Изобретение имеет отношение к композициям и способам удаления царапин и других дефектов на поверхности пластиков. Более конкретно, настоящее изобретение направлено на создание составов и способов использования таких составов, которые могут позволить удалять царапины и другие дефекты с поверхности пластиков с целью улучшения оптического качества таких пластиков, которые стали поцарапанными или другим образом стали непрозрачными или полупрозрачными в результате их повреждения за счет действия света или за счет физического или химического воздействия.
В последнее время пластики находят более широкое применение вместо стекла в качестве крышек или поверхностей, так, например, часовые стекла, оконные стекла и настольные поверхности. Преимущество в применении пластиков заключается в том, что они более легкие, менее хрупкие, более прочные и более трудные для разбивания, чем обычное стекло. Однако одним из недостатков использования пластиков является то, что пластиковая поверхность не совсем такая же твердая, как и поверхность обычного стекла. В результате ее намного проще исцарапать твердыми предметами или частицами, такими как металл, обычное стекло, песок, мелкие твердые абразивные частицы или другой абразивный материал.
В дополнение к изложенному, пластики более подвержены помутнению или пожелтению поверхности в результате повреждения под влиянием окружающей среды, что обычно вызывается процессами окисления или влиянием ультрафиолетового солнечного излучения. Такое изменение цвета может также происходить в результате обычной чистки пластиковых поверхностей. Поэтому нет ничего удивительного в том, что поверхность обычного стекла может оставаться прозрачной в течение многих лет, в то время как пластиковая поверхность быстро становится матовой (непрозрачной), пожелтевшей или изменившей прозрачность еще каким-то образом за счет окисления или за счет других коррозионных природных воздействий.
Пластики используются в качестве материала для изготовления лобовых стекол мотоциклов и иллюминаторов самолетов, причем эти изделия должны выдерживать мощные ветровые потоки и разницу в давлениях. Однако в результате воздействия ветра с высокими скоростями становится еще более вероятным повреждение ветровых стекол и иллюминаторов.
Особую озабоченность вызывает ситуация в авиации, а более конкретно, в области авиационных иллюминаторов. Любой человек, который когда-либо летал на самолете, большом или малом, в качестве пассажира или пилота, вне всякого сомнения мог заметить, что иллюминаторы очень часто поцарапаны, пожелтели или каким-то еще образом стали полупрозрачными. Кроме создания простого беспокойства для пассажира, такое повреждение может также серьезно влиять на возможность пилота наблюдать воздушную обстановку вне самолета, что создает опасность для всех находящихся на борту людей. Следует также отметить, что не следует исключать дискомфорт и негативные впечатления, которые такие повреждения иллюминаторов производят на пассажиров.
Четыре авиакомпании США - Америкен Эйлайнз, Дельта Эйлайнз, Юнайтед Эйлайнз и Скай Вэст Эйлайнз провели опрос потребителей (пассажиров) и обнаружили, что их единственная самая большая озабоченность связана с качеством поверхности иллюминаторов самолета, а более конкретно с тем, что иллюминаторы поцарапаны так, что пассажиры могут едва видеть через них, что творится за бортом. Это обследование показало, что пассажиры проводят психологическую корреляцию между плохим состоянием поверхности иллюминатора и уровнем технического обслуживания всего самолета. Другой особой жалобой пассажиров-фотолюбителей, связанной с указанным выше обстоятельством, является невозможность делать фотоснимки пейзажей через иллюминатор из-за плохого его состояния.
Несмотря на то, что поцарапанные иллюминаторы не представляют никакого риска для безопасности пассажиров, их удовлетворенность и получение удовольствия от воздушного путешествия должны учитываться любыми коммерческими фирмами, включая перевозчиков пассажиров, таких как пассажирские авиалинии.
В дополнение к коммерческим самолетам (которых только в США около 13.000) в Соединенных Штатах имеется около 250.000 частных самолетов и приблизительно 15.000 вертолетов. Хотя цена замены иллюминатора таких воздушных судов может зависеть от его размера, формы и материала, из которого он изготовлен, она в среднем составляет 75.000 долларов США при полной замене иллюминаторов типичного реактивного самолета типа 25-D.
В военной области, где четкость наблюдения имеет высший приоритет, используются десятки тысяч самолетов. Только во время проведения войны с Ираком было задействовано 1.700 боевых самолетов США, которые вне всякого сомнения испытывали повреждения иллюминаторов в результате полета на высоких скоростях и малых высотах в Аравийских пустынях в условиях песчаных бурь или которые могли испытывать такое воздействие песка даже при простом нахождении на взлетно-посадочной полосе. Стоимость замены остекления кабины различных боевых истребителей и бомбардировщиков составляет от 20.000 до 80.000 долларов США на один самолет.
В настоящее время существует известная технология устранения царапин на пластиковой поверхности, устранения ее помутнения и окисления, в частности, для иллюминаторов самолетов, однако эта технология является чрезвычайно дорогостоящей и требует колоссальных затрат как капитала, так и труда. Наилучший известный способ удаления царапин связан с использованием полировочной машины-робота, стоимость которой обычно лежит в пределах от 500.000 до 1.500.000 долларов США. Другим недостатком в дополнение к стоимости первоначальных капиталовложений является то, что такая машина может производить полировку стекол иллюминаторов только после их демонтажа с самолета, что является весьма трудоемким и длительным процессом. При полировке на такой машине также требуется удаление по толщине стекла нескольких тысячных дюйма для адекватного удаления (выведения) глубоких царапин. Часто для осуществления операции демонтажа иллюминаторов требуется производить демонтаж большей части внутреннего оборудования салона самолета. Другим отрицательным фактором является то, что эта машина может производить полировку только со скоростью четыре иллюминатора в час и для ее работы нужны два оператора. В дополнение к высокой стоимости как самой машины, так и ее эксплуатации следует учитывать стоимость химикатов и других расходных материалов, потребных для проведения полировки стекла иллюминатора.
Другие расходы, которые также следует принять во внимание, это время простоя самолета, необходимое для снятия стекол и иллюминаторов, их полировки и установки. Большинство коммерческих авиалайнеров имеет свыше 150 иллюминаторов, и может потребоваться от шести до восьми дней для полной полировки каждого их этих иллюминаторов. В результате большинство воздушных линий считает возможным обойтись без этого процесса полирования, о чем свидетельствует обычно плохое состояние иллюминаторов коммерческих воздушных судов.
