[01] Для защиты и сохранения эстетических свойств отделки автомобиля или иного транспортного средства известен, в целом, способ нанесения верхнего прозрачного (непигментированного или слабопигментированного) отделочного слоя поверх цветного (пигментированного) основного слоя таким образом, что основной слой остается в неприкосновенности в течение длительного воздействия со стороны окружающей среды или погодных условий. Вообще, в искусстве это известно как отделка подмалевки кроющим слоем или отделка первого слоя лаком. Получаемая отделка не всегда оказывается совершенно гладкой (вследствие, например, условий распыла, состава кроющего или прозрачного слоя, условий сушки, топографии подстилающей поверхности и т.п.). Гораздо чаще прозрачный или кроющий слой отделки приобретает структуру поверхности, похожую на структуру, видимую на кожуре апельсина. Такая структура обычно именуется «апельсиновой коркой» и в большинстве ситуаций оказывается приемлемой.
[02] При нанесении каждого из этих слоев или во время их ремонта пыль, грязь и другие частицы могут проникать в отделку, вызывая появление таких дефектов, как выступы над поверхностью отделки (обычно именуемые «шишками»). Дефекты обычно ухудшают вид структуры апельсиновой корки до уже неприемлемой степени.
[03] Удаление неприемлемых дефектов (именуемое, обычно, «удалением шишек») традиционно осуществляется методами относительно агрессивного шлифования, которые вызывают образование на поверхности углублений, площадь которых существенно больше самого дефекта. В результате сам ремонт может вызвать образование плоских пятен на характерной структуре апельсиновой корки рядом с удаленным дефектом. Такие плоские пятна на структуре апельсиновой корки в определенных обстоятельствах могут также оказаться неприемлемыми. Во избежание появления плоских пятен на структуре апельсиновой корки, специалисты, вместо ремонта отдельных дефектов, могут даже потребовать ремонта всей панели кузова. Стол обширная повторная отделка существенно увеличивает расход времени, энергии и средств на устранение/ремонт таких дефектов, как шишки отделки.
[04] Рассматривая шире, такие же проблемы сопряжения внешнего вида поверхности на обработанных и необработанных участках могут возникать и при многих других обычных процессах шлифования, как, например, процессы с применением абразивных изделий с покрытиями.
РЕЗЮМЕ ИЗОБРЕТЕНИЯ
[05] Настоящее изобретение предусматривает способы шлифования поверхности посредством вращающихся возвратно-поступательно абразивных поверхностей, находящихся в контакте с обрабатываемой поверхностью. Настоящее изобретение может также предусматривать абразивные изделия для применения в инструментах возвратно-поступательного вращения. Помимо того, настоящее изобретение может также предусматривать способы удаления поверхностных дефектов, когда способ зачистки (с применением вращающейся возвратно-поступательно абразивной поверхности) сопровождается одной или несколькими операциями полировки.
[06] Используемый здесь термин «возвратно-поступательное вращение» (и его вариации) применяется для описания попеременного вращения абразивного изделия вокруг оси в направлении по часовой стрелке и против часовой стрелки. Другими словами, абразивное изделие сначала вращается в одном направлении вокруг оси вращения, останавливается, вращается в противоположном направлении, останавливается и т.д.
[07] Возвратно-поступательное вращение абразивного изделия может давать преимущества при удалении с поверхности мелких дефектов (например, шишек, выступов и т.п.) по сравнению с обычной технологией, использующей, например, вращающиеся абразивные изделия. К таким преимуществам можно отнести, например, уменьшение нарушений структуры апельсиновой корки на поверхности, окружающей дефект, снижение числа этапов, необходимых для завершения ремонта, сокращение общей площади, затрагиваемой ремонтом и т.п.
[08] Ограничение нарушения структуры апельсиновой корки на отделанной поверхности при эффективном удалении поверхностного дефекта может, во многих случаях, позволить удаление таких дефектов без необходимости обработки всей поверхности с целью удаления плоских пятен на структуре апельсиновой корки, неприемлемых по размеру или частоте появления.
[09] Среди потенциальных преимуществ настоящего изобретения присутствует возможность сокращения числа этапов, необходимых для ремонта дефектов, например, на отделанной поверхности (на которой выполнена вся отделка, например, окраска, кроющий слой, полировка и т.п.). Обычные методы удаления таких дефектов (иногда именуемые в автомобильной промышленности «удалением шишек») могут потребовать до пяти этапов для достижения приемлемого результата. Традиционная технология обычно включает в себя: 1) зачистку (для удаления выступов); 2) выборку царапин (для удаления наиболее заметных царапин зачистки); 3) затирку (для более полного удаления царапин зачистки); 4) полировку (для полировки отделки после этапов 2 и 3) и 5) удаление следов (для удаления следов, оставшихся после полировки).
[10] Поскольку насадки инструментов, используемых для обдирки, обычно имеют большие размеры (например, диапазон диаметров 6-9 дюймов (15,2-22,9 сантиметра)), получаемые площади, на которых должны проводиться этапы 1-5, также оказываются большими, ведь большие насадки делают практически невозможным избежать появления на поверхности, с которой удаляется дефект, больших затронутых обработкой участков. В некоторых случаях оказывается более экономичным заново отделать всю панель кузова, используя этапы, указанные выше (особенно, если структура апельсиновой корки на отделке оказывается удалена на больших участках).
[11] Напротив, абразивные изделия и инструменты возвратно-поступательного вращения по настоящему изобретению, предоставляют пользователю возможность отремонтировать дефекты поверхности, потратив лишь часть времени, необходимого для обычной 5-этапной технологии. При использовании настоящего изобретения дефекты могут быть устранены (с ограниченным воздействием на структуру апельсиновой корки) путем зачистки (абразивными изделиями и инструментом возвратно-поступательного вращения, описанным здесь), сопровождаемой одной или несколькими операциями полирования. Это может оказаться предпочтительнее обдирки с последующим этапом первоначального полирования, сопровождающейся, по меньшей мере, одной операцией последующего полирования для удаления следов, оставшихся после операции первоначального полирования. Другими словами, обычный 5-этапный процесс может выполняться за два или три этапа.
[12] Далее, поскольку размер участка, затронутого во время удаления каждого отдельного дефекта, относительно мал, нарушение структуры апельсиновой корки вокруг дефекта существенно сокращается по сравнению с техникой удаления дефекта («шишки») с применением обычного крупного инструмента. В результате, может быть существенно уменьшена вероятность того, что вся панель кузова потребует повторной отделки вследствие заметного уплощения апельсиновой корки вокруг каждого дефекта.
[13] Для минимизации размера участка, затронутого в ходе процесса исправления отделки, предпочтительнее может оказаться применение абразивных изделий с небольшими абразивными поверхностями. Так, например, может оказаться предпочтительнее использование абразивных поверхностей размером не более примерно 500 квадратных миллиметров (мм2), в некоторых случаях - не более примерно 300 мм2 или даже не более примерно 150 мм2. При столь малых абразивных поверхностях, однако, обычная технология вращательной обдирки, когда абразивная поверхность вращается с относительно высокой скоростью, дает больше энергии, нежели требуется для удаления дефекта. Эта избыточная энергия обычно приводит к нежелательному выделению тепла, более глубоким царапинам и/или более агрессивному удалению материала, чем требуется, - в частности, при удалении дефектов малой площади.
[14] Возвратно-поступательное вращение абразивного изделия, рассматриваемое в связи настоящим изобретением, способно, однако, предоставить достаточно абразивной энергии для удаления дефекта. Тем не менее, количество абразивной энергии не столь велико, чтобы вызвать избыточные царапины и/или излишнее снятие материала. Иными словами, царапины, возникающие при применении инструмента с возвратно-поступательным вращением, могут быть мельче, чем царапины, возникающие при применении вращательного обдирочного инструмента. Более мелкие царапины потребуют, скорее всего, менее обширного исправления отделки по сравнению с большинством обычных способов обдирки/исправления отделки.
[15] Скорость, с которой абразивные изделия могут вращаться возвратно-поступательно, может меняться в зависимости от различных факторов (например, поверхности, подлежащей обдирке, размера абразивного изделия, желаемой степени обдирки и т.п.). Может оказаться предпочтительным возвратно-поступательное вращение с частотой, не менеее 60 циклов в минуту (т.е. 1 герц) (где циклом считается изменение направления вращения). В некоторых случаях предпочтительной может оказаться частота возвратно-поступательного вращения не менее 2 Гц, не менее 100 Гц, не менее 500 Гц, не менее 1000 Гц, или даже не менее 2000 Гц.
[16] С одной стороны, настоящее изобретение может предложить способ зачистки поверхности детали. Способ включает в себя наличие абразивного изделия, установленного на валу инструмента с механическим приводом, отличающегося тем, что абразивное изделие имеет абразивную поверхность с абразивными частицами, прикрепленными к ней; контакт поверхности детали с абразивной поверхностью абразивного изделия и возвратно-поступательного вращения абразивной поверхности абразивного изделия вокруг оси вращающегося возвратно-поступательно вала инструмента с механическим приводом,
отличающегося тем, что поверхность детали зачищается абразивными частицами, прикрепленными к абразивной поверхности абразивного изделия, причем абразивная поверхность абразивного изделия вращается возвратно-поступательно вокруг оси вращения.
[17] С другой стороны, настоящее изобретение может предложить соответствующее абразивное изделие, содержащее основание, снабженное установочной поверхностью; упругий сжимаемый элемент, прикрепленный к установочной поверхности основания, отличающееся тем, что сжимаемый элемент имеет первую основную поверхность, обращенную к установочной поверхности основания, и вторую основную поверхность, обращенную в противоположную сторону, и отличающееся тем, что и первая основная поверхность, и вторая основная поверхность сжимаемого элемента имеют размер равный или превышающий размер установочной поверхности основания; упругую опорную прокладку, прикрепленную к сжимаемому элементу, отличающееся тем, что опорная прокладка имеет первую основную поверхность, обращенную к сжимаемому элементу, и вторую основную поверхность, обращенную в противоположную сторону, и отличающееся тем, что и первая основная поверхность, и вторая основная поверхность опорной прокладки имеют размер, превышающий размер второй основной поверхности сжимаемого элемента, и абразивный элемент, прикрепленный ко второй основной поверхности опорной прокладки так, что абразивная поверхность абразивного элемента обращена в сторону, противоположную сжимаемому элементу и основанию, отличающееся тем, что абразивная поверхность обладает плоской абразивной поверхностью, совпадающей по размеру со второй основной поверхностью опорной прокладки
[18] С другой стороны, настоящее изобретение может предложить абразивный инструмент, содержащий приводное устройство, снабженное выходным валом, приспособленным к возвратно-поступательному вращению относительно оси, и абразивное изделие, снабженное абразивной поверхностью, содержащей абразивные частицы, отличающееся тем, что абразивное изделие прикрепляется к выходному валу, отличающееся тем, что возвратно-поступательное вращение выходного вала сообщает возвратно-поступательное вращение абразивному изделию относительно оси вращения.
[19] С другой стороны, настоящее изобретение может предложить способ ремонта дефектов на поверхности детали. Способ включает в себя зачистку одного или нескольких дефектов на поверхности детали путем возвратно-поступательного вращения абразивной поверхности абразивного изделия вокруг оси с использованием вала инструмента с механическим приводом, отличающуюся тем, что поверхность детали зачищается абразивными частицами,
прикрепленными к абразивной поверхности абразивного изделия, в то время как абразивная поверхность абразивного изделия вращается возвратно-поступательно вокруг оси вращения; и полирование участка поверхности детали, окружающего и содержащего один или несколько дефектов поверхности детали, путем контакта поверхности детали с рабочей поверхностью подушки, отличающуюся тем, что рабочая поверхность подушки вращается в одном направлении относительно оси вращения, проходящей через поверхность детали и рабочую поверхность подушки, отличающуюся тем, что абразивная суспензия подается к поверхности детали рабочей поверхностью подушки, и отличающуюся тем, что абразивная суспензия содержит абразивные частицы более тонкие, нежели абразивные частицы, прикрепленные к абразивной поверхности абразивного изделия.
[20] С другой стороны, настоящее изобретение может предложить способ ремонта дефектов на поверхности детали. Способ включает в себя зачистку одного или нескольких дефектов на поверхности детали путем возвратно-поступательного вращения абразивной поверхности абразивного изделия вокруг оси с использованием вала инструмента с механическим приводом, отличающуюся тем, что поверхность детали зачищается абразивными частицами, прикрепленными к абразивной поверхности абразивного изделия в то время, как абразивная поверхность абразивного изделия вращается возвратно-поступательно вокруг оси вращения, и отличающуюся тем, что возвратно-поступательное вращение абразивной поверхности включает в себя возвратно-поступательное вращение абразивной поверхности с частотой не менее 1 Гц. Далее способ включает в себя полирование участка поверхности детали, окружающего и содержащего один или несколько дефектов поверхности, после зачистки, путем контакта поверхности детали с рабочей поверхностью подушки, отличающееся тем, что рабочая поверхность подушки вращается в одном направлении относительно оси вращения, проходящей через поверхность детали и рабочую поверхность подушки, отличающееся тем, что абразивная суспензия подается к поверхности детали рабочей поверхностью подушки, и отличающееся тем, что абразивная суспензия содержит абразивные частицы более тонкие, нежели абразивные частицы, прикрепленные к абразивной поверхности абразивного изделия. Способ также включает в себя, одну или несколько последующих операций полирования, выполняемых на каждом участке поверхности детали, отличающихся тем, что одна или несколько операций полирования включают в себя контакт поверхности детали с рабочей поверхностью подушки, отличающихся тем, что рабочая поверхность подушки вращается в одном направлении относительно оси вращения, проходящей через поверхность детали и рабочую поверхность подушки, отличающихся тем, что рабочая поверхность подушки вращается в одном направлении относительно оси вращения, проходящей через поверхность детали и рабочую поверхность подушки, отличающихся тем, что абразивная суспензия
подается к поверхности детали рабочей поверхностью подушки, и отличающихся тем, что абразивная суспензия, используемая в каждой последующей операции полирования, содержит абразивные частицы более тонкие, нежели абразивные частицы, использованные в предшествующей операции полирования того же самого участка
[21] Применяемый здесь термин «упругий сжимаемый» (и его вариации) подразумевает уменьшение в объеме, по меньшей мере, на 10% в ответ на приложением сжимающего усилия, отличающееся тем, что сжатое изделие восстанавливает, по меньшей мере, 50% утерянного объема в течение не более одной минуты после снятия сжимающего усилия.
