулирования межвалкового зазора, а на малых вертикальных гранях нижних подушек черновых и промежуточных клетей крепятся фиксирующие планки, входящие в соответствующие пазы верхних подушек, при этом постоянно полноприводными выполнены первая и последняя клети стана, а все остальные клети могут работать как с приводными, так и с холостыми верхними валками, и соотношение величин катающих диаметров верхних и нижних валков равно 2,4...2,6, а разница диаметров валков в начале и конце их рабочей кампании составляет 6...10%; при этом винт регулирования межвалкового зазора выполнен с резьбами противоположных направлений на его концах, между которыми расположена головка "под ключ". Достигается удешевление стана и снижаются производственные затраты за счет упрощения его конструкции без ухудшения качества готовых профилей. 2 з.п.ф-лы, 2 ил.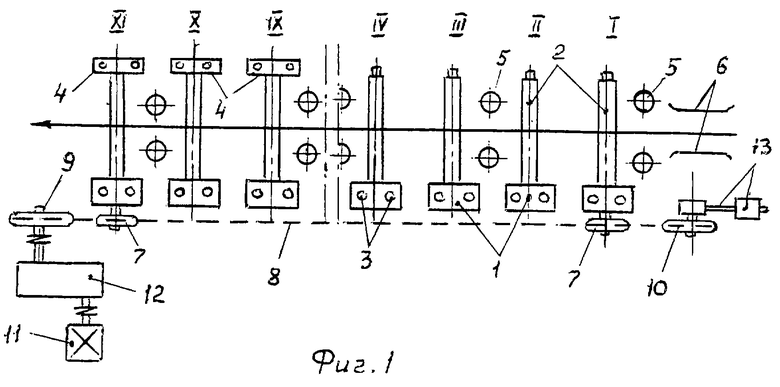
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Профилегибочный стан | 1989 |
|
SU1680405A1 |
| GB 1365715, 04.09.1974. | |||