Кроме описанной дорогостоящей полировочной машины-робота, существует другая полировальная система Micro-MeshTM, которая позволяет удалять царапины на пластике. Полировальная система Micro- MeshTM (которая произведена фирмой Micro-Surface Finishing Products Inc. из города Вилтон, штат Айова, США) использует ряд шлифовальных наждачных шкурок на каучуковой основе с различным размером мелких твердых абразивных частиц. При первой операции полирования используется наждачная шкурка с размером частиц 2.400. При последующих операциях используются шкурки с более мелким зерном, вплоть до 12.000. В дополнение к используемому каучуковому блоку полирования применяется антистатическая паста.
К недостаткам использования системы Micro-MeshTM, также как и используемой в настоящее время робототехнической системы, относится необходимость удаления при полировании большого объема пластика с целью выведения даже самых мелких царапин. Дополнительно, большие объемы пластика должны быть удалены для того, чтобы избежать оптических искажений в окружающей царапину области пластика после удаления этой царапины. Другой проблемой полировальной системы Micro- MeshTM является большая потеря времени при проведении серии полировок для каждого калибра абразивных частиц.
Что является общим для этих двух систем (робототехнической полировочной системы и Micro-MeshTM, так это необходимость при выведении царапины удаления с поверхности пластика такого объема материала, который по меньшей мере равен глубине удаляемой царапины, а в большинстве случаев значительно большего объема. Во избежание оптического искажения оператор, производящий выведение царапины, должен обладать высокими профессиональными навыками и терпением, что требует длительного обучения. Более того, при повторном выведении царапин с использованием указанных систем произойдет значительное уменьшение толщины пластика, что приведет к ухудшению желаемых защитных свойств стекла иллюминатора.
Несмотря на то, что большинство лобовых стекол самолетов изготовлено в соответствии со строгими оптическими требованиями, при любом удалении пластикового или акрилового материала во время выведения царапины может произойти ухудшение оптических свойств стекол иллюминаторов. В подобных случаях имеющиеся системы для выведения царапин практически бесполезны, так как они хотя и выводят царапину, но создают оптические искажения.
Кроме авиационных иллюминаторов существуют сотни других случаев, где требуется использование прозрачных пластиков с высокими визуальными характеристиками, но где хорошее оптическое пропускание часто ухудшается в результате царапин, окисления или ухудшения оптического пропускания иного рода в результате неблагоприятного воздействия окружающей среды. Например, школы США переходят с оконного стекла на стекла, изготовленные из материала Lexan, производимого фирмой General Electric Corp., что вызывается необходимостью защиты от актов вандализма. По той же самой причине переходят со стекла на пластик в окнах школьных и местных автобусов. Более того, новые федеральные распоряжения требуют, чтобы в поездах для большей безопасности все окна были заменены на пластиковые. Лобовые стекла мотоциклов также обычно изготавливаются из плексиглаза, который не является стеклом, а представляет собой определенный тип пластического полимера. Часовые стекла часто изготавливают из пластика, который заменяют при возникновении царапин.
Из приведенного далее описания станет ясным, что необходимы новые композиции и способы для удаления царапин, устранения помутнения или изменения окрашивания поверхностей пластиков в результате окисления, которые могли бы быть легко использованы и не требовали применения сложного машинного оборудования. Далее, потребуется оценить, что значительным продвижением в данной области техники будет являться относительная дешевизна таких композиций и способов, которые могут осуществляться операторами средней квалификации.
Дополнительно достигается значительное усовершенствование по сравнению с существующим техническим уровнем при применении композиций и способов, при помощи которых возможно осуществить выведение царапин на поверхности пластика без необходимости удаления окружающего материала пластика на глубину, равную глубине царапины. Значительным прогрессом является то, что при применении таких композиций и способов обработка пластиковой поверхности производится таким образом, что царапины "заполняются ", что позволяет исключить необходимость удаления значительных окружающих царапину площадей для полного выведения царапины, при этом исключается появление оптических искажений.
Наконец, указанные альтернативные композиции и способы могут быть чрезвычайно полезны, если с их помощью возможно произвести выведение царапин, удаление помутнения и изменения окрашивания иллюминаторов самолета без необходимости демонтажа иллюминатора.
В настоящем изобретении предлагаются новые композиции и способы удаления царапин и других дефектов, таких как помутнение или пожелтение, с поверхности пластиков. Было обнаружено, что такие дефекты на поверхности пластиков могут быть удалены при использовании описанного далее состава для обновления поверхности пластика, который обычно содержит полировочные мелкие твердые (абразивные) частицы, которые взвешены в растворе органических растворителей и воды. Дополнительно в раствор может добавляться карнаубский воск для стабилизации и поддержания стабильного состояния взвеси. Растворитель в основном содержит ундекан или его эквиваленты, в то время как полировочные мелкие твердые частицы обычно состоят из одного или нескольких следующих компонентов: каолинитовый кварц, обожженный глинозем, двуокись кремния, боросиликат и двуокись циркония. Основной заботой при выборе полировочных частиц является их размер, который может лежать в диапазоне от 0,5 мкм до 500 мкм, в зависимости от состояния подлежащей обработке пластиковой поверхности. Как правило, большие царапины и дефекты требуют для удаления большего размера полировочных частиц.
Полировочные составы, соответствующие настоящему изобретению, могут быть нанесены на поверхность аналогично нанесению любых полировочных составов, в то время как конечный результат будет значительно превосходить эффект применения любых известных в настоящее время композиций. Предпочтительным способом нанесения состава для удаления царапин на иллюминаторе самолета является нанесение при помощи обычной ручной полировочной машины, которая может быть роторной, орбитальной или колебательной, при использовании открытопористой полиуретановой полировочной подушки. Для удаления царапин меньших размеров, таких как царапины на часовом стекле или компакт-диске, предпочтительным является простое нанесение композиций при помощи мягкой хлопчатобумажной ткани при осуществлении скорее параллельных, чем круговых движений. Наконец, хотя совершенно определенно нет необходимости в использовании дорогостоящих машин-роботов для достижения наилучших результатов, соответствующие настоящему изобретению композиции совместимы с существующими полировочными системами, которые в настоящее время используются для чистки иллюминаторов самолетов (такими как робототехнические системы), при этом достигаются лучшие результаты полировки.
Следует понимать, что почти все типы полировочных тканей могут быть использованы для нанесения композиций, соответствующих настоящему изобретению, в том числе вышеупомянутый полиуретановый открытопористый материал и хлопчатобумажные полировочные подушки. Шерстяная ткань с густым ворсом, лен, жесткий полиуретан, стекловата и большинство других натуральных или синтетических материалов могут быть успешно применены. Единственным ограничением является то, что требуется значительный срок службы полировочной подушки, которая должна выдерживать значительные механические усилия в процессе полирования, поэтому ее плотность должна соответствовать тяжести осуществляемой операции полирования, при этом составляющие ее материалы не должны быть такими жесткими, чтобы вызвать появление новых царапин на пластиковой поверхности.