[22] Применяемый здесь термин «плоская абразивная поверхность» подразумевает, что абразивная поверхность, в целом, определяется плоскостью (в отсутствие каких-либо деформирующих механических усилий, действующих на абразивную поверхность) так, что вращение абразивной поверхности при ее приложении к плоской поверхности изделия создает определенный контакт между абразивной поверхностью и поверхностью изделия практически по всей поверхности изделия, обращенной к абразивной поверхности. Следует понимать, что плоская абразивная поверхность может содержать структуры, частицы, выступы и впадины, неровности и т.п., так что не вся поверхность детали постоянно находится в действительном контакте с плоской абразивной поверхностью. Далее, подобные структуры, частицы, выступы и впадины, неровности и т.п. не обязательно располагаются в плоскости, однако их суммарные свойства определяют плоскость по всей абразивной поверхности (где определяемая плоскость может обладать ограниченной толщиной с учетом второстепенных изменений высоты рельефов, определяющих плоскость). Примеры некоторых плоских абразивных поверхностей изображены на рис.10А-10С.
[23] Применяемая здесь фраза «прикрепленный к» подразумевает как непосредственное прикрепление, так и прикрепление через промежуточный узел/слой. Например, первый и второй узлы, прикрепленные друг к другу, могут находиться в прямом контакте друг с другом, или же могут прикрепляться к одному или нескольким промежуточным узлам/слоям, расположенным между первым и вторым компонентами.
[24] Применяемая здесь фраза «основная поверхность» используется для указания поверхности, определяющей толщину изделия - фраза обычно используется в связи с пленками, дисковидными изделиями и т.п., чтобы указать те плоские поверхности, которые определяют толщину изделия.
К примеру, лист бумаги содержит две основные поверхности и поверхность кромки, проходящую между двумя основными поверхностями.
[25] Настоящее резюме не предназначается для описания всех вариантов и всех возможностей реализации настоящего изобретения. Более полное понимание изобретения станет, в большей степени, видимо и ощутимо при рассмотрении последующего подробного описание типичных исполнений изобретения и патентных формул, принимая во внимание сопроводительные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖНЫХ ВИДОВ
[26] Настоящее изобретение описывается далее с ссылками на позиции чертежей, где
[27] Рис.1 представляет вид сбоку одного из типичных инструментов с прикрепленным абразивным изделием.
[28] Рис.2 представляет вид сбоку инструмента по рис.1 с удаленным абразивным изделием, чтобы показать вращающийся возвратно-поступательно вал инструмента.
[29] Рис.3 представляет вид наружного торца типичной абразивной поверхности на типичном абразивном изделии, и показывает также один из характерных диапазонов, в котором абразивная поверхность может возвратно-поступательно вращаться при применении.
[30] Рис.4 представляет покомпонентное изображение типичного абразивного изделия в соответствии с настоящим изобретением.
[31] Рис.5 представляет вид сбоку одного типичного отдельного сжимаемого изделия, встроенного в сжимаемый элемент, и опорной подкладки.
[32] Рис.6 представляет вид сбоку другого типичного отдельного сжимаемого изделия, встроенного в сжимаемый элемент, и опорной подкладки.
[33] Рис.7А и 7В изображают основание и основание, вложенное в сжимаемый элемент.
[34] Рис.8 изображает типичную полировальную подушку с рабочей поверхностью, которая может быть применена в связи со способами ремонта дефектов, указанными в изобретении.
[35] Рис.9 представляет частичное поперечное сечение одной типичной полировальной подушки, имеющей изогнутую рабочую поверхность.
[36] Рис.10А-10С представляют увеличенные поперечные сечения различных исполнений абразивных слоев, которые могут быть использованы в абразивных элементах настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ТИПИЧНЫХ ИСПОЛНЕНИЙ ИЗОБРЕТЕНИЯ
[37] В последующем подробном описании иллюстративных исполнений изобретения сделаны ссылки на позиции сопроводительных чертежей, являющихся частью изобретения, на которых изобразительными средствами показаны некоторые исполнения, в которых может быть осуществлено изобретение. Следует понимать, что могут применяться другие исполнения и вноситься конструктивные изменения без отхода от объема настоящего изобретения.
[38] Рис.1 изображает типичный инструмент с механическим приводом 10 и прикрепленное к нему абразивное изделие 20, которое может быть использовано в соответствии с настоящим изобретением. Рис.2 изображает инструмент с механическим приводом 10 со снятым абразивным изделием 20, показывая вал 12, выходящий из корпуса 14 инструмента 10. В некоторых исполнениях вал 12 может быть частично защищен или закрыт колпаком (не показан) для защиты вала от повреждений, например, в случае падения инструмента 10 и т.п.
[39] Хотя это не показано на рис.1 и 2, инструмент с механическим приводом 10 может включать в себя двигатель, трансмиссию (если требуется), источник питания (например, аккумуляторные батареи и т.п.), заключенные в корпус 14, так что инструмент 10 представляет собой автономный интегральный блок, не требующий подключения к внешнему источнику питания и т.п. Тем не менее, в альтернативных исполнениях инструмент 10 может подключаться к внешнему источнику питания (т.е. источнику питания, не заключенному в корпус 14) для получения энергии, необходимой для вращения вала 12. Примерами некоторых потенциально подходящих внешних источников питания могут быть, например, пневматические линии, гидравлические линии, электрические источники питания (например, внешние аккумуляторные батареи, электрические линии питания (например, 120/220 В, 60 Гц и т.п.)).
[40] Инструмент 10 создает возвратно-поступательное вращение вала 12 вокруг оси вращения 11. Возвратно-поступательное вращение вала может обеспечиваться различными инструментами и механизмами, некоторые из которых были разработаны для портативных приводных зубных щеток. Примеры некоторых потенциально подходящих инструментов с механическим приводом, способных обеспечить возвратно-поступательное вращение описываются, например, в патентах США №5054149 (Si-Hoe et al.), 5311633 (Herzog et al.), 5822821 (Sham) и т.д. Хотя абразивные поверхности, применяемые в соответствии с настоящим изобретением, предпочтительно ориентированы перпендикулярно оси, вокруг которой вращается вал 12 инструмента 10, абразивные поверхности альтернативно могут иметь и другую ориентацию относительно оси, вокруг которой вращается вал 12 инструмента 10. Примеры механизмов, способных создавать возвратно поступательно вращение насадки, не перпендикулярной оси 11, можно найти, например, в патентах США №5054149 (Si-Hoe et al.), 5311633 (Herzog et al.), 5822821 (Sham) и т.д., и такие механизмы могут быть использованы в соответствии с настоящим изобретением.
[41] Возвратно-поступательное вращение вала 12 предпочтительно вызывает соответствующее возвратно-поступательное вращение абразивного изделия 20, прикрепленного к валу 12 или соединенного с ним муфтой. Рис.3 представляет увеличенный вид с торца абразивного изделия 20 с осью 11 (расположенной, желательно, как показано, по центру абразивного изделия), изображенной выходящей из плоскости страницы. Возвратно-поступательное вращение заставляет абразивное изделие 20 вращаться вокруг оси вращения так, что оно вращается вокруг оси вращения 11 то по часовой стрелке, то против часовой стрелки.
[42] Может оказаться желательным, чтобы вращение в каком-либо одном направлении было ограничено выбранным диапазоном или дугой. Пример такой дуги показан на рис.3 в виде охватывающего угла α (альфа) между точками А и В на периферии абразивного изделия 20. В некоторых исполнениях дуга, в пределах которой осуществляется возвратно-поступательное вращение абразивного изделия 20, может быть не более 360 градусов, не более 180 градусов, или даже не более 90 градусов. Дуга может фиксироваться на каком-либо конкретном инструменте 10 таким образом, что вал 12 возвратно-поступательно вращается на заданной угловой дуге. В качестве альтернативы, длина дуги возвратно-поступательного вращения может быть регулируемой.
[43] Возвратно-поступательное вращение может осуществляться с частотой не менее 60 циклов в минуту (т.е. не менее 1 герц (Гц)) (где циклом считается изменение направления вращения). В некоторых исполнениях частота возвратно-поступательного вращения может составлять не менее 2 Гц, не менее 100 Гц, не менее 500 Гц, не менее 1000 Гц, или даже не менее 2000 Гц. В некоторых случаях дуга и частота возвратно-поступательного вращения могут быть связаны между собой, например, большая дуга может вызывать снижение частоты, меньшая дуга может вызывать повышение частоты и т.д. Частота возвратно-поступательного вращения какого-либо конкретного инструмента 10 может быть фиксированной, хотя в некоторых случаях пользователь может иметь возможность регулировать эту частоту, создаваемую инструментом 10 (используя, например, двигатель с переменной частотой вращения и т.п.).
[44] Хотя абразивные изделия в соответствии с настоящим изобретением изображаются здесь, как имеющие абразивную поверхность в форме круга, абразивные изделия могут изготавливаться любой другой подходящей формы, при этом предпочтительными остаются формы, приближающиеся к кругу (например, шестиугольник, восьмиугольник, десятиугольник и т.п.).
[45] Абразивные изделия в соответствии с настоящим изобретением пригодны для зачистки (включая отделку) детали, причем деталь может изготавливаться из множества различных типов материалов, как, например, окрашенных подложек (имеющих, например, кроющий слой, основной (красочный) слой, грунт, подмалевок), ламинированных подложек (например, полиуретаном, лаком и т.п.), пластиков (термопластичных, термоусадочных), армированных пластиков, металлов (углеродистой стали, латуни, меди, мягкой стали, нержавеющей стали, титана и подобных), металлических сплавов, керамики, стекла, дерева, древесных материалов, композитов, камня (включая драгоценные камни), камневидных материалов и их сочетаний. Деталь может быть плоской, или же может иметь форму или контур присущий ей. Примеры обычных деталей, которые могут зачищаться абразивными изделиями с применением способов, соответствующих изобретению, включают в себя металлическую или деревянную мебель, окрашенные и неокрашенные поверхности автомобилей (двери, капоты, багажники и т.п.), пластмассовые узлы автомобилей (колпаки фар, задних фонарей, других ламп, подлокотники, приборные панели, бамперы и т.п.), настилы полов (винил, камень, дерево и древесные материалы), столешницы и другие пластмассовые узлы.
[46] Во время процесса зачистки может оказаться желательна подача жидкости на поверхность детали и/или абразивную поверхность. Жидкостью может быть вода или органическая смесь, а добавками - пеногасители, обезжириватели, жидкости, мыла, подавители коррозии и подобные им составы.
[47] Как показано на рис.1 и 2, предпочтительным может оказаться абразивное изделие 20, разъемно соединяемое с валом 12, так что абразивное изделие 20 может быть сменено после использования. Рис.4 представляет вид в перспективе абразивного изделия 120, которое может применяться в настоящем изобретении в сочетании инструментом с механическим приводом.
[48] Хотя изображенное абразивное изделие 120 содержит несколько узлов, рассматриваемых здесь, одним общим узлом является плоская абразивная поверхность 172, предназначенная для использования с инструментом с механическим приводом, рассматриваемым здесь. Плоская абразивная поверхность 172 предпочтительно может быть ориентирована по нормали (т.е. ортогонально, перпендикулярно и т.п.) к оси вращения 111, вокруг которой абразивная поверхность предпочтительно вращается возвратно-поступательно в ходе применения. Компоненты, составляющие абразивное изделие, образуют две противолежащие плоские поверхности, ориентированные параллельно друг другу (как показано на рис.4), все основные поверхности компонентов обычно ориентированы нормально к оси вращения 111. Следует отметить, что эти поверхности желательно должны быть плоскими в отсутствие деформации от внешних усилий, воздействующих на абразивное изделие 120.
[49] Изображенное абразивное изделие 120 включает в себя втулочную муфту 130, которая несет жесткое основание 140. Предпочтительно выполнение втулочной муфты 130 и жесткого основания 140 в виде единого литого изделия, хотя в некоторых исполнениях муфта 130 может быть отделена от основания 140, которые образуют два узла, соединенных подходящим способом.
[50] В сочетании с абразивным изделием 120 изображен опциональный упругий сжимаемый элемент 150, прикрепленный к установочной поверхности основания 140. Хотя этого не видно на сжимаемом элементе 150 рис.4, следует понимать, что установочная поверхность основания 140 является основной поверхностью основания 140, обращенной в сторону, противоположную валу, расположенному в муфте 130 и, соответственно, обращенной к одной из основных поверхностей сжимаемого элемента 150.
[51] Абразивное изделие 120 рис.4 содержит также опциональную упругую опорную подкладку 160, прикрепленную к сжимаемому элементу 150 (хотя на покомпонентном изображении рис.4 опорная подкладка отделена от сжимаемого элемента 150). Абразивный элемент 170 с абразивной поверхностью 172 прикреплен к основной поверхности опорной подкладки 160 так, что абразивная поверхность 172, обращена в сторону, противоположную сжимаемому элементу 150.
[52] Втулочная муфта 130, показанная на рис.4, предпочтительно имеет отверстие 132, в котором вал инструмента (не показан) удерживается таким образом, что движение вала передается муфте 130 и основанию 140, прикрепленному к ней. Отверстие 132 может, например, иметь форму, отвечающую форме вала инструмента с механическим приводом, так что возвратно-поступательное вращение передается от вала на втулочную муфту 130.
[53] Хотя на рис.1, 2 и 4 показан один пример соединения вала инструмента с абразивным изделием 120, следует понимать, что вместо изображенного соединения может быть использована любая технология/аппаратура, способная передавать возвратно-поступательное вращение. Примеры альтернативного соединения могут включать в себя, например, фрикционное сопряженные узлы, резьбовые соединения, захваты и т.п.
[54] Хотя замена всего абразивного изделия 120 может оказаться предпочтительной в некоторых исполнениях изобретения, в других исполнениях основание 140 может неразъемно крепиться к валу приводного инструмента с заменой абразивной поверхности 172, сопровождаемой заменой других узлов системы. К примеру, сжимаемый элемент 150 может разъемно закрепляться на основании 140, в этом случае замена абразивной поверхности 172 должна сопровождаться заменой опорной подкладки 160 и сжимаемого элемента 150. В совсем другом варианте сжимаемый элемент 150 может неразъемно крепиться к основанию 140, так что замена абразивной поверхности 172 сопровождается снятием опорной прокладки 160 со сжимаемого элемента 150. В таком исполнении сжимаемый элемент 150 должен оставаться прикрепленным к основанию 140. Еще в одном варианте замена абразивной поверхности 172 может сопровождаться снятием самого абразивного элемента 170 с опорной подкладки 160.
[55] Для обеспечения разнообразных опций замены абразивной поверхности 172, рассмотренных выше, для разъемного крепления друг к другу различных узлов в абразивном изделии 120 может быть использован ряд различных технологий. Примеры некоторых подходящих систем крепления могут, например, включать в себя клеи, системы механического крепления (например, пристегивание крючком и петлей и т.п.) и т.п. Примеры некоторых потенциально подходящих систем крепления описаны, например, в Патентах США №3562968 (Johnson et al.); 3667170 (Mackay, Jr.); 3270467, 3562968 (Block et al.) и 5672186 (Chesley et al.); публикации заявки на Патент США №2003/0143938 (Braunschweig et al.); заявке на Патент США серийный №10/828119 (Fritz et al.), поданной 20 апреля 2004 г.
[56] Предпочтительно, чтобы большая часть абразивной поверхности 172 (если не вся) абразивного изделия 120 поддерживалась в контакте с поверхностью детали, подлежащей зачистке, даже если ось вращения 111, вокруг которой возвратно-поступательно вращается абразивная поверхность 172, наклонена (т.е. не перпендикулярна) к поверхности детали. Взаимодействие различных узлов в абразивных изделиях по настоящему изобретению предпочтительно должно быть таким, чтобы один или несколько узлов абразивного изделия 120 могло сжиматься или деформироваться так, чтобы облегчать контакт между абразивной поверхностью 172 и поверхностью детали, даже если ось вращения каким-либо образом наклонена.
[57] Что касается абразивного изделия 120, то существенная часть такой деформации должна предпочтительно возникать в сжимаемом элементе 150. В некоторых исполнениях, однако, дополнительная деформация может возникать в одном или нескольких других узлах абразивного изделия 120. Например, основание 140 может обладать некоторой податливостью в ответ на усилия, прилагаемые во время использования абразивного изделия 120 (хотя в некоторых исполнениях основание 140 предпочтительно должно быть жестким - т.е. предпочтительно, чтобы основание 140 не давало заметной деформации при воздействии усилий, встречающихся при обычном применении).
[58] Опорная подкладка 160 также может (альтернативно) обладать сжимаемостью в ответ на усилия, прилагаемые к абразивной поверхности 172. Как рассмотрено ниже, опорная прокладка 160, например, может быть выполнена из сжимаемого пористого материала. Хотя сжимаемость может быть опциональной, предпочтительно, чтобы опорная прокладка 160 была упругой и могла изгибаться и упруго деформироваться в ответ на усилия, возникающие во время применения абразивного изделия.
[59] Опорная подкладка 160 обеспечивает некоторую поддержку абразивного элемента 170 за пределами зоны, занятой сжимаемым элементом 150, однако предпочтительно допускает большее отклонение абразивной поверхности 172, нежели сжимаемый слой 150. Другими словами, предпочтительно, чтобы опора, предоставляемая абразивному элементу 170 нижележащими узлами, к которым он прикреплен, была мягче по периметру абразивного элемента 170, чем по центру абразивного элемента 170.
[60] В изображенном исполнении основная поверхность сжимаемого элемента 150, обращенная к установочной поверхности основания 140, предпочтительно равна по размеру или превышает размер установочной поверхности основания 140. Аналогичным образом, основная поверхность 152 сжимаемого элемента 150, обращенная в сторону, противоположную основанию 140, также предпочтительно равна по размеру или превышает размер установочной поверхности основания 140. При использовании сжимаемого элемента 150, который, как минимум, равен по размеру установочной поверхности основания 140, вредные воздействия от концентрации усилий на периметре основания 140 (например, избыточная просадка, задиры и т.п.) могут быть снижены или исключены благодаря деформации сжимаемого элемента 150.
[61] Аналогичным образом, добавление опорной подкладки 160, также обладающей сжимаемостью, может еще больше снизить или исключить вредные воздействия, которые, в противном случае, могут возникать на периметре сжимаемого элемента 150. Следует, однако, понимать, что сжимаемость опорной подкладки 160 может быть опциональной в тех исполнениях, где сжимаемый элемент 150 обладает характеристиками, уменьшают необходимость в дополнительной сжимаемости опорной подкладки 160. В некоторых исполнениях изобретения сама опорная подкладка 160 может стать опциональной, если, например, абразивный элемент 170 способен обеспечить достаточную опору за пределами участка, занятого опорной подкладкой 160.
[62] Поскольку опорная подкладка 160 предназначается для дополнительной поддержки абразивного элемента 170 за пределами основных поверхностей сжимаемого элемента 150, обычно предпочтительно, чтобы основные поверхности опорной подкладки 160 (т.е. поверхности, обращенные к сжимаемому элементу 150 и в противоположную сторону) были больше основной поверхности 152 сжимаемого элемента 150. Может оказаться предпочтительным, чтобы основная поверхность 152 сжимаемого элемента 150 занимала менее 75% (или даже менее 50%) основной поверхности опорной подкладки 160, обращенной к сжимаемому элементу 150 (или основной поверхности абразивного элемента 170, обращенной к сжимаемому элементу 150, если опорная подкладка отсутствует).
[63] Далее, может оказаться предпочтительным, чтобы основные поверхности опорной подкладки 160 имели размер основной поверхности абразивного элемента 170, прикрепленного к опорной подкладке 160 (т.е. предпочтительно, чтобы основные, обращенные друг к другу поверхности опорной подкладки 160 и абразивного элемента 170 совпадали между собой). В качестве альтернативы основная поверхность опорной подкладки 160 может занимать не менее 90% основной поверхности абразивного элемента 170, обращенной к опорной подкладке.
[64] Хотя основание 140, сжимаемый элемент 150, опорная подкладка 160 и абразивный элемент 170 являются раздельными и обособленными деталями в абразивном изделии 120, в некоторых исполнениях один или несколько таких узлов в качестве альтернативы могут соединяться в единое изделие. Например, можно сконструировать одно единое изделие, которое обеспечит упругую опору центральной части абразивной поверхности 172 и ослабление ее при переходе от центральной части абразивной поверхности 172 так, например, что можно будет заменить сжимаемый элемент 150 и опорную подкладку 160 таким одним единым изделием. В другом примере может оказаться возможным объединить функции опорной подкладки 160 абразивного элемента 170 в едином изделии.
[65] Рис.5-7 изображают альтернативные исполнения, в которых один или несколько узлов объединяются в единые изделия. Рис.5 представляет вид сбоку единого сжимаемого опорного изделия 280, в котором сочетаются сжимаемый элемент и опорная подкладка. Единое сжимаемое опорное изделие 280 предпочтительно может включать в себя часть сжимаемого элемента 250 и встроенную часть опорной подкладки 260. Может оказаться предпочтительным, чтобы часть опорной подкладки 260 образовывала круглое кольцо 262, окружающее сжимаемый элемент 250. Предпочтительно, чтобы, по меньше мере, круглое кольцо 262 опорной подкладки 260 было тоньше части сжимаемого элемента 250, так чтобы круглое кольцо 262 обеспечивало меньшую опору за пределами части сжимаемого элемента 250.
[66] Абразивный элемент (не показан) предпочтительно может прикрепляться к поверхности 282 сжимаемого опорного изделия 280 (хотя в некоторых случаях абразивный слой может формироваться непосредственно на поверхности 282, как рассмотрено здесь). Сжимаемое опорное изделие 280 может формироваться как единая гомогенная масса материала (например, из одного типа пеноматериала и т.п.) или же может содержать различные материалы, соединенные в единое изделие (например, запрессованные вставки и т.п.).
[67] Рис.6 изображает другое исполнение единого сжимаемого опорного изделия 380, в котором переход между частью опорного элемента 350 и частью опорной подкладки 360 более плавный, чем это показано в связи с сжимаемым опорным изделием 280 на рис.5.
[68] Рис.7А и 7В изображают еще один вариант, в котором основание 440 располагается внутри сжимаемого элемента 450. На рис.7А основание изображено отдельно, в то время как рис.7В изображает основание 440 вставленным в сжимаемый элемент 450. Сжимаемый элемент 450 и вставленное основание 440 могут изготавливаться по какой-либо подходящей технологии, например, путем запрессовки вставки и т.п. В исполнении, показанном на рис.7А и 7В, только часть сжимаемого элемента 450, находящаяся на стороне установочной поверхности 442 основания 440, действует как опора абразивной поверхности. При этом, хотя часть сжимаемого элемента 450 прикреплена к задней стороне основания 440, рабочая часть сжимаемого элемента 450 остается прикрепленной к установочной поверхности 442 основания 440 и действует предпочтительно, как описано здесь.
[69] Далее, хотя основание 440 показано вставленным в сжимаемый элемент 450, следует понимать, что альтернативно основание может быть вставлено в единое сжимаемое опорное изделие, примеры которого показаны и описаны в связи с рис.5 и 6.
[70] Помимо предложения абразивных методов, включающих в себя возвратно-поступательное вращение вместе с абразивными изделиями, инструментами и принадлежностями для применения таких методов, настоящее изобретение предлагает также способ удаления дефектов с отделанной поверхности детали, когда на прозрачной, окрашенной, лакированной и т.п. поверхности обнаруживаются дефекты в виде шишек. Как рассматривается здесь, может оказаться предпочтительным удаление дефекта с поверхности путем зачистки (обдирки) дефекта и участка, непосредственно примыкающего к дефекту, при минимальном нарушении структуры апельсиновой корки (или иной структуры) поверхности детали.
[71] Операция зачистки, выполняемая как часть изобретенного способа ремонта, предпочтительно включает в себя зачистку одного или нескольких дефектов поверхности детали, используя вал инструмента с механическим приводом, как описано здесь. Поверхность детали зачищается абразивными частицами, прикрепленными к абразивной поверхности абразивного изделия при возвратно-поступательном вращении абразивной поверхности абразивного изделия вокруг оси вращения, как описано здесь.
[72] После завершения зачистки дефекта дальнейший ремонт может включать в себя операцию полирования, в ходе которой участок поверхности детали, содержащий и окружающий дефект, обрабатывается для удаления и/или сглаживания царапин, образовавшихся при зачистке. Как показано на рис.8, операция полирования предпочтительно может выполняться путем контакта поверхности детали 90 с рабочей поверхностью 92 подушки 94, во время которого подушка 94 вращается вокруг оси вращения 96, проходящей через поверхность детали 90 и рабочую поверхность 92 подушки 94. Подушка 94 вращается вокруг, по меньшей мере, одной оси 96 лишь в одном направлении (в отличие от возвратно-поступательного вращения, применяемого для абразивной поверхности).
[73] Может оказаться предпочтительным, чтобы подушка 94, прикрепленная к вращательному инструменту двойного действия, двигалась по пути, обычно именуемому случайной орбитальной траекторией. При работе вращательного инструмента двойного действия подушка двигается по круговой траектории, смещаемой концентрично, либо совершает орбитальное движение относительно первой оси, вокруг которой вращается подушка 94, причем подушка 94 свободно вращается также вокруг второй оси, обычно параллельной, но сдвинутой относительно первой оси. Примеры некоторых потенциально подходящих вращательных инструментов двойного действия описываются, например, в патентах США №2794303 и 4854085. Некоторые потенциально подходящие вращательные инструменты двойного действия описаны в примерах, относящихся к настоящему изобретению.
[74] Вращающаяся подушка 94 (в дополнение к вращению вокруг оси 96) может двигаться или не двигаться поперек поверхности детали 90, в зависимости от желания. Вращающаяся подушка 94 предпочтительно может прижиматься к поверхности детали 90 таким образом, чтобы рабочая поверхность 92 подушки 94 соответствовала форме поверхности детали 90.
[75] Полирование предпочтительно включает в себя также использование абразивной эмульсии 98, помещающейся между рабочей поверхностью 92 подушки 94 и поверхностью детали 90 во время вращения подушки относительно поверхности детали. Абразивная эмульсия 98 может наноситься на рабочую поверхность подушки, на поверхность детали, либо на обе эти поверхности. Абразивная эмульсия предпочтительно содержит абразивные частицы в жидком или пастообразном носителе. Абразивные частицы абразивной эмульсии предпочтительно должны быть тоньше, чем абразивные частицы, применяемые на абразивной поверхности абразивного элемента, используемого для выполнения операции зачистки. Подобные абразивные эмульсии обычно применяются при отделке поверхностей, и могут описываться как притирочные составы, полировальные составы, шлифовальные составы и т.п.
[76] В операции полирования по настоящему изобретению для рабочих поверхностей подушек потенциально могут применяться разнообразные материалы. Некоторые потенциально подходящие материалы для образования рабочих поверхностей подушек могут включать в себя натуральные волокна, синтетические волокна, их комбинации и вспененные материалы (см., например, патенты США №3418675, 4962562, 5396737 и 5846123). Подушки могут иметь плоские или изогнутые рабочие поверхности (включая приподнятые участки 191 и опущенные участки 193 на подушке 190, показанной на рис.9). Примеры некоторых, потенциально подходящих изогнутых подушек с выступающими и опущенными частями могут быть описаны, например, в патенте США №5396737 и в других патентах.