Соответствующие настоящему изобретению полировочные составы позволяют произвести эффективное удаление царапин с пластиковой поверхности без удаления значительного объема материала пластика. В настоящее время существует теория, в соответствии с которой указанные композиции способны изменять форму поверхности пластика и заполнять пустоту или трещину, оставленную царапиной. Хотя детальный анализ этого процесса изменения формы поверхности еще не проводился, можно полагать, что содержащийся в полировочном составе растворитель размягчает поднятые края царапины, в то время как локальная теплота, возникающая при проведении процесса полирования, способствует заполнению пластиком царапины. Таким образом устраняется необходимость удаления больших объемов пластика на его поверхности для эффективного устранения пустоты на поверхности.
В некоторых случаях при существовании больших царапин в ходе первой операции полирования используются полировочные частицы с большим размером зерна. Затем производят следующие операции полирования с постепенно уменьшающимся размером зерна с целью достижения совершенно гладкой поверхности пластика. Полировочная подушка может быть изготовлена из открытопористого полиуретана или из любого другого подходящего материала в зависимости от вида подлежащей обработке поверхности. Основным критерием при этом является соответствие жесткости или срока службы подушки величине царапины и дефектов поверхности.
Для выведения небольших царапин первоначально используются полировочные составы, которые содержат полировочные частицы небольшого размера, что требует проведения меньшего числа последовательных операций полирования. Наконец, для очень мелких царапин, устранения помутнения или пожелтения типичным является использование очень мелкого полировочного зерна при проведении всего одной или двух операций полирования. Дополнительно обычно предпочтительным является нанесение этих мелких твердых (абразивных) частиц полировочных составов при помощи мягких полировочных подушек или ткани.
Было обнаружено, что хорошо работает в качестве растворителя ундекан, хотя также с успехом могут быть применены другие алканы или аналогичные молекулярные структуры, такие как гептан, октан, нонан, декан, додекан, тридекан, тетрадекан и пентадекан. Следует понимать, что термин "ундекан" относится не только к "нормальным" изомерам, то есть изомерам с неразветвленной (прямой) цепью, но и к любым молекулам с разветвленной цепью, которые имеют такое же число атомов углерода. Такой термин относится также к любым ненасыщенным или замененным производным соединениям, которые имеют эквивалентные свойства.
Полировочные мелкие частицы в полировочных составах преимущественно образованы каолинитовым кварцем, двуокисью кремния, обожженным глиноземом, боросиликатом, двуокисью циркония, оксидом магния, оксидом цинка с буферным оксидом магния или смесью этих веществ. Специально используются полировочные мелкие частицы различных размеров в зависимости от типа устраняемого дефекта пластиковой поверхности.
После удаления дефекта пластиковой поверхности при помощи соответствующих настоящему изобретению композиций остаток полировочного состава с поверхности удаляется протиранием чистой тканью. Для участков, где накопилось много полировочного состава, таких как углы, избыток полировки удаляется влажной тканью или путем распыления воды на поверхности с последующей протиркой чистой сухой тряпкой. Однако следует исключить использование растворителей любого типа для проведения этой операции, так как большинство растворителей может вступать в реакцию с пластиком и приводить к его помутнению, что ликвидирует выгоду, полученную от применения новых композиций для обновления пластиковых поверхностей.
В настоящем изобретении предлагаются новые композиции и способы удаления царапин и других дефектов, таких как помутнение или пожелтение, с поверхности пластиков. Полировочные составы содержат преимущественно мелкие твердые абразивные полировочные частицы, воду и один или несколько органических растворителей. Полировочные составы могут также содержать стабилизатор, такой как карнаубский воск, который позволяет поддерживать составные части полировки хорошо смешанными друг с другом или находящимися в состоянии суспензии (взвеси). Дополнительно, в зависимости от вида применения настоящего изобретения, полировочные составы могут содержать мелкие твердые полировочные частицы различных размеров, которые находятся в состоянии взвеси в воде или смеси органического растворителя.
Предпочтительным способом нанесения состава для удаления царапин на иллюминаторе самолета является нанесение при помощи обычной ручной полировочной машины, которая может быть роторной, орбитальной или колебательной при использовании соответствующей полировочной подушки. Для иллюминаторов самолетов и при других тяжелых применениях используется полировочная подушка из полиуретана, хотя также хорошо может работать и другой материал аналогичной прочности и плотности. Для удаления мелких царапин на пластиковых поверхностях меньших размеров, таких как царапины на часовом стекле или компакт-диске, предпочтительным является простое нанесение композиций, содержащих более мелкие полировочные частицы, преимущественно вручную при помощи мягкой хлопчатобумажной ткани или шерстяной ткани с густым ворсом. Жесткость и прочность полировочной ткани обычно выбирают пропорциональными степени повреждения пластиковой поверхности, также как и выбор размера частиц полировочного состава.
Пластиковые поверхности с более сильными повреждениями обычно требуют использования полировочных составов с большим размером твердых частиц. После проведения первой операции полирования для полного восстановления гладкости пластиковой поверхности часто является предпочтительным проведение последующих операций с нанесением полировочного состава, содержащего последовательные более мелкие полировочные частицы.
Хотя обычные полировочные машины, такие как ручные роторные полировочные машинки, позволяют добиться отличных результатов, соответствующие настоящему изобретению композиции также совместимы с любыми существующими дорогостоящими робототехническими полировочными системами, которые в настоящее время используются в авиации при обслуживании авиалиний. Отличие заключается в том, что соответствующие настоящему изобретению композиции позволяют получить лучшие результаты полировки.
Полагают, что соответствующие настоящему изобретению композиции позволяют в действительности изменять форму пластиковой поверхности, поэтому нет необходимости в удалении или снятии другим образом толстого слоя пластика для эффективного выведения царапины. Вместо этого соответствующие настоящему изобретению композиции, по всей вероятности, размягчают лежащий на поверхности пластик и заполняют им пустоты на поверхности. Было высказано теоретическое предположение, что растворитель, в качестве которого предпочтительно использование ундекана или его эквивалентов, прежде всего размягчает края с каждой из сторон бороздки царапины, а тепло, образующееся в результате полирующего воздействия полировочной подушки и полировочных твердых частиц на поверхность пластика, опускает поднятые края царапины в бороздку царапины, в то время как та же самая локальная теплота вызывает сцепление частиц пластика между собой.