[77] Подушки, применяемые для полирования в способах настоящего изобретения, предпочтительно включают в себя также упругие сжимаемые материалы, способствующие прилеганию рабочей поверхности к поверхности детали. Сама рабочая поверхность может быть выполнена из упругого сжимаемого материала и/или упругими сжимаемыми могут быть материалы, поддерживающие рабочую поверхность. Примеры некоторых подходящих подушек для применения в способах настоящего изобретения могут быть найдены в примерах, приведенных в конце настоящего документа (перед патентной формулой).
[78] Поскольку операция зачистки предпочтительно может выполняться с использованием мелких абразивных изделий, как описано здесь, операции полирования также могут осуществляться с использованием подушек с относительно небольшими рабочими поверхностями. Например, может оказаться предпочтительным, чтобы рабочие поверхности подушек имели площадь не более примерно 2000 мм2, в некоторых случаях - не более примерно 1000 мм2, а иногда - не более примерно 500 мм2.
[79] Возвратно-поступательное вращение абразивного изделия (даже мелкого абразивного изделия, рассмотренного здесь) может создавать достаточно абразивной энергии для удаления дефектов, предпочтительно, чтобы количество абразивной энергии было достаточно мало для того, чтобы мельче были образующиеся царапины и/или чтобы удалялось меньше материала с поверхности детали (по сравнению с технологией, использующей вращательный инструмент зачистки). Более мелкие царапины обычно требуют менее протяженной повторной отделки по сравнению с более традиционными способами зачистки/восстановления отделки.
[80] В способах поверхностного ремонта настоящего изобретения зачистка какого-либо участка, окружающего и включающего один из дефектов, предпочтительно может сопровождаться одной или несколькими операциями последующего полирования. Если после зачистки выполняются две или более операции полирования, может оказаться предпочтительным, чтобы абразивные частицы, применяемые в последовательных операциях полирования, становились последовательно тоньше. Другими словами, может оказаться предпочтительным, чтобы абразивные частицы в одной из последовательных операциях полирования были тоньше, нежели абразивные частицы в абразивной эмульсии, примененной в предыдущей операции полирования.
[81] В другом варианте рабочие поверхности подушек, используемых при двух или нескольких операциях полирования, могут быть одинаковыми, т.е. рабочие поверхности могут иметь одинаковую форму и изготавливаться из одинаковых материалов. В качестве альтернативы рабочие поверхности подушек, используемых при двух или нескольких операциях полирования, могут различаться в одном или нескольких отношениях, т.е. форма и/или материал, применяемый для рабочих поверхностей, могут быть различными для двух операций полирования.
[82] Дальнейшее рассмотрение представляет дополнительные описания различных узлов, которые могут присутствовать в абразивных изделиях, применяемых в связи с настоящим изобретением.
[83] ОСНОВАНИЯ:
[84] Основание, используемое в связи с настоящим изобретением, предпочтительно предоставляет платформу, на которую опирается остальная часть абразивного изделия. Может оказаться предпочтительным, чтобы основание содержало также конструкцию, способную соединяться с валом приводного инструмента, как рассмотрено здесь, хотя соединительная конструкция может предусматриваться т отдельно от основания.
[85] Основание предпочтительно предоставляет жесткую платформу, не испытывающую заметной деформации или отклонения в ответ на усилия, прилагаемые к основанию во время обычного использования. Может оказаться предпочтительным, чтобы основание имело плоскую установочную поверхность, к которой мог бы крепиться сжимаемый элемент. Предпочтительно, чтобы плоская установочная поверхность была перпендикулярна оси, вокруг которой происходит возвратно-поступательное вращение основания (и, таким образом, абразивного изделия) во время работы.
[86] Примеры некоторых потенциально походящих материалов, из которых может изготавливаться основание, могут включать в себя, например, древесину, металлы, пластмассы, композиты и т.п.
[87] СЖИМАЕМЫЕ ЭЛЕМЕНТЫ:
[88] Опциональные сжимаемые элементы, применяемые в связи с настоящим изобретением, в основном, поддерживают центральную часть абразивной поверхности абразивных изделий, применяемых в связи с настоящим изобретением. Теоретически предполагается, что упругая сжимаемость такого элемента ограничивает концентрацию усилий, прилагаемых абразивной поверхностью на кромках основания. Может оказаться предпочтительным, чтобы, помимо упругой сжимаемости, сжимаемый элемент обеспечивал некоторую крутильную гибкость системы так, чтобы сжимаемый элемент мог поворачиваться в ответ на изменение направления вращения приводного вала инструмента.
[89] Сжимаемый элемент предпочтительно прикрепляется к установочной поверхности основания с применением какой-либо подходящей технологии или комбинации технологий (например, термоплавкими клеями, контактными клеями, отверждаемыми клеями, склеиванием, горячим ламинированием, химической сваркой, запрессовкой и т.п.). Применяемые клеи могут включать в себя, например, акриловый контактный клей, контактные клеи на основе каучука, водные латексы, клеи на основе растворителей и двухкомпонентные смолы (например, эпоксидные, полиэфирные или полиуретановые). Примеры подходящих контактных клеев могут включать в себя производные акрилатовых полимеров (например, полибутилакрилат, полиакрилатовые эфиры), сополимеры акрилата (к примеру, изооктилакрилат/акриловая кислота), виниловые эфиры (например, поливинил-n-бутиловый эфир), алкидные клеи, каучуковые клеи (например, натуральный каучук, синтетический каучук и хлоркаучук) и их смеси. Пример одного из контактных клеев описан в патенте США №5520957 (Bange et al.). Эти клеи могут быть также применены для крепления в абразивном изделии разных других узлов (например, опорной подкладки, абразивного элемента и т.п.).
[90] Материал, применяемый для образования сжимаемого элемента, может включать в себя газ (например, воздух), жидкость (например, воду, масло), вспененный материал (например, как описано здесь), полужидкий гель или пасту, их сочетания и т.п. В некоторых случаях сжимаемый элемент может быть выполнен в виде торсионной пружины. Сжимаемые элементы могут изготавливаться в форме единых изделий (например, единый однородный слой или вспененный материал), или же может содержать один или несколько материалов (например, газ, заключенный в эластомерный баллон). Однако может оказаться предпочтительным, чтобы основная поверхность, обращенная к абразивному элементу, была плоской (т.е. не имела бы формы купола, дуги, конуса, усеченного конуса, гребня, многогранника, усеченного многогранника или иной, не плоской формы (например, поверхностей, напоминающих юрту)).
[91] В некоторых исполнениях сжимаемый материал может включать в себя эластомер. К примеру, сжимаемый материал может содержать или даже в основном состоять, по меньшей мере, из одного эластомерного геля или вспененного эластомерного геля, обычно содержащего высокопластифицированный эластомер. Примеры потенциально применимых эластомерных гелей могут включать в себя полиуретановые эластомерные гели, описанные, например, в патенте США №6908979 (Arendoski), эластомерные гели SEEPS, описанные, например, в патентах США №5994450 и 6797765 (оба Pearce), стирол-бутадиен-стироловые/масляные гели и силиконовые эластомерные гели, описанные, например, в патенте США №6013711 (Lewis et al.).
[92] Для твердых и желеобразных материалов модуль упругости (измеренный при частоте 1 Гц и 25°С) сжимаемого материала должен лежать примерно между 1500 и 4,9×105 Паскаля (Па), например, примерно между 1750 и 1×105 Па, хотя это не является обязательным. Примеры таких сжимаемых материалов могут включать в себя стирол-бутадиен-стироловые/ масляные гели (имеющие, например, модуль упругости 1992 Па при частоте 1 Гц и 25°С), вспененный уретан (имеющий, например, модули упругости 3,02×105 Па при частоте 1 Гц и 25°С или 4,31×105 Па при частоте 1 Гц и 25°С) и эластомерный уретановый каучук (имеющий, например, модуль упругости 4,89×105 Па при частоте 1 Гц и 25°С).
[93] Обычно толщина сжимаемого элемента выбирается исходя из таких факторов, как например, предусмотренное применение и общий размер абразивного изделия. Помимо того, может оказаться предпочтительным, чтобы толщина сжимаемого элемента была в значительной степени равномерной по его основным поверхностям. В некоторых исполнениях толщина сжимаемого элемента может составлять, например, не менее примерно 0,5 миллиметра (мм), в некоторых случаях - не менее 1 мм, или даже не менее 1,5 мм. На верхнем пределе толщина сжимаемого элемента может составлять не более примерно 5 мм, предпочтительно - не более 3 мм, или даже - не более 2 мм. Сжимаемые элементы с толщиной, выходящей за эти пределы, также могут быть использованы.
[94] ОПОРНАЯ ПОДКЛАДКА:
[95] Как рассматривается здесь, опциональная опорная подкладка предпочтительно представляет собой гибкую, упругую прокладку, обеспечивающую опору абразивного элемента во время применения. Предпочтительно, опорная прокладка может располагаться между сжимаемым и абразивным элементами в абразивном изделии настоящего изобретения. Опорная прокладка может прикрепляться к сжимаемому элементу с применением какой-либо подходящей технологии или комбинации технологий (например, термоплавкими клеями, контактными клеями, отверждаемыми клеями, склеиванием, горячим ламинированием, химической сваркой, совместной экструзией, запрессовкой и т.п.).
[96] В дополнение к гибкости и упругости, предпочтительно, чтобы опорная прокладка была также сжимаемой, так чтобы она могла сжиматься в ответ на усилия, прилагаемые к абразивной поверхности, опирающейся на опорную подкладку во время использования.
[97] В некоторых исполнениях может оказаться предпочтительным, чтобы опорная прокладка выполнялась из упругого, сжимаемого, например, вспененного материала. Некоторые потенциально применимые вспененные материалы могут включать в себя, например, вспененные поливинилхлориды, вспененные хлоропреновые каучуки, вспененные этиленовые/пропиленовые каучуки, вспененные бутилкаучуки, вспененные полибутадиены, вспененные полиизопрены, вспененные полимеры EPDM, вспененные полиуретаны, вспененные этиленвиниловые ацетаты, вспененные неопрены и вспененные стирол-бутадиеновые сополимеры.
[98] Толщина опорной прокладки может составлять, например, не менее примерно 0,01 мм, или даже не менее 0,1 мм. На верхнем пределе толщина опорной прокладки может составлять, например, не более примерно 2 мм, или даже не более 1 мм. Опорные прокладки с толщиной, выходящей за эти пределы, также могут быть использованы.
[99] АБРАЗИВНЫЕ ЭЛЕМЕНТЫ:
[100] Абразивные элементы, применяемые в абразивных изделиях настоящего изобретения, несут абразивную поверхность, используемую для зачистки детали. Абразивные элементы предпочтительно могут включать в себя абразивный слой, опционально закрепляемый на гибкой подложке (т.е. изделие с абразивным покрытием). Опциональная гибкая подложка абразивного элемента может быть эластичной или неэластичной.
[101] В некоторых исполнениях может оказаться возможным применение опорной прокладки в качестве гибкой подложки абразивного элемента. В таких исполнениях предпочтительным может казаться прикрепление абразивного слоя к опорной подкладке в виде части процесса изготовления абразивного элемента. В других исполнениях абразивный элемент изготавливается отдельно и затем прикрепляется к опциональной опорной подкладке.
[102] Абразивный элемент может прикрепляться к опорной прокладке (или к сжимаемому элементу, если опорная прокладка отсутствует) с применением какой-либо подходящей технологии или комбинации технологий (например, термоплавкими клеями, контактными клеями, отверждаемыми клеями, склеиванием, горячим ламинированием, химической сваркой, совместной экструзией и т.п.).
[103] В некоторых исполнениях абразивные слои могут включать в себя монтажные и калибровочные слои, и абразивные частицы, как показано, например, на рис.10А, где абразивный слой 570 включает в себя монтажный слой 574, абразивные частицы 576, калибровочный слой 578 и верхний калибровочный слой 580. Потенциально применимые монтажные, калибровочные и опциональные верхние калибровочные слои, гибкие абразивные изделия с покрытиями и способы из производства могут включать в себя, например, описанные в патентах США №4588419 (Caul et al.), 4734104 (Broberg), 4737163 (Larkey), 4751138 (Tumey et al.), 5078753 (Broberg et al.), 5203884 (Buchanan et al.), 5152917 (Pieper et al.), 5378251 (Culler et al.), 5366523 (Rowenhorst et al.), 5417726 (Stout et al.), 5436063 (Follett et al.), 5490878 (Peterson et al.), 5496386 (Broberg et al.), 5609601 (Benedict et al.), 5220711 (Helmin), 5954844 (Law et al.), 5961674 (Gagliardi et al.), 4751138 (Tumey et al.), 5766277 (DeVoe et al.), 6059850 (Lise et al.), 6077601 (DeVoe et al.), 6228133 (Thurber et al.) и 5975988 (Christianson), которые продаются фирмой ЗМ Company под торговым наименованием "260L IMPERIAL FINISHING FILM" и т.п.
[104] В других исполнениях абразивный слой может содержать абразивные частицы в связующем, практически равномерно распределенные по связующему материалу, как показано, например, на рис.10В, где абразивный слой содержит связующее 674 и абразивные частицы 676. Подробности, касающиеся материалов и способов изготовления таких потенциально применимых абразивных слоев можно найти, например, в патентах США №4927431 (Buchanan et al.), 5014468 (Ravipati et al.), 5378251 (Culler et al.), 6261682 (Law) и 6277160 (Stubbs et al.) и в публикациях патентных заявок №2003/0207659 A1 (Annen et al.) и 2005/0020190 A1 (Schutz et al.) и т.д.
[105] Как рассмотрено здесь, в тех исполнениях, где сам абразивный элемент не содержит отдельного слоя подложки, может стать возможным нанесение взвеси абразивных частиц в сыром связующем непосредственно на материал опорной подкладки, описанной здесь, с последующим, по меньшей мере, частичным отверждением взвеси для получения абразивного элемента на опорной подкладке. Примеры потенциально применимых в этом исполнении абразивных изделий с гибким покрытием могу включать в себя описанные в патенте США №6929539 (Schutz et al.).
[106] В некоторых исполнениях абразивный слой может выполняться в форме структурированного слоя, как, например, изображенный на рис.10С, где структурированный абразивный слой 770 содержит абразивный состав 775 (где под термином «абразивный состав» понимается масса, состоящая из абразивных частиц и связующего материала). Абразивные составы 775 содержат абразивные частицы, распределенные по связующему материалу 774.
В тех исполнениях, где сам абразивный элемент не содержит отдельного слоя подложки, может оказаться возможным формирование структурированного абразивного слоя 770 непосредственно на материале опорной подкладки, как описано здесь.
[107] Структурированные абразивные слои, пригодные для применения в связи с настоящим изобретением, могут содержать абразивные составы в виде нескольких масс, имеющих неслучайную форму. Абразивные составы 775 предпочтительно могут располагаться в соответствии с заданным шаблоном (например, в виде сетки).
[108] В некоторых исполнениях, по меньше мере, часть абразивных составов 775 предпочтительно может быть составами, имеющими «точную форму». Под этим понимается, что форма абразивных составов определяется относительно гладкими боковыми поверхностями, которые граничат и соединяются четко определенными кромками, имеющими определенную длину с четкими конечными точками, определяемыми пересечением различных боковых поверхностей. Термины «граничат» и «граница» относятся к открытым поверхностям и кромкам каждого состава, которые разграничивают и определяют реальную трехмерную форму каждого абразивного состава. Эти границы хорошо видны и различимы, если рассматривать поперечное сечение абразивного изделия под сканирующим электронным микроскопом. Эти границы отделяют один абразивный состав, обладающий точной формой, от другого, даже если составы смыкаются друг с другом по общей границе на подложке. Для сравнения, в абразивном составе, не имеющем точной формы, границы и кромки определяются нечетко (например, если абразивный состав просел до завершения отверждения). Обычно абразивные составы, обладающие точной формой, располагаются на подложке в соответствии с заданным шаблоном или сеткой, хотя это и не является обязательным.
[109] Абразивные составы, обладающие формой, могут располагаться так, что некоторые из их рабочих поверхностей лежат ниже периферийных поверхностей абразивного слоя.
[110] Подходящие опциональные гибкие подложки, которые могут применяться в сочетании с абразивными элементами, могут включать в себя гибкие подложки, используемые обычно с абразивами, как, например, гибкие полимерные пленки (включая грунтованные полимерные пленки и эластомерные пленки), эластомерные ткани, вспененные полимеры (например, поливинилхлорид, вспененный полиуретан и т.п.) и их сочетания.
Примеры подходящих гибких полимерных пленок включают в себя полиэфирные пленки, полипропиленовые пленки, полиэтиленовые пленки, иономерные пленки (например, такие, которые продаются под торговым наименованием 'SURLYN" компанией Е.I. du Pont de Nemur & Co., Уилмингтон, Делавэр), виниловые пленки, поликарбонатные пленки и их ламинаты.
[111] Структурированные абразивные составы могут быть приготовлены путем формирования эмульсии абразивных частиц в упомянутой выше отверждаемой или полимеризуемой связующей смоле (т.е. сыром связующем), нанесения эмульсии на подложечный элемент (или непосредственно на опорную подкладку) и последующего отверждения или полимеризации сырого связующего (например, под воздействием электромагнитного излучения или тепловой энергии), так чтобы полученное абразивное изделие состояло из нескольких формованных абразивных составов, нанесенных на подложечный элемент.
[112] Примеры некоторых потенциально пригодных источников энергии могут включать в себя, например, тепловую и радиационную энергию (включая электронный луч, ультрафиолетовый и видимый свет).
[113] В некоторых исполнениях эмульсия может наноситься прямо на рабочий инструмент, снабженный для этого точно вырезанными полостями, и приводиться в контакт с подложкой, или же наноситься на подложку и приводиться в контакт с рабочим инструментом. В подобном исполнении эмульсия обычно затвердевает или отверждается, находясь в полостях рабочего инструмента. Патент США №6929539 (Schutz et al.) описывает некоторые технологии, потенциально подходящие для осуществления такого процесса.
[114] Точно оформленные абразивные составы могут иметь какую-либо пространственную форму, что выражается в, по крайней мере, одном приподнятом или опущенном участке открытой поверхности абразивного слоя. Используемые формы могут быть, например, кубическими, призматическими, пирамидальными (например, квадратно-пирамидальными или многоугольно-пирамидальными), усеченно-пирамидальными, коническими, усеченно-коническими, рубчатыми и т.п. В одном абразивном элементе могут применяться также комбинации различных по форме и/или размеру абразивных составов. Абразивный слой структурированного абразивного элемента может быть непрерывным или прерывистым.
[115] При использовании для тонкой отделки абразивных составов, имеющих точную форму, их плотность на абразивной поверхности обычно может лежать в диапазоне от, как минимум, около 1000, около 10000, или даже около 20000 абразивных частиц на квадратный дюйм (т.е., как минимум, около 150, около 1 500, или даже около 7800 абразивных частиц на квадратный сантиметр) и вплоть до 50000, 70000, или даже 100000 абразивных частиц на квадратный дюйм (т.е. вплоть до 7800, 11000, или даже 15000 абразивных частиц на квадратный сантиметр), хотя могут быть использованы и абразивные составы с большими или меньшими плотностями.
[116] Более подробно о структурированных абразивных слоях из абразивных составов, имеющих точную форму, и о способах их производства можно найти, например, в патентах США №5152917 (Pieper et al.), 5304223 (Pieper et al.), 5435816 (Spurgeon et al.), 5672097 (Hoopman), 5681217 (Hoopman et al.), 5454844 (Hibbard et al.), 5549962 (Holmes et al.), 5700302 (Stoetzel et al.), 5851247 (Stoetzel et al.), 5910471 (Christianson et al.), 5913716 (Micci et al.), 5958794 (Bruxvoort et al.), 6139594 (Kincaid et al.), 6923849 (Schutz et al.) и в заявке на Патент США №2003/0022604 (Aimen et al.).
[117] Некоторые структурированные абразивные элементы, обладающие абразивными составами точной формы, которые могут быть пригодными для практической реализации настоящего изобретения, коммерчески доступны в виде пленок и/или дисков, как, например, продающиеся под торговым наименованием "3М TRIZACT FINESSE-IT" фирмой 3М Company, Сент-Пол, Миннесота. Примеры, включая "3М TRIZACT FINESSE-IT TRIZACT FILM, 466LA" имеются в виде сортов А7, А5 и A3. Структурированные абразивные элементы, имеющие абразивные составы из частиц более крупных размеров, также могут быть использованы для практической реализации изобретения, например, те, которые продаются фирмой 3М Company под торговым наименованием "TRIZACT CF".
[118] Структурированные абразивные элементы могут быть также приготовлены путем нанесения эмульсии, содержащей полимеризируемое сырое связующее, абразивные частицы и опциональный кремнийорганический аппрет, через сетку, находящуюся в контакте с подложкой. В этом исполнении эмульсия, обычно, затем полимеризируется (например, под воздействием источника энергии), оставаясь в отверстиях сетки, благодаря чему образуется множество абразивных агрегаций, в целом, соответствующих форме отверстий сетки. Подробности, касающиеся такого типа сетчатого нанесения структурированного абразива можно найти, например, в патентах США №4927432 (Buchanan et al.), 5378251 (Culler et al.), 6261682 (Law) и 6277160 (Stubbs et al.).
[119] В некоторых исполнениях, эмульсия, содержащая полимеризируемое сырое связующее, абразивные частицы и опциональный кремнийорганический аппрет, может наноситься на подложку по шаблону (например, сетке или гравированному рисунку), частично полимеризироваться, чтобы привести, по меньшей мере, поверхность нанесенной эмульсии в пластичное, но не текучее состояние, после чего шаблон погружается в частично полимеризированную эмульсию, которая затем полимеризируется окончательно (например, под воздействием источника энергии), образуя множество отформованных абразивных агрегаций, прикрепленных к подложке. Структурированные абразивные элементы, полученные таким или сходным способом погружения шаблона, описываются, например, в Публикации патентной заявки США №2001/0041511 (Lack et al.). Коммерчески доступные примеры таких структурированных абразивных элементов, полученных способом погружения шаблона, приняты для комплектации абразивных лент и дисков, продаваемых компанией Norton-St. Gobain Abrasives Company, Вустер, Массачусетс, под торговым наименованием "NORAX", как, например, "NORAX U264-Х80", "NORAX U266-Х30", "NORAX U264-80", "NORAX U264-Х45", "NORAX U254-Х45, Х30", "NORAX U264-16", "NORAX U226-Х5" и "NORAX U254-AF06".
[120] Структурированные абразивные слои могут быть также получены путем нанесения эмульсии, содержащей полимеризируемое сырое связующее, абразивные частицы и опциональный кремнийорганический аппрет, через сетку, находящуюся в контакте с упругим элементом, который опционально может иметь стягивающий слой или соответствующую поверхностную обработку. В этом исполнении эмульсия, обычно, затем полимеризируется (например, под воздействием такого источника энергии, как тепло или электромагнитное излучение), оставаясь в отверстиях сетки, благодаря чему образуется множество абразивных агрегаций, в целом, соответствующих форме отверстий сетки. Подробности, касающиеся нанесения такого типа сетчатоструктурированного абразива можно найти, например, в патентах США №4927431 (Buchanan et al.), 5378251 (Culler et al.), 5942015 (Culler et al.), 6261682 (Law) и 6277160 (Stubbs et al.) и в Публикации патентной заявки США 2001/0041511 (Lack et al.).
[121] Подходящие полимеризируемые сырые связующие, которые могут отверждаться, образуя упомянутые выше связующие материалы, хорошо известны и включают в себя, например, термо- и радиационно-отверждаемые смолы, которые могут быть отверждены, например, под воздействием тепловой и/или радиационной энергии. Примеры полимеризируемых сырых связующих включают в себя фенольные смолы, аминопласты, карбамидоформальдегидные полимеры, меламиноформальдегидные полимеры, уретановые смолы, полиакрилаты (например, аминопласты, имеющие дополнительные полимеризируемые ненасыщенные группы свободных радикалов, уретановые акрилаты, акрилатизоцианураты, мономеры (поли)акрилатов и акрилаты), изоцианураты, аллиловые полимеры, фуранопласты, эфиры цианатов, полиимиды и их смеси. Полимеризируемые сырые связующие могут содержать реактивные разжижители (например, моноакрилаты малой вязкости) и/или мономеры, способствующие адгезии (например, акриловую или метакрировую кислоту).
[122] Если должно применяться излучение в ультрафиолетовой или видимой части спектра, то полимеризируемое сырое связующее содержит обычно также фотоинициатор. Примеры фотоинициаторов, создающих источник свободных радикалов, включают в себя, не ограничиваясь только этим перечнем, органические перекиси, азогруппы, хиноны, бензофеноны, нитрозы, ациловые галогениды, гидразоны, соединения меркаптурана, пировиноградные соединения, триакрилимидазолы, биимидазолы, оксиды фосфена, хлоракрилтриазины, бензойные эфиры, бензокетоны, тиоксантоны, производные ацетофенона и их сочетания.
[123] Катионоактивные фотоинициаторы создают источник кислоты для инициации полимеризации эпоксидной смолы. Катионоактивные фотоинициаторы могут включать в себя соль, содержащую ониевый катион и галоген, содержащий комплексный анион металла или металлоида. Другие Катионоактивные фотоинициаторы включают в себя соль, содержащую катион органометаллического комплекса и галоген, содержащий комплексный анион металла или металлоида. Они подробно описаны в патенте США №4751138. Другими примерами катионоактивных фотоинициаторов являются органометаллические соли и ониевые соли, описанные в патенте США №4985340, Публикациях Европейских патентов № ЕР 306161 и ЕР 306162. Еще некоторые катионоактивные фотоинициаторы содержат ионную соль органометаллического комплекса, в котором металл выбирается среди элементов периодических групп IVB, VB, VIB, VIIB и VIIIB.
[124] Полимеризируемое сырое связующее может также содержать смолы, отверждаемые другим источником энергии, нежели энергия излучения, например, конденсационно отверждаемые смолы. Примеры таких, конденсационно отверждаемых смол включают в себя, фенолоальдегидные полимеры, меламиноформальдегидные полимеры и уретановые смолы.
[125] Сырое связующее и связующий материал, могут включать в себя одну или несколько опциональных добавок, выбираемых из группы диспергаторов, заполнителей, смачивающих агентов, химических пенообразователей, поверхностно-активных веществ, пигментов, аппретов, красителей, инициаторов, приемников энергии и их смесей. Опциональные добавки могут также выбираться из группы, включающей в себя фторборат калия, стеарат лития, пустотелые стеклянные шарики, полые шарики, стеклянный бисер, криолит, частицы полиуретана, полисилоксановый клей, полимерные частицы, твердые воски, жидкие воски и их смеси.
[126] Сами абразивные частицы, применяемые в настоящем изобретении, в целом, могут быть разделены на два класса: природные абразивы и искусственные абразивы. Примеры природных применяемых абразивов включают в себя: алмаз, корунд, наждак, гранат (красноватого цвета), жерновой камень, сланец, кварц, гранат, наждак, песчаник, халцедон, кремень, кварцит, кремний, полевой шпат, природный дробленый оксид алюминия, пемза и тальк. Примеры искусственных абразивов включают в себя: карбид бора, кубический нитрид бора, плавленый глинозем, керамическую окись алюминия, отожженную окись алюминия (и коричневую, и темно-серую), алюмо-циркониевый силикат, стекло, стеклокерамику, карбид кремния, окислы железа, карбид тантала, хромовую окалину, оксид церия, оксид олова, карбид титана, диборид титана, синтетический алмаз, двуокись марганца, оксид циркония, керамику на основе золь-геля алюминия, нитрид кремния и их агломераты. Примеры золь-гелевых абразивных частиц можно найти в патентах США №4314827 (Leitheiser et al.), 4623364 (Cottringer et al.), 4744802 (Schwabel), 4770671 (Monroe et al.) и 4881951 (Wood et al.).