Несмотря на то, что данное объяснение является только теоретическим предположением, а сам механизм действия может быть более сложным, испытания показали, что соответствующие настоящему изобретению композиции и способы не приводят к удалению значительного слоя пластика, удаляя в то же самое время царапины, которые проникают вглубь поверхности пластика. Конечным результатом является отсутствие после обработки обнаруживаемых оптических искажений объектов из пластика или пластиковых иллюминаторов.
Соответствующие настоящему изобретению композиции включают в себя твердые полировочные материалы, которые преимущественно содержат нерастворимые мелкие твердые полировочные частицы малого калибра из одного или нескольких следующих веществ: каолинитовый кварц, диоксид кремния (кремнезем), обожженный глинозем (оксид алюминия), боросиликат, диоксид циркония, оксид магния, оксид цинка с буферным оксидом магния или их эквиваленты. Преимущественный вариант осуществления изобретения предусматривает использование смеси диоксида кремния, обожженного глинозема и боросиликата по причине их доступности, хотя любые из указанных выше полировочных материалов работают хорошо. При проведении испытаний, например, был применен с удовлетворительными результатами каолинитовый кварц вместо боросиликата.
Объем мелких твердых полировочных частиц в соответствии с настоящим изобретением преимущественно лежит в диапазоне от 5 до 40% массы всей готовой смеси, а более предпочтительно, в диапазоне от 10 до 30%, а еще лучше в диапазоне от 15 до 25%. Смеси, содержащие относительно равные количества обожженного глинозема, диоксида кремния (кремнезема) и боросиликата, хорошо показали себя в большинстве случаев применения. Тем не менее, главным критерием для данного применения является зернистость (размер зерна) полировочных твердых частиц, а не их идентичность (по составу).
Действительно, для некоторых применений зачастую критичной является способность поддержания калибра полировочных частиц в соответствии с реальной потребностью данного применения. Например, в тех случаях, когда требуется применение очень мелких твердых полировочных частиц, в частности в таких случаях, как обработка очковых линз (когда предпочтительно иметь калибр твердых полировочных частиц в диапазоне от 3 до 5 мкм), полезность полировочного состава может быть ограничена, если в нем также содержатся и твердые частицы больших размеров (например, частицы размерами около 10-15 мкм или больше), хотя небольшие отклонения и могут быть допущены. Тем не менее, могут существовать и другие применения, где наличие частиц различных размеров в одном полировочном составе допустимо или даже желательно.
Экспериментальный тест 1. Были проведены испытания на различных изделиях составов, содержащих полировочные твердые частицы с размерами, соответствующими определенным заранее выбранным диапазонам. В результате проведения таких тестов было обнаружено, что полировочные составы, имеющие следующие указанные слева в таблице размеры полировочных частиц, работают наилучшим образом при проведении первоначальной обработки соответствующих пластиковых изделий, указанных справа:
0,5-3 мкм - Очень мягкие пластики и сверхмелкие дефекты поверхности
3-5 мкм - Очки или компакт-диски
10-15 мкм - Открывающиеся верхние пластиковые стекла (автомобилей)
20-30 мкм - Иллюминаторы самолетов
40-50 мкм - Глубокие царапины
50-500 мкм - Трудоемкое восстановление поверхности пластика
Естественно, для получения наилучших результатов при обработке широких царапин предпочтительно производить последовательную обработку поверхности в несколько операций с последовательным уменьшением размера зерна твердых полировочных частиц до полного удаления всех дефектов и полного восстановления прозрачности пластиковой поверхности, близкой к ее первоначальному состоянию.
При проведении некоторых тестов полировочные составы содержали случайные небольшие количества чрезмерно больших частиц (от 500 до 1000 мкм) и было обнаружено, что такие составы не позволяют полностью восстановить пластиковую поверхность. Можно полагать, что частицы очень больших размеров вызывают при проведении полирования нанесение некоторого небольшого объема царапин, которые едва видны невооруженным глазом, но которые способны ощутимым образом повреждать поверхность пластика.
Чрезмерно большие частицы вероятно попадают в полировочный состав при первоначальном вводе в него абразивных частиц при недостаточно строгом контроле качества. Дополнительно некоторые экспериментальные композиции хранились на складе в течение длительного периода времени в промежутках между последовательными тестами и изменением состава (рецептуры). В течение этого времени существует вероятность того, что некоторые из частиц образуют агломерат, слипаясь друг с другом, возможно, в результате воздействия некоторых посторонних и нежелательных растворителей, которые также могли быть случайно добавлены в полировочный состав. Эти излишние растворители часто содержатся в растворителях технического качества, которые были использованы в некоторых из первых экспериментальных составов (рецептур). Поэтому важно использовать растворители более высокого качества при создании рецептуры полировочных составов с целью предотвращения попадания таких нежелательных растворителей в результирующую смесь.
Что касается растворителей, используемых в соответствии с настоящим изобретением, то было обнаружено, что предпочтительно использование ундекана, хотя любые эквивалентные растворители будут работать также хорошо. В действительности, как это будет показано в приведенных далее примерах, различные экспериментальные рецептуры содержат множество растворителей различного вида, некоторые из которых могут иметь такую же полезность, или по крайней мере способны работать совместно с целью удаления царапин. Другие эквивалентные растворители включают в себя, но без ограничения, гептан, октан, нонан, декан, тридекан, тетрадекан, пентадекан и другие связанные с ними растворители или аналогичные растворители с аналогичным содержанием углерода.
Соответствующие настоящему изобретению полировочные составы содержат объемы растворителей в диапазоне от 3 до 35% массы готовой смеси в зависимости от того, хотят получить густую или жидкую рецептуру. Когда желательно получение густой (вязкой) рецептуры, используют меньшие количества растворителя, преимущественно в диапазоне от 3 до 15%, а еще предпочтительней - в диапазоне от 5 до 12%, а еще лучше, в диапазоне от 7 до 10%. Когда желательно получение более жидкой рецептуры, то используются большие объемы растворителей, преимущественно в диапазоне от 18 до 33%, а еще предпочтительней - в диапазоне от 22 до 28%.
Наконец, в соответствующие настоящему изобретению полировочные составы добавляется вода в объемах от 35 до 85%, предпочтительно от 45 до 75%, а еще предпочтительней от 55 до 66%. С целью получения более чистого полировочного состава предпочтительно использование очищенной воды.