[127] Размер абразивной частицы обычно определяется по наибольшему измерению абразивной частицы. В большинстве случаев существует диапазон распределения размеров частиц. Распределение размеров частиц жестко контролируется, так что получаемое абразивное изделие обеспечивает последовательную поверхностную отделку зачищаемой детали, тем не менее, может также использоваться широкое и/или полимодальное распределение размеров частиц.
[128] Абразивная частица обладает связанной с нею формой. Примеры таких форм включают в себя стержни, треугольники, пирамиды, конусы, сплошные сферы, полые сферы и тому подобное. В качестве альтернативы абразивная частица может иметь случайную форму.
[129] Абразивные частицы могут покрываться материалами, обеспечивающими частицам желаемые характеристики. Например, материалы, наносимые на поверхность абразивной частицы, предусматриваются для улучшения адгезии между абразивной частицей и полимером. Помимо того, материал, наносимый на поверхность абразивной частицы, может улучшать адгезию между абразивными частицами и размягченным, частично отвержденным связующим материалом. В качестве альтернативы поверхностные покрытия могут изменять и улучшать режущие характеристики готовой абразивной частицы. Подобные поверхностные покрытия описываются, например, в патентах США №5011508 (Wald et al.), 3041156 (Rowse et al.), 5009675 (Kunz et al.), 4997461 (Markhoff-Matheny et al.), 5213591 (Celikkaya et al.), 5085671 (Martin et al.) и 5042991 (Kunz et al.).
[130] В некоторых исполнениях, например, в использующих абразивные составы определенной формы, абразивные частицы, используемые в абразивных элементах настоящего изобретения, предпочтительно могут иметь размер не менее примерно 1 микрометра (мкм). На верхнем конце диапазона абразивные частицы могут иметь размер не более примерно 450 мкм, или даже не более 100 мкм. В некоторых исполнениях абразивные частицы могут иметь размер в диапазоне от сорта не ниже 800 по шкале JIS (14 мкм при средней точке 50%), или даже сорта не ниже 1000 по шкале JIS (12 мкм при средней точке 50%). На противоположном конце диапазона абразивные частицы могут иметь размер сорта не выше 6000 по шкале JIS (2 мкм при средней точке 50%), в некоторых случаях сорта не выше 4000 по шкале JIS (3 мкм при средней точке 50%), или даже сорта не выше 2000 по шкале JIS (5-8 мкм при средней точке 50%).
[131] Обычно, абразивные частицы, применяемые в настоящем изобретении, имеют твердость по шкале Мооса не менее 8, более типично - около 9; однако могут использоваться и абразивные частицы, имеющие твердость по шкале Мооса менее 8.
[132] Перспективы настоящего изобретения могут быть далее проиллюстрированы следующими неограничивающими примерами, однако конкретные материалы и количества их, упоминающиеся в этих примерах, также другие условия и подробности не должны истолковываться как чрезмерное ограничение настоящего изобретения.
[133] ПРИМЕРЫ ЗАЧИСТКИ
[134] Последующие описания демонстрируют характерное применение абразивных изделий, инструментов и способов настоящего изобретения и сопоставимых абразивных изделий, инструментов и способов.
[135] ИНСТРУМЕНТ С ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫМ ВРАЩЕНИЕМ:
Приводной инструмент с возвратно-поступательным вращением, использованный в примерах 1-4, был изготовлен следующим образом. Пластиковая оболочка головки зубной щетки с батарейным питанием, модели "Oral В AdvancePower 450TX" (Braun GmbH, Кронберг, Германия) была удалена. Открытая соединительная вставка зубной щетки была обрезана до длины около 2 дюйма (2,54 см), а ее конец зачищен до формы периферийного торца, перпендикулярного длине приводного вала зубной щетки. Твердый пластиковый диск диаметром 0,25 дюйма (0,64 см) и толщиной 0,033 дюйма (0,84 мм) был затем приклеен к периферийному торцу с применением 2-компонентной эпоксидной смолы с отвердителем (продающейся компанией Dynatex, Элизабеттаун, Кентукки, под торговым наименованием "Quick Weld Compound") для получения узла съемного основания с установочной поверхностью диаметром 0,25 дюйма, ориентированной перпендикулярно валу инструмента, вращающемуся возвратно-поступательно. Инструмент питается от двух 3-вольтовых литиевых батарей калибра АА "Part No. U-3191", полученных от компании Apex Battery, Анахайм Хиллз, Калифорния.
[136] ОБЫЧНЫЙ ВРАЩАТЕЛЬНЫЙ ИНСТРУМЕНТ:
Обычным шлифовальным инструментом, использованным в примерах, была пневматическая шлифовальная машинка двойного действия, модель номер 57500 (Dynabrade, Inc., Кларенс, Нью-Йорк) в сочетании со сменной подушкой размером 1,25 дюйма (3,2 см) (продающейся компанией 3М, Сент-Пол, Миннесота, под торговым наименованием FINESSE-IT ROLOS Sanding Pad, Part No.02345) для несения абразивных дисков, прикрепленных к обычному шлифовальному инструменту, рассматриваемому в сравнительных примерах.
[137] СТРУКТУРИРОВАННЫЕ АБРАЗИВНЫЕ ЭЛЕМЕНТЫ:
Структурированные абразивные элементы, использованные для примеров и шлифовальных испытаний, описанных здесь, были изготовлены с применением следующих материалов (идентифицируемых далее аббревиатурами, стоящими в начале каждого следующего описания).
[138] AS1: мономер триакрилата триметилолпропана, имеющий молекулярный вес 296 и функциональность 0,3, продающийся компанией Sartomer Company, Экстон, Пенсильвания, под торговым наименованием "SR 351";
[139] AS2: ароматический мономер 2-феноксиэтилакрилата, имеющий молекулярный вес 192 и функциональность 1, продающийся компанией Sartomer Company, Экстон, Пенсильвания, под торговым наименованием "SR 339";
[140] AS3: полимерный диспергатор, продающийся компанией Noveon, Inc., Кливленд, Огайо, под торговым наименованием "Solplus D520";
[141] AS4: модификатор гамма-метахлороксипропилтриметоксисиланового полимера, продающийся компанией Witco Corporation, Гринвич, Коннектикут, под торговым наименованием "Silquest A174";
[142] AS5: фотоинициатор этил-2,4,6-триметилбензолфенилфосфинат, продающийся компанией BASF Corp., Шарлотта, Северная Каролина, под торговым наименованием "Lucirin TPO-L" и
[143] AS6: абразивные частицы зеленого карбида кремния сорта 1500 по шкале JIS со средним размером частиц 8,0 микрометров (мкм) в точке 50%, продающегося компанией Fujimi Abrasives Company, Элмхерст, Иллинойс, под торговым наименованием "Fujimi GC 1500".
[144] Абразивная эмульсия приготовлялась при 20°С путем смешивания до гомогенности перечисленных компонентов в долях по весу: 12,9 части AS1, 19,5 части AS2, 3,1 части AS3, 1,9 части AS4, 1,1 части AS5 и 61,5 части AS6. Эмульсия была нанесена ракелем на пропиленовую абразивную технологическую оснастку в соответствии со способом, описанным в патенте США №6846232 (Braunschweig et al.). Размеры абразивной технологической оснастки, использованной в примерах 1-4 ниже, описаны в примере 2 патента США №6846232.
[145] Технологическая оснастка с покрытием была наложена подготовленную сторону полиэфирной пленки толщиной 0,003 дюйма (76 микрометров (мкм)), продающейся компанией 3М Company, Сент-Пол, Миннесота, под торговым наименованием SCOTCHPAK polyester film. Затем технологическая оснастка была облучена ультрафиолетовой (УФ) лампой с баллоном типа "D" от компании Fusion Systems Inc., Гейтерсберг, Мэриленд, при мощности 600 ватт на дюйм (236 ватт на сантиметр (Вт/см)), при этом скорость движения сетки составляла 30 футов в минуту (9,14 м/мин) при давлении зажима 90 фунтов на квадратный дюйм (620,5 килопаскаля (кПа)) 10 дюймовой (25,4 см) ткани сетки и при температуре оправки 60°С. Затем сетка со сформированным структурированным абразивным слоем была отделена от технологической оснастки и рассечена штампом на дисковидные структурированные абразивные элементы диаметром 0,5 дюйма (1,27 см).
[146] ПРИМЕР 1: Абразивное изделие было изготовлено с применением переходного клея (продающегося компанией 3М под торговым наименованием "9453LE"), который был нанесен на неабразивную сторону структурированного абразивного элемента диаметром 0,5 дюйма (1,27 см) (изготовленного, как описано выше). Абразивный элемент большего диаметра (0,5 дюйма) был отцентрирован и прикреплен к установочной поверхности меньшего диаметра (0,25 дюйма) узла основания. Абразивное изделие примера 1, таким образом, включало в себя следующие узлы, изображенные на рис.4: основание 140 и абразивный элемент 170, прикрепленный непосредственно к основанию 140. Абразивное изделие затем было использовано, как описано в шлифовальном испытании №1 ниже.
[147] ПРИМЕР 2: Абразивное изделие было изготовлено путем высекания из клейкого пластыря из вспененного поливинила, продающегося компанией 3М под торговым наименованием NEXCARE ADHESIVE STRIP BANDAGE, диска диаметром 0,5 дюйма (1,27 см) и толщиной 0,027 дюйма (0,69 мм). Защита клеевого слоя была удалена и клеевая сторона диска была прикреплена к неабразивной основной поверхности структурированного абразивного элемента диаметром 0,5 дюйма. Переходной клей примера 1 был нанесен на не имеющую клея сторону диска. Покрытая переходным клеем основная поверхность диска из вспененного поливинила большего диаметра (0,5 дюйма) с прикрепленным к нему структурированным абразивным элементом затем была отцентрирована и прикреплена к установочной поверхности меньшего диаметра (0,25 дюйма) узла основания. Таким образом, абразивное изделие примера 2 включало в себя следующие узлы, изображенные на рис.4: основание 140, опорную прокладку 160 (диск из вспененного поливинила) и абразивный элемент 170. Опорная прокладка была прикреплена непосредственно к основанию 140. Абразивное изделие затем было использовано, как описано в шлифовальном испытании №1 ниже.
[148] ПРИМЕР 3: Абразивное изделие было изготовлено в соответствии с методом, описанным в примере 2, с той лишь разницей, что диск диаметром 0,5 дюйма (1,27 см) из вспененного поливинила был заменен диском диаметром 5/16 дюйма (7,9 мм) и толщиной 0,090 дюйма (2,29 мм) из вспененного полиуретана, продающегося компанией Illbruck Company, Миннеаполис, Миннесота, под торговым наименованием "R600U-090". Структурированный абразивный элемент большего диаметра 0,5 дюйма был отцентрирован по меньшему диску из вспененного полиуретана диаметром 5/16 дюйма. Диск из вспененного полиуретана диаметром 5/16 дюйма был отцентрирован на установочной поверхности меньшего диаметра 0,25 дюйма узла основания. Таким образом, абразивное изделие примера 3 включало в себя следующие узлы, изображенные на рис.4: основание 140, сжимаемый элемент 150 (диск из вспененного полиуретана) и абразивный элемент 170. Абразивный элемент был прикреплен непосредственно к сжимаемому элементу 150. Абразивное изделие затем было использовано, как описано в шлифовальном испытании №1 ниже.
[149] ПРИМЕР 4: Абразивное изделие было изготовлено так, что содержало все узлы, изображенные на рис.4, т.е. основание 140 (описанное выше, в связи с инструментом возвратно-поступательного вращения), сжимаемый элемент 150 (диск из вспененного полиуретана, описанный в связи с примером 3), опорную прокладку 160 (диск из вспененного поливинила, описанный в связи с примером 2) и абразивный элемент 170 (структурированный абразивный элемент, описанный выше). За исключением клея, уже присутствовавшего на одной из сторон диска из вспененного полиуретана, для соединения узлов между собой был использован переходной клей, указанный в примере 1. Узлы меньшего диаметра (основание 140 и сжимаемый элемент 150 из вспененного полиуретана) были отцентрированы относительно друг друга, а узлы большего диаметра (опорная прокладка 160 из вспененного поливинила и структурированный абразивный элемент 170) были отцентрированы относительно сжимаемого элемента. Абразивное изделие затем было использовано, как описано в шлифовальном испытании №1 ниже.
[150] СРАВНИТЕЛЬНЫЙ ПРИМЕР А: Абразивное изделие в виде абразивного диска диаметром 1,25 дюйма (3,2 см) сорта 3000 по шкале JIS (продающегося компанией 3М Company под торговым наименованием "466LA А5, Part No. 56251") было установлено на обычный шлифовальный инструмент описанный выше. Абразивное изделие затем было использовано, как описано в шлифовальном испытании №2 ниже.
[151] СРАВНИТЕЛЬНЫЙ ПРИМЕР В: Абразивное изделие было образовано из абразивного листа, продающегося компанией 3М Company под торговым наименованием "401Q WETORDRY Grade 2000", который складывался для придания ему формы, подходящей для ручного шлифовального испытания №3 ниже.
[152] ИЗМЕРЕНИЯ ПРИ ИСПЫТАНИИ: Лакированная, окрашенная в черный цвет испытательная панель из холоднокатаной стали, имеющая структуру апельсиновой корки, размером 18 на 24 дюйма (45,7 см на 61 см), дет. № "APR45077", была получена от компании ACT Laboratories, Inc., Хиллсдэйл, Мичиган.
[153] АПЕЛЬСИНОВАЯ КОРКА: Уровень структуры "апельсиновой корки" отделки испытательной панели измерялся с использованием анализатора поверхностной структуры модели "WaveScan DOI", полученного от компании BYK-Gardner USA, Колумбия, Мериленд. Результаты сканирования, приведенные ниже, представляют измеренные после полирования средние значения 3 сканирований, длиной 5 см каждое, различных участков зачищенной испытательной панели. Теоретически, отклонение от контрольных значений (незачищенной) панели, в частности Wc и Wd, отражают изменения структуры апельсиновой корки в процессе зачистки.
[154] ОТДЕЛКА ПОВЕРХНОСТИ: Отделка поверхности (RZ - максимальное вертикальное расстояние между самой высокой и самой низкой точкой контрольного участка) измерялась после этапа зачистки с использованием профилометра модели "SURTRONIC 3+PROFILOMETER", полученного от компании Taylor Hobson Inc., Лейстер, Англия. Величины RZ, приведенные ниже, представляют среднее 5 отдельных измерений зачищенного участка размером 2 на 6 сантиметров.
[155] НЕРОВНОСТЬ: Неровность представляет собой субъективную оценку макронеровностей поверхности, вызванных чрезмерным изгибом (т.е. угловатостью, неплоскостностью и т.п.) в ходе процесса зачистки. Неровность оценивается по субъективной шкале от 0 (нуля) до 5 (пяти), причем 0 (нуль) соответствует отсутствию неровностей.
[156] ШЛИФОВАЛЬНОЕ ИСПЫТАНИЕ №1: Абразивные изделия примеров 1-4 применялись с инструментом возвратно-поступательного вращения для зачистки участка испытательной панели. Инструмент включался с каждым отдельным абразивным изделием и при минимальном боковом перемещении и при угле зачистки нуль градусов (т.е. плоская абразивная поверхность удерживалась параллельно поверхности детали) предварительно идентифицированный дефект в виде выступа испытательной панели зачищался до удаления, что дало исходное время шлифования 7 секунд. Абразивное изделие инструмента заменялось, после чего производилась зачистка соседнего участка в течение 7 секунд. Этот процесс повторялся до тех пор, пока не получался матовый или зачищенный участок испытательной панели размером 2 см на 6 см, после чего участок очерчивался стойким маркером для последующей идентификации после полирования.
[157] Каждый зачищенный участок затем полировался в течение 6 секунд при 1400 об/мин с использованием следующей конфигурации: электрическая полировальная машинка Dewalt модели №"DW849", полученная от компании Dewalt Industrial Tool Corp., Хэмпстед, Мериленд; грубая подушка: "Perfect-it Backup Pad #05718"; полировочная подушка: "Perfect-it Foam Polishing Pad #05725" и отделочная подушка: "Perfect-it 3000 Trizact Spot Finishing Material #06070", все, продающееся компанией 3М Company.
[158] СРАВНИТЕЛЬНОЕ ШЛИФОВАЛЬНОЕ ИСПЫТАНИЕ №2:
Абразивный элемент сравнительного примера А прикреплялся к грубой подушке описанного обычного шлифовального инструмента, линия сжатого воздуха, соединенная с инструментом, ставилась под давление 90 фунтов на квадратный дюйм (psi) (620,5 килопаскалей (кПа)). При минимальном боковом перемещении и при угле зачистки нуль градусов, предварительно идентифицированный дефект в виде выступа испытательной панели зачищался до удаления, при этом исходное время шлифования устанавливалось 3 секунды. Абразивный диск заменялся другим образцом и в течение 3 секунд зачищался соседний участок. Это процесс повторялся до получения матового участка размером 3 см на 9 см, после чего участок очерчивался стойким маркером. Затем каждый зачищенный участок полировался в соответствии со способом, описанным шлифовальном испытании №1.
[159] ШЛИФОВАЛЬНОЕ ИСПЫТАНИЕ №3: При приложении легкого нажима пальца и минимальном боковом перемещении испытательная панель зачищалась абразивным изделием, описанным в сравнительном примере В, вручную однонаправленными движениями в течение 3 секунд. Затем абразивное изделие заменялось, и зачищался соседний участок. Это повторялось до тех пор, пока зачищенный участок не достиг размера приблизительно 2 на 6 см.
[160] Таблица 1 представляет результаты шлифовальных испытаний, рассмотренных выше:
ный пример А
ный пример В
[162] ПРИМЕРЫ РЕМОНТА ДЕФЕКТОВ
[163] Следующие описания демонстрируют характерные способы удаления дефектов и полирования с применением абразивных изделий, инструментов и способов настоящего изобретения, а также сравнительных традиционных способов.
[164] ИСПЫТАТЕЛЬНАЯ ПАНЕЛЬ: Стальной капот автомобиля, отделанный черной краской, подготовленный путем нанесения распылом прозрачного лака поверх черной отделочной краски. Прозрачный отделочный лак продается компанией Akzo Noble, Наркросс, Джорджия, под торговым наименованием AUTOCLEAR III, и отверждается за 40 минут при температуре 140°F (60°С).
[165] СРАВНИТЕЛЬНЫЙ ПРИМЕР С: Следующая традиционная 5-этапная технология ремонта была осуществлена на 12 (двенадцати) дефектах испытательной панели. Испытательная панель очищалась между этапами путем вытирания остатков абразивной эмульсии обтирочными концами (полученными от компании 3М Company под торговым наименованием PERFECT-IT detail cloth, Part No. 06020). Свежие обтирочные концы использовались перед окончательным этапом полирования.
[166] Этап 1 (удаление дефекта): Абразивное изделие, описанное в сравнительном примере В, было применено вручную с использованием легкого нажима пальцем и с минимальным боковым перемещением для удаления 12 (двенадцати) дефектов окраски (шишек) с поверхности испытательной панели, описанной выше. Время удаления всех дефектов составило 3 минуты.
[167] Этап 2 (выборка царапин): Грубая подушка диаметром 6 дюймов (15,2 см), продающаяся компанией 3М Company под торговым наименованием HOOKIT II disk pad, Part No. 05251, прикреплялась к шлифовальной машинке двойного действия модели №21035 (компании Dynabrade, Inc., Кларенс, Нью-Йорк). Соединительная подушка 6 дюймов (15,2 см), продающаяся компанией 3М Company под торговым наименованием HOOKIT II SOFT interface pad (Part No. 05274) прикреплялась к грубой подушке. Пористая подушка диаметром 6 дюймов (15,2 см), также продающаяся компанией 3М Company под торговым наименованием TRIZACT HOOKIT II foam pad (Part No. 02075, Grade P-3000), прикреплялась затем к соединительной подушке. Царапины, образовавшиеся в ходе удаления дефекта на этапе 1, выбирались путем приложения нажима пористой подушки к участкам, содержащим царапины, при этом шлифовальная машинка, работавшая при давлении сжатого воздуха 60 фунтов на квадратный дюйм (psi) (413,7 килопаскалей (кПа)), вместе с подушкой удерживалась, в основном, параллельно поверхности испытательной панели. Время выборки царапин на каждом из зачищенных участков составило 3 минуты 30 секунд.
[168] Этап 3 (затирка): Грубая подушка диаметром 8 дюймов (20,3 см), продающаяся компанией 3М Company под торговым наименованием PERFECT-IT backup pad, Part No.05718, прикреплялась к 8-дюймовой (20,3 см) полированной машинке модели № DW 849 компании Dewalt Industrial Tool Corp., Хэмпстед, Мериленд. Фетровая подушка диаметром 9 дюймов (22,9 см), продающаяся компанией 3М Company под торговым наименованием PERFECT-IT III compounding pad, Part No. 05719, прикреплялась к грубой подушке. Абразивная эмульсия, обычно именуемая полировальной водой (продающаяся компанией 3М Company под торговым наименованием PERFECT-IT 3000 EXTRA CUT rubbing compound), наносилась на зачищенные и очищенные участки испытательной панели и растиралась в течение 8 минут фетровой подушкой при работе шлифовальной машинки на 1800 оборотах в минуту (об/мин).
[169] Этап 4 (полирование): Повторение этапа 3 с той разницей, что фетровая подушка была заменена пористой полировочной подушкой диаметром 8 дюймов (20,3 см) (продающейся компанией 3М Company под торговым наименованием PERFECT-IT foam polishing pad, Part No. 05725), а абразивная эмульсия (полировальная вода), используемая в этапе 3, заменялась второй абразивной эмульсией, содержащей более тонкие абразивные частицы (также продающейся компанией 3М Company под торговым наименованием PERFECT-IT 3000 swirl mark remover. Part No. 06064). Этап полирования был выполнен целиком за 6 (шесть) минут.
[170] Этап 5 (удаление следов): Повторение этапа 4 с той разницей, абразивная эмульсия (swirl mark remover), используемая в этапе 4, заменялась третей абразивной эмульсией, с еще более тонкими абразивными частицами (продающейся компанией 3М Company под торговым наименованием PERFECT-IT 3000 ULTRAFINA SE polish. Part No. 06068). Пористая полировочная подушка, применявшаяся на этапе 4, также заменялась другой пористой полировочной подушкой (продающейся компанией 3М Company под торговым наименованием PERFECT-IT 3000 ULTRAFINA foam polishing pad, Part No. 05733). Весь этап удаления следов был выполнен за 4 (четыре) минуты.
[171] ПРИМЕР 5: 12 (двенадцать) дефектов лакированной поверхности испытательной панели были отремонтированы с использованием абразивных изделий и способов, характерных для настоящего изобретения, по 3-этапной технологии, описанной здесь. Между этапами испытательная панель очищалась так, как описано в связи со сравнительным примером С.
[172] Этап 1 (удаление дефекта): Абразивное изделие, описанное в примере 4, было применено на инструменте возвратно-поступательного вращения, описанном выше. Для удаления каждого дефекта инструмент при зачистке применялся с минимальным боковым перемещением и с углом зачистки нуль градусов (т.е. абразивная поверхность удерживалась параллельно поверхности испытательной панели). Инструмент и абразивное изделие использовались для удаления 12 (двенадцати) дефектов (шишек краски) на испытательной панели. Время зачистки для удаления двенадцати дефектов составило 2,5 минуты.
[173] Этап 2 (затирка): 1-дюймовый (2,54 см) адаптер (продающийся компанией 3М Company под торговым наименованием ROLOS holder, Part No. 07500) присоединялся к 18-вольтовой беспроводной дрели модели № BTD 140 компании Makita Corp., Ла Мирада, Калифорния. Грубая подушка диаметром 1,25 дюйма (3,2 см) (продающаяся компанией 3М Company под торговым наименованием FINESSE-IT ROLOS disc pad, Type J, Part No. 64715) прикреплялась к адаптеру. Пористая подушка диаметром 1,25 дюйма (3,2 см) (высеченная из пористой полировочной подушки большего диаметра, продающейся компанией 3М Company под торговым наименованием PERFECT-IT foam polish pad. Part No. 05725) прикреплялась к грубой подушке. Абразивная эмульсия (продающаяся компанией 3М Company под торговым наименованием PERFECT IT 3000 swirl mark remover, Part No. 06064) наносилась на зачищенные участки и растиралась полировочной подушкой при скорости дрели 1500 об/мин. Весь этап затирки был выполнен за 3 (три) минуты.
[174] Этап 3 (удаление следов): Полировочная подушка, применяемая на этапе 2, заменялась 1-дюймовой (2,54 см) полировочной подушкой, высеченной из пористой полировочной подушки большего диаметра, продающейся компанией 3М Company под торговым наименованием PERFECT-IT ULTRAFINA foam polish pad, Part No. 05733), а абразивная эмульсия, применяемая на этапе 2, заменялась второй абразивной эмульсией, содержащей более тонкие абразивные частицы (также продающейся компанией 3М Company под торговым наименованием PERFECT-IT 3000 ULTRAFINA SE polish, Part No. 06068). Этап удаления следов был выполнен при вращении полировочной подушки со скоростью 1800 об/мин целиком за 3 минуты.
[175] ПРИМЕР 6: 12 (двенадцать) дефектов лакированной поверхности испытательной панели были отремонтированы с использованием абразивных изделий и способов, характерных для настоящего изобретения, по 3-этапной технологии, описанной здесь. Между этапами испытательная панель очищалась так, как описано в связи со сравнительным примером С.
[176] Этап 1 (удаление дефекта): Этап 1 примера 5 выполнялся как описано в примере 5, с той лишь разницей, что весь этап удаления дефектов был выполнен за 2 минуты 20 секунд.
[177] Этап 2 (затирка): Этап 2 примера 5 выполнялся как описано в примере 5, с той лишь разницей, что весь этап затирки был выполнен за 3 минуты 10 секунд.
[178] Этап 3 (удаление следов): Этап 5 сравнительного примера С был выполнен за
2 минуты 20 секунд.
[179] ПРИМЕР 7: 12 (двенадцать) дефектов лакированной поверхности испытательной панели были отремонтированы с использованием абразивных изделий и способов, характерных для настоящего изобретения, по 3-этапной технологии, описанной здесь. Между этапами испытательная панель очищалась так, как описано в связи со сравнительным примером С.
[180] Этап 1 (удаление дефекта): Этап 1 примера 5 выполнялся как описано в примере 5, с той лишь разницей, что весь этап удаления дефектов был выполнен за 2 минуты 30 секунд.
[181] Этап 2 (затирка): Этап 2 примера 5 выполнялся как описано в примере 5, с той лишь разницей, что дрель была заменена шлифовальной машинкой двойного действия (модель №57502 компании Dynabrade Company), работающей от магистрали сжатого воздуха с давлением, установленным на 90 psi (620 кПа). Весь этап затирки был выполнен за 3 минуты 15 секунд.