В дополнение к этим основным ингредиентам иногда предпочтительно добавлять стабилизатор, который позволяет поддерживать полировочный состав в состоянии хорошего перемешивания в суспензии (взвеси). К таким материалам относится карнаубский воск. Кроме своего действия в качестве стабилизатора, карнаубский воск также способствует процессу полирования, обеспечивая некоторую степень смазывания. Преимущественным видом карнаубского воска является воск в виде пасты Mother's Pure Paste (продукт фирмы Mother's Pure Paste Co, Хинтингтон Бич, Калифорния), в котором отсутствуют очистители и который содержит до 22% чистого воска. Карнаубский воск входит в полировочный состав в соотношении от 5 до 30% по массе, а более предпочтительно от 10 до 20%.
Далее приведены конкретные примеры композиций и способов, которые были созданы в соответствии с настоящим изобретением совместно с результатами экспериментальных испытаний, показывающих развитие продукта, также как и его общую полезность для выведения царапин, устранения помутнения или изменения окрашивания.
Пример 1
Композиция для выведения царапин, устранения помутнения и изменения окрашивания пластиковых поверхностей (именуемая далее "Густая рецептура") имеет состав со следующими компонентами, %:
Твердый полирующий материал (частицы) - 26,6
Вода - 65,7
Общее содержание растворителей - 7,7
Состав растворителей:
Ундекан - 20
Диоксид кремния - 16,9
Декан - 13,7
Мусколактон - 12,7
Додекан - 9,8
1-Метил-4-нитробензол - 9,5
Этаноламин - 7,5
1-Метил-3-нитробензол - 5,6
1-4-Дихлорбензол - 5,0
3-Диметилоктан - 4,9
2-Метилдекан - 3,5
4-Этилгексан - 2,0
5-Метилгексан - 1,3
2,9-Диметилдекан - 1,3
Густая рецептура использована при проведении множества экспериментальных испытаний, результаты которых приведены ниже. Полировочные твердые частицы или абразивный порошок в густой рецептуре состоят из каолинитового кварца, диоксида кремния и обожженного оксида алюминия, которые имеют размер зерна от 3 до 100 мкм (при наличии небольшого объема более крупных частиц, о чем говорилось ранее), хотя доминирующими являются частицы размерами ориентировочно от 50 до 100 мкм.
Как показывают приведенные ниже результаты экспериментальных испытаний, густая рецептура полезна для удаления царапин, помутнения и изменения окрашивания для различных пластиковых изделий. Тем не менее, в некоторых случаях прекрасные результаты не были получены из-за наличия в объеме абразивных частиц недопустимо больших частиц размерами от 250 до 1000 мкм. Можно полагать, что эти большие частицы попадают в полировочный состав в результате влияния двух независимых причин: (1) за счет начальной добавки абразивов, которые не были полностью очищены от частиц сверхбольших размеров, (2) за счет агломерации частиц с течением времени, как это обсуждалось выше. При этом было обнаружено, что некоторые растворители могут вступать в реакцию по крайней мере с частицами диоксида кремния, что было доказано наличием значительного объема растворенного диоксида кремния в фазе растворителя.
Следует отметить, что эта проблема растворения диоксида кремния (кремнезема) в органическом слое была разрешена изменением рецептуры полировочного состава, как это показано в приведенном далее примере 3, путем удаления таких растворителей, которые не являются необходимыми для успешного осуществления настоящего изобретения и которые были включены в начальный полировочный состав только по той причине, что для приготовления начальных экспериментальных рецептур использовались растворители технического качества.
Пример 2
Была создана композиция для удаления царапин, помутнения и изменения окрашивания с различных пластиковых поверхностей (в дальнейшем именуемая как "жидкая рецептура"), имеющая следующий состав, %:
Твердый полирующий материал (частицы) - 26,4
Вода - 54,0
Общее содержание растворителей - 19,6
Состав растворителей:
Ундекан - 12,5
Диоксид кремния - 4,8
Декан - 19,8
1-Этил-1-метилбензол - 5,2
Нонан - 4,8
2-Метилдекан - 3,9
3-Метилдекан - 2,7
4-Метилдекан - 4,1
5-Метилдекан - 3,8
1-3,5-Триметилбензол - 3,6
2-Этил-1-деканол - 3,1
3-Метилнонан - 3,0
Додекан - 2,8
Циклогексан - 2,3
Пентакозан - 2,5
3-этил-2-этилгептан - 2,2
4-этил-1,2-диметилбензол - 2,3
Другие легкие углеводороды - Остаток
Жидкая рецептура была использована в различных экспериментальных испытаниях, как это показано далее. Аналогично густой рецептуре полировочные твердые частицы или абразивный порошок в жидкой рецептуре состоят из каолинитового кварца, диоксида кремния и обожженного оксида алюминия, которые имеют размер зерна от 3 до 100 мкм (при наличии небольшого объема более крупных частиц, о чем говорилось ранее), хотя доминирующими являются частицы размерами ориентировочно от 3 до 50 мкм.
Как показывают приведенные ниже результаты экспериментальных испытаний, жидкая рецептура полезна для удаления царапин, помутнения и изменения окрашивания для различных пластиковых изделий. Тем не менее, в некоторых случаях прекрасные результаты не были получены из-за наличия в объеме абразивных частиц недопустимо больших частиц размерами от 250 до 1000 мкм, которые попадают в полировочный состав по тем же причинам, что и указанные для густой формулы.
Описанные далее эксперименты были проведены прежде всего с использованием густой рецептуры для удаления значительных царапин и повреждений с последующим применением жидкой рецептуры для удаления более мелких царапин и придания пластиковой поверхности более гладкого и чистого вида.
Экспериментальный тест 2. Была произведена проверка густой и жидкой рецептур на самолете Lear 25-D, имеющем 10-летний срок службы, который в течение нескольких лет стоял на приколе на побережье Франции. Воздействие морской соленой воды, влаги и других элементов вызвало значительные повреждения иллюминаторов, замена которых на фирме Learjet оценивалась в 75.000 долларов США. Прежде всего была опробована густая рецептура со значительным числом полировочных частиц большого размера зерна (50-100 мкм), с последующим использованием жидкой рецептуры с более мелким зерном полировочных частиц (3-50 мкм). Совместное применение густой и жидкой рецептур позволило полностью восстановить иллюминаторы в их первоначальном или близком к первоначальному виде. При получении таких результатов фирма Learjet предоставила для экспериментального испытания и восстановления дополнительно пять ветровых стекол и лобовое стекло кабины экипажа.
Экспериментальный тест 3. Было проведено испытание густой и жидкой рецептур аналогичным образом, как и в экспериментальном тесте 2, для подъемников и вагончиков пяти различных лыжных курортов, при этом удалось восстановить их остекление до первоначального или близкого к этому вида.
Экспериментальный тест 4. Было проведено испытание густой и жидкой рецептур аналогичным образом, как и в экспериментальном тесте 2, для (автомобильных) пластиковых открывающихся стекол, поставляемых фирмами Мерседес Бенц и Нос Америка. Перед проведением испытания пластиковые стекла были специально поцарапаны и повреждены при помощи металлической стружки до такой степени, что они стали совершенно белыми. Применение густой и жидкой рецептур оказалось успешным для восстановления первоначального или близкого к этому состояния этих стекол.
Экспериментальный тест 5. Было проведено испытание густой и жидкой рецептур аналогичным образом, как и в экспериментальном тесте 2, для иллюминаторов самолетов фирмы Learjet, принадлежащих фирме Global Jet, являющей международной исполнительной брокерской/дилерской фирмой, с юридическим адресом в Атланте, Штат Джорджия. Условия окружающей среды, воздействию которых подвергались эти иллюминаторы, вызывали повреждения различного вида, отличающиеся от повреждений иллюминаторов французского самолета Learjet. Оценочная стоимость замены каждого иллюминатора составляла от 10.000 до 22.000 долларов США и требовала очень высокой тщательности исполнения при проведении полировки и чистки. В данном случае экспериментальные испытания вновь показали полезность применения способов и композиций, соответствующих настоящему изобретению, для продления срока службы пластиковых иллюминаторов.
Экспериментальный тест 6. Было проведено испытание густой и жидкой рецептур аналогичным образом, как и в экспериментальном тесте 2, для самолетов, принадлежащих дилерской/брокерской фирме Corporate Wings Inc., находящейся в Солт Лейк Сити (США), которая эксплуатирует турбинные пассажирские самолеты. В данном случае иллюминаторы самолетов подвергались воздействию условий окружающей среды, отличающихся от воздействия на самолеты других местных линий. В данном случае иллюминаторы были изготовлены из акрилового пластика, было важно проверить, что и в таком случае способы и композиции, соответствующие настоящему изобретению, оказываются полезными. Эти иллюминаторы, имеющие серьезные повреждения, царапины и помутнение, были полностью восстановлены полированием с использованием густой и жидкой рецептур.
Экспериментальный тест 7. Было проведено испытание густой и жидкой рецептур аналогичным образом, как и в экспериментальном тесте 2, на образцах старых (антикварных) самолетов, хранящихся в музее военно-воздушных сил, расположенном поблизости от Огдена, штат Юта. Так как эти самолеты являются старыми, их иллюминаторы изготовлены из разнообразных пластмасс и подвергались при эксплуатации воздействию самых различных условий окружающей среды. Соответствующие настоящему изобретению композиции позволили в значительной степени улучшить прозрачность и оптические свойства каждого из испытанных иллюминаторов.
Проведенные испытания показали, что соответствующие настоящему изобретению полировочные составы и способы обеспечивают восстановление множества различных пластиковых поверхностей до их первоначального или близкого к первоначальному состояния. Тем не менее, были обнаружены по меньшей мере два недостатка в рецептурах, которые существовали на экспериментальной стадии. Прежде всего, было обнаружено, что записи тестов недостаточно полны для предоставления информации относительно точного состава компонентов смеси и объема каждого из них. С этой проблемой связан тот факт, что были использованы многие растворители недостаточно высокого качества, которые зачастую содержали загрязнители или примеси, не являющиеся необходимыми для достижения полезности настоящего изобретения. Тем не менее, после проведения количественного анализа были обнаружены значительные объемы таких ингредиентов, относительно которых существует неясность, полезны они или нет.
Во-вторых, что также очень важно, существуют включения и/или образования (агломерат) полировочных частиц большего размера, чем необходимый или желательный размер. Так как композиции представляют собой смеси, составляемые самим заявителем, то бывали случаи, когда добавляемый абразивный порошок не всегда был лучшего качества и не всегда был в должной мере классифицирован и разделен по размеру частиц. Кроме того, некоторые агломерации полировочных частиц могли происходить в результате осаждения композиции в течение длительных периодов ожидания между экспериментальными использованиями. Существует также и вероятность того, что некоторые посторонние растворители могли способствовать этому процессу (агломерации).
В результате, была изменена рецептура соответствующих настоящему изобретению полировочных композиций с целью охарактеризовать и исключить все посторонние растворители, а также включить в композиции только абразивные порошки с размером зерна, лежащим в узком желательном диапазоне.
Пример 3
Была создана композиция для удаления царапин, помутнения и изменения окрашивания пластиковых поверхностей, включающая в себя следующие компоненты, %:
Общее содержание твердых полировочных частиц - 16
Обожженный глинозем (5 мкм) - 5
Диоксид кремния (3,9 мкм) - 5
Боросиликат (10-20 мкм) - 5
Вода - 62
Ундекан - 7
Чистый карнаубский воск - 15
Эта новая рецептура была испытана на множестве пластиковых поверхностей, было обнаружено, что она позволяет удалять царапины, помутнение, изменение окрашивания и другие дефекты, причем достигаются результаты, равные или превышающие полученные ранее с использованием рецептур экспериментальных тестов 1- 7. Однако в данном случае отсутствовали случайные царапины в результате воздействия больших частиц с нежелательным размером зерна (которые в данной рецептуре исключены), которые присутствовали в прежней рецептуре.
Несмотря на то, что следующие примеры являются гипотетическими по своей природе, они базируются на аналогичном приготовлении смесей, которые либо были созданы заново, либо вычислялись и экстраполировались из существующих смесей. Данные примеры включены в описание также для более конкретного знакомства специалистов в данной области с соответствующими настоящему изобретению композициями и способами.
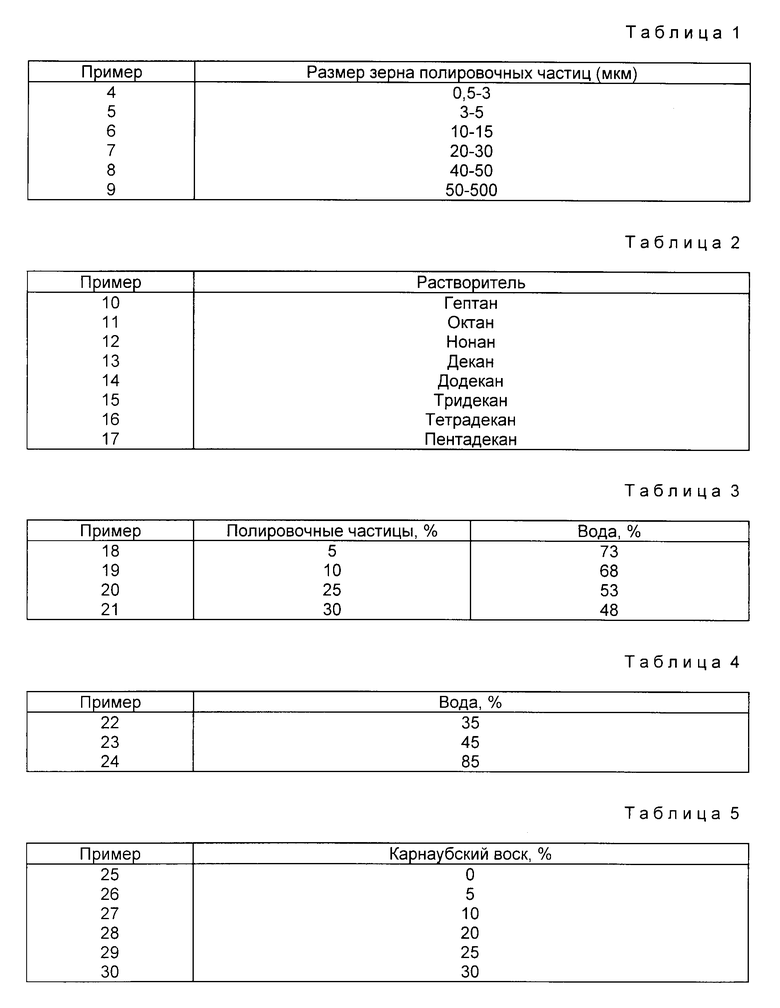
Примеры 4-9
Композиции в этих примерах аналогичны примеру 3 за исключением того, что в каждом примере добавлялись полировочные частицы с измененным размером зерна. В каждом примере композиции и содержание различных составляющих материалов соответствует примеру 3 (см. табл.1).
Эти композиции способны удалять царапины разного размера и другие дефекты с разнообразных пластиковых поверхностей в зависимости от размера зерна полировочных частиц. Например, композиции с более мелким зерном полировочных частиц лучше подходят для удаления более мелких царапин и дефектов, в то время как композиции с более грубыми полировочными частицами лучше удаляют большие царапины и значительные дефекты. Дополнительно для восстановления наиболее гладкого состояния полировки пластиковой поверхности предпочтительно производить обработку пластиковой поверхности рядом композиций с постепенно уменьшающимся размером зерна полировочных частиц в тех случаях, когда первоначально использованы композиции с большим размером зерна.
Примеры 10-17
Использованные в этих примерах композиции аналогичны композиции примера 3 за тем исключением, что вместо ундекана было использовано множество растворителей, аналогичных ундекану. Во всех других отношениях композиции и объемы (количество) различных составляющих их материалов соответствуют примеру 3. В частности, упомянутые другие растворители были включены в композиции в концентрациях около 7% по массе от общей массы композиции (см. табл.2).
Эти композиции способны удалять царапины разного размера и другие дефекты с разнообразных пластиковых поверхностей с такой же эффективностью, что и композиция примера 3, за тем исключением, что композиции каждого из данных примеров имеют небольшую тенденцию к потере растворителя в результате его испарения при применении из-за различия в летучести (испаряемости) различных растворителей. В некоторых случаях предпочтительным является использование композиций, которые теряют растворитель слегка быстрее, а в других, когда эта потеря происходит несколько медленнее. Например, это может быть случай применения композиций при различных температурах. В других случаях тип пластика может диктовать указанную вариацию.
Примеры 18-21
Использованные в этих примерах композиции аналогичны композиции примера 3 за тем исключением, что отличаются объемы полировочных частиц и воды. Все эти композиции имеют одинаковое процентное содержание растворителя и карнаубского воска (см. табл.3).
Эти композиции способны удалять царапины разного размера и другие дефекты с разнообразных пластиковых поверхностей с такой же эффективностью, что и композиция примера 3, за тем исключением, что процесс полировки с использованием композиций с меньшим объемом полировочных частиц занимает больше времени, хотя при этом получают слегка более гладкую поверхность. Обычно составы с большим содержанием полировочных частиц лучше подходят для осуществления полировочных работ, требующих срочного выполнения, хотя в результате получают немного худшее качество поверхности.
Примеры 22-24
Использованные в этих примерах композиции аналогичны композиции примера 3 за тем исключением, что отличаются объемы воды, при этом пропорционально изменяется содержание других компонентов для компенсации разницы (см. табл. 4).
Композиции, имеющие более низкое содержание воды (и поэтому пропорционально более высокое содержание полировочных частиц и растворителей) позволяют производить чистку пластиковых поверхностей быстрее, чем композиция примера 3, в то время как композиции с более высоким водным содержанием - медленнее.
Примеры 25-30
Использованные в этих примерах композиции аналогичны композиции примера 3 за тем исключением, что отличаются объемы карнаубского воска, а содержание всех остальных ингредиентов пропорционально изменено для компенсации разницы (см. табл.5).
Эти композиции способны удалять царапины разного размера и другие дефекты с разнообразных пластиковых поверхностей с такой же эффективностью, что и композиция примера 3, за тем исключением, что композиции с малым содержанием или отсутствием карнаубского воска имеют тенденцию к более быстрому разделению на органическую и водную фазы, поэтому в процессе использования требуется производить более частое взбалтывание композиции. Однако даже самые малые содержания карнаубского воска в значительной степени увеличивают тенденцию смесей оставаться в состоянии взвеси (суспензии). Композиции, содержащие большие объемы карнаубского воска, остаются во взвешенном состоянии в течение более длительного промежутка времени, однако требуют большего времени полировки в результате возрастания смазывающей способности воска.
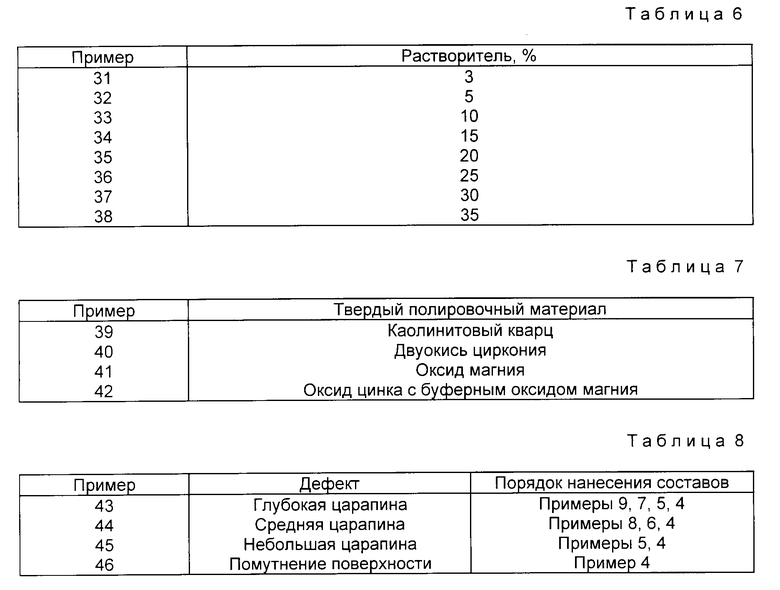
Примеры 31-38
Использованные в этих примерах композиции аналогичны композиции примера 3 за тем исключением, что отличаются объемы растворителя, а содержание всех остальных ингредиентов пропорционально изменено для компенсации разницы (см. табл.6).
Эти композиции способны удалять царапины разного размера и другие дефекты с разнообразных пластиковых поверхностей с такой же эффективностью, что и композиция примера 3, за тем исключением, что композиции с меньшим содержанием растворителя обладают меньшей способностью к размягчению пластиковой поверхности в ходе процесса полирования, в то время как композиции с большим содержанием растворителя имеют большую тенденцию к размягчению пластиковой поверхности. Пластики, более стойкие или более сопротивляющиеся воздействию растворителя, могут потребовать добавления большего объема размягчающего пластик растворителя, в то время как для обработки мягких пластиков требуется меньше растворителя.
Примеры 39-42
Использованные в этих примерах композиции аналогичны композиции примера 3 за тем исключением, что вместо боросиликата был использован в объеме 5% твердый полировочный материал, данный в табл.7.
Примеры 43-46
Некоторые или все композиции примеров 4-9 были применены для обработки пластиковых поверхностей, имеющих царапины или дефекты различной интенсивности. Как правило, составы с большим размером зерна полировочных частиц используются в первую очередь, в то время как составы с постепенно уменьшающимся размером зерна полировочных частиц используются в последующих операциях полировки для придания пластиковой поверхности наиболее гладкого и чистого состояния. В перерывах между операциями производят полное удаление остающегося на поверхности пластика полировочного материала, а затем наносят последующий полировочный состав. Нанесение полировочных составов для проведения каждой новой операции производится при помощи чистой полировочной подушки (см. табл.8).
Соответствующие указанным примерам способы и композиции способны восстановить состояние поверхности до близкого к идеальному состояния. При этом производится удаление незначительного объема пластика в случае глубокой царапины примера 42 и фактически отсутствует удаление пластика при помутнении поверхности в примере 45.
Настоящее изобретение может иметь различные специфические формы его осуществления, не выходящие за рамки его основных характеристик. Приведенные примеры следует во всех отношениях рассматривать только как иллюстративные, но не имеющие характера ограничения рамок изобретения. Все изменения, которые не выходят за значение, смысл и рамки эквивалентности пунктов формулы изобретения, должны рассматриваться как подпадающие под объем действия этих пунктов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реставрации повреждений лакокрасочных покрытий транспортных средств | 2022 |
|
RU2774511C1 |
| СОСТАВЫ И СПОСОБЫ ДЛЯ ВОССТАНОВЛЕНИЯ ПЛАСТМАССОВЫХ КОЛПАКОВ И ЛИНЗ | 2009 |
|
RU2487792C2 |
| Суспензия для полирования кристаллов германия | 2022 |
|
RU2809530C1 |
| АБРАЗИВ ИЗ ОКСИДА ЦЕРИЯ И СПОСОБ ПОЛИРОВАНИЯ ПОДЛОЖЕК | 1997 |
|
RU2178599C2 |
| СПОСОБ И СИСТЕМА КОНВЕРГЕНТНОГО ПОЛИРОВАНИЯ | 2012 |
|
RU2610991C2 |
| ПОЛИРУЮЩАЯ КОМПОЗИЦИЯ | 2012 |
|
RU2591152C2 |
| СПОСОБ ОГРАНКИ МЯГКОГО ЮВЕЛИРНОГО МАТЕРИАЛА, НАПРИМЕР ЖЕМЧУГА, С ВЫСОКОТОЧНОЙ ПОЛИРОВКОЙ НА СВОБОДНОМ АБРАЗИВЕ | 2011 |
|
RU2467099C1 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, ИНСТРУМЕНТЫ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ВРАЩЕНИЯ, СПОСОБЫ | 2008 |
|
RU2471606C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2019 |
|
RU2716561C1 |
| КОМПОЗИЦИЯ ХИМИЧЕСКОГО МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ САПФИРА И СПОСОБЫ ЕЕ ПРИМЕНЕНИЯ | 2014 |
|
RU2661219C2 |
Изобретение относится к полировочным композициям и способам удаления царапин и других дефектов с разнообразных пластиковых поверхностей с целью улучшения их прозрачности и оптического качества. Каждая полировочная композиция включает в себя твердый полировочный материал, воду и органический растворитель, содержащий ундекан или любой другой эквивалентный растворитель. Композиция также включает в себя стабилизатор, такой как карнаубский воск, для поддержания других ингредиентов в состоянии суспензии или в состоянии взаимного смешивания. Полировочные композиции наносятся при помощи полировочных подушек, изготовленных из разнообразных материалов, включая открытопористый полиуретан, шерсть с густым ворсом, хлопок или синтетические материалы. Композиции наносятся вручную при помощи ручной роторной, орбитальной или колебательной полировочной машины, причем эти композиции совместимы с существующими машинами для удаления царапин, такими как машины-роботы, используемые для восстановления иллюминаторов самолетов. 3 с. и 37 з.п. ф-лы, 8 табл.
Твердый полировочный материал - 5 - 40
Вода - 35 - 85
Органический растворитель - 3 - 35
2. Композиция по п.1, отличающаяся тем, что содержание твердого полировочного материала составляет 10 - 30% по массе.
Твердый полировочный материал - 5 - 40
Вода - 35 - 85
Органический растворитель - 3 - 35
причем твердый полировочный материал имеет размер зерна твердых полировочных частиц в диапазоне 0,5 - 500 мкм и содержит каолинитовый кварц, диоксид кремния и обожженный оксид алюминия, а органический растворитель содержит по крайней мере один алкан, выбранный из группы, состоящей из гептана, октана, нонана, декана, ундекана, додекана, тридекана, тетрадекана и пентадекана.
Твердый полировочный материал - 5 - 40
Вода - 35 - 85
Органический растворитель - 3 - 30
берут полировочную подушку, композицию наносят на подушку и процесс удаления царапин и других дефектов осуществляют указанной композицией.
| US, патент 4544578, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