[182] Этап 3 (удаление следов): Выполнялся этап 5 сравнительного примера С, с той лишь разницей, что вместо полировальной машинки, примененной на этапе 5 сравнительного примера С, использовалась шлифовальная машинка двойного действия из этапа 2 настоящего примера. Шлифовальная машинка двойного действия работала от магистрали сжатого воздуха с давлением, установленным на 90 psi (620 кПа). Помимо того, 1-дюймовая (2,54 см) пористая полировочная подушка, высекалась из пористой полировочной подушки большего диаметра (продающейся компанией 3М Company под торговым наименованием PERFECT-IT ULTRAFINA foam polish pad, Part No.05733). Весь этап удаления следов был выполнен за 3 (три) минуты.
[183] ПРИМЕР 8: 12 (двенадцать) дефектов лакированной поверхности испытательной панели были отремонтированы с использованием абразивных изделий и способов, характерных для настоящего изобретения, по 3-этапной технологии, описанной здесь. Между этапами испытательная панель очищалась так, как описано в связи со сравнительным примером С.
[184] Этап 1 (удаление дефекта): Этап 1 примера 5 выполнялся как описано в примере 5, с той лишь разницей, что весь этап удаления дефектов был выполнен за 2 минуты 30 секунд.
[185] Этап 2 (затирка): Повторение этапа 2 примера 7, с той лишь разницей, что весь этап затирки был выполнен за 3 минуты 5 секунд.
[186] Этап 3 (удаление следов): Повторение этапа 3 примера 6, с той лишь разницей, что весь этап удаления следов был выполнен за 2 минуты 10 секунд.
[187] РЕЗУЛЬТАТЫ СРАВНИТЕЛЬНОГО ПРИМЕРА С И ПРИМЕРОВ 5-8
[188] В конце каждого сравнительного примера С и примеров 5-8 отделка испытательной панели визуально оценивалась по следующей шкале:
1: Царапины зачистки остаются видимыми в условиях цехового освещения или освещения прямым солнечным светом.
2: Глубокие следы или матовость видны в условиях цехового освещения или освещения прямым солнечным светом.
3: Следы или матовость видны только в условиях освещения прямым солнечным светом.
4: Легкие/тонкие следы или матовость видны только в условиях освещения прямым солнечным светом.
5: Следы или матовость не видны в условиях цехового освещения или освещения прямым солнечным светом.
[189] Оценки отделки панели и общее время всех этапов отделки приведены в таблице 2 ниже.
[191] Полное раскрытие патентов, патентной документации и публикаций, упоминаемых в первоисточнике, подробном описании характерных исполнений и где-либо здесь в другом месте, зарегистрировано путем ссылки в своей полноте так, как если бы каждое из них было зарегистрировано индивидуально
[192] Проиллюстрированные исполнения настоящего изобретения рассмотрены здесь вместе с ссылками как возможные вариации в пределах объема изобретения. Эти и другие вариации и модификации изобретения очевидны для опытного глаза без отхода от объема изобретения, при этом следует понимать, что настоящее изобретение не ограничивается проиллюстрированными исполнениями, представленными здесь. Соответственно, изобретение ограничивается только патентной заявкой, представленной ниже, и ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ СО СВЯЗКОЙ | 2011 |
|
RU2510323C1 |
| ОТВЕРЖДАЕМЫЕ СОСТАВЫ ДЛЯ КУЗОВНОГО РЕМОНТА С НАПОЛНИТЕЛЕМ В ВИДЕ ПОЛЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2469057C2 |
| СПОСОБЫ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТЬ И УСТРОЙСТВА ДЛЯ ИХ ПРИМЕНЕНИЯ | 2011 |
|
RU2527727C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2453418C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2452613C2 |
| Легкоочищаемая поверхность и способ ее изготовления | 2014 |
|
RU2635229C2 |
| ВОДНАЯ ПОЛИРУЮЩАЯ КОМПОЗИЦИЯ И СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПОДЛОЖЕК ДЛЯ ЭЛЕКТРИЧЕСКИХ, МЕХАНИЧЕСКИХ И ОПТИЧЕСКИХ УСТРОЙСТВ | 2011 |
|
RU2607214C2 |
| СТРУКТУРИРОВАННЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ С ВЕРХНИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2008 |
|
RU2471609C2 |
| ВОДНАЯ ПОЛИРУЮЩАЯ КОМПОЗИЦИЯ И СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ МАТЕРИАЛОВ ПОДЛОЖЕК ДЛЯ ЭЛЕКТРИЧЕСКИХ, МЕХАНИЧЕСКИХ И ОПТИЧЕСКИХ УСТРОЙСТВ | 2011 |
|
RU2577281C2 |
| ТИСНЕНОЕ СТРУКТУРИРОВАННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2007 |
|
RU2449881C2 |
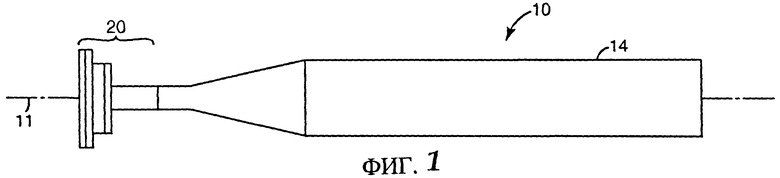
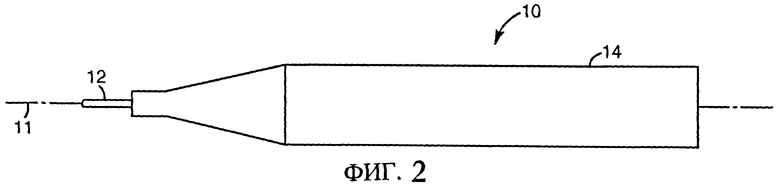
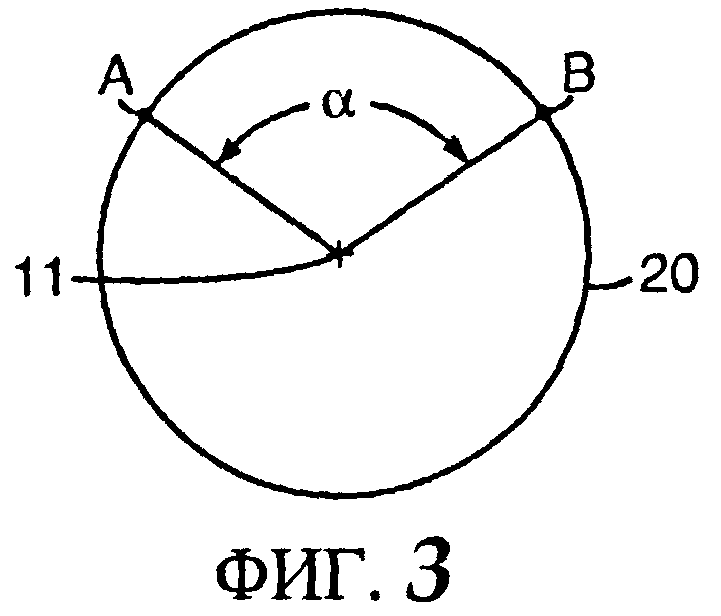
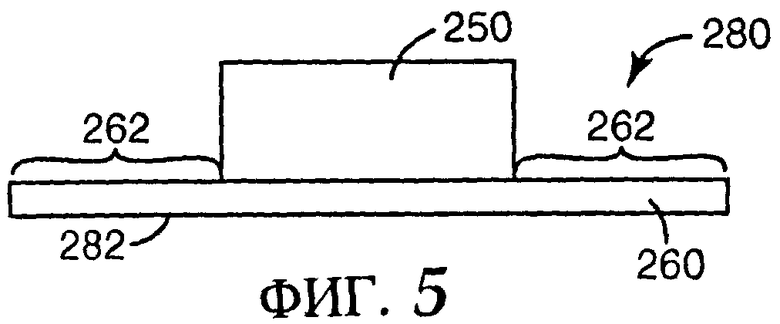
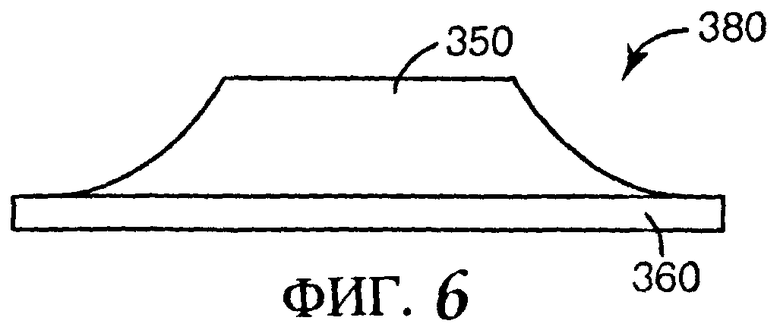
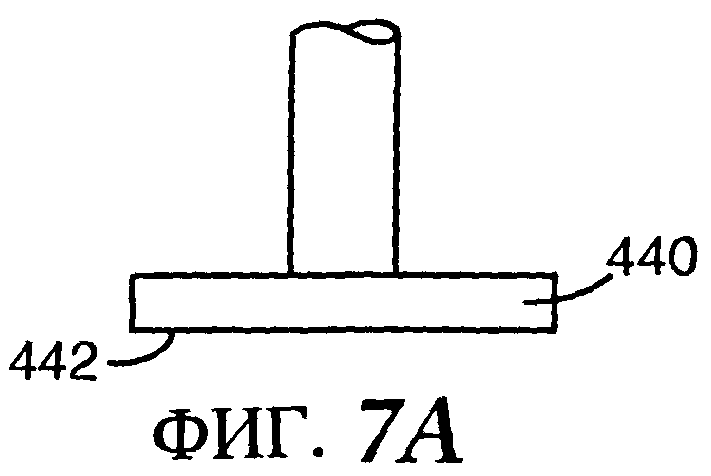
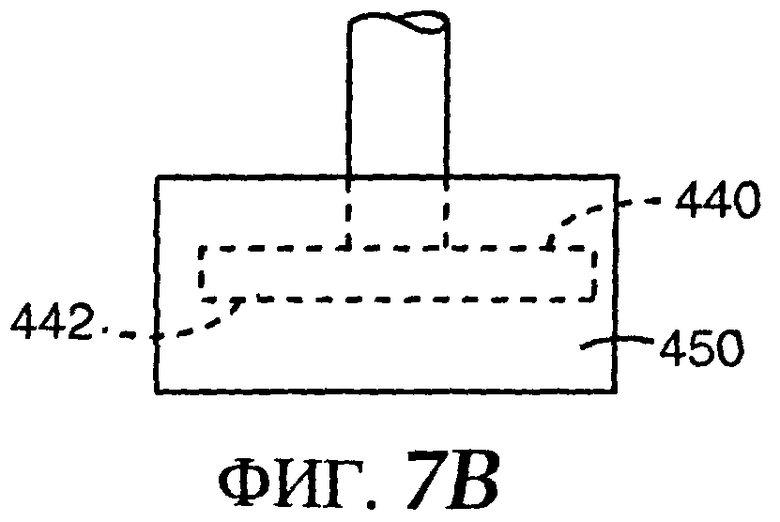
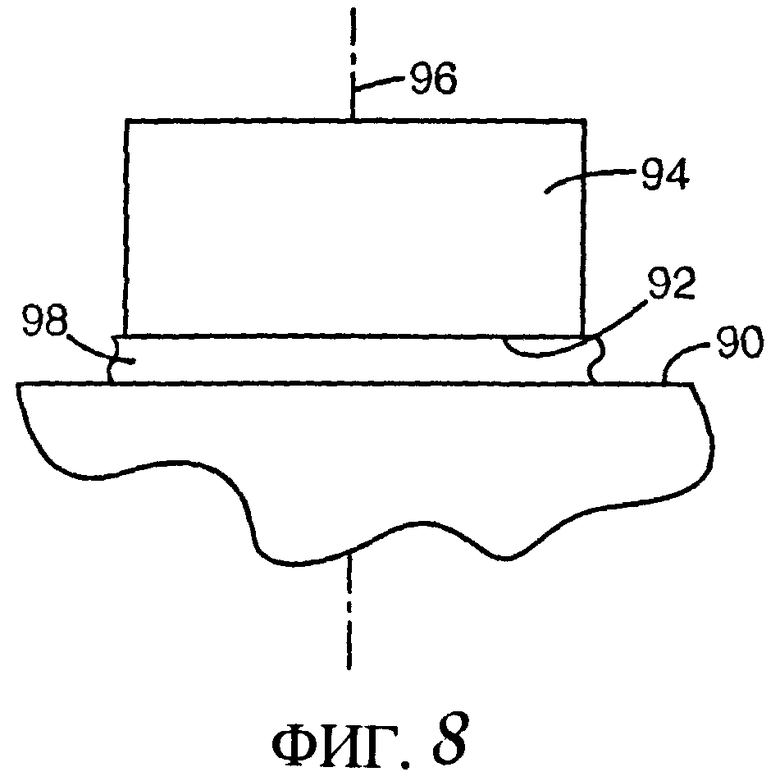
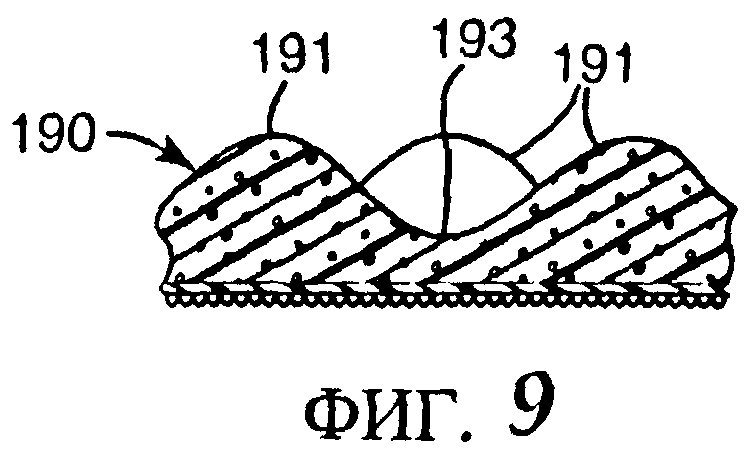
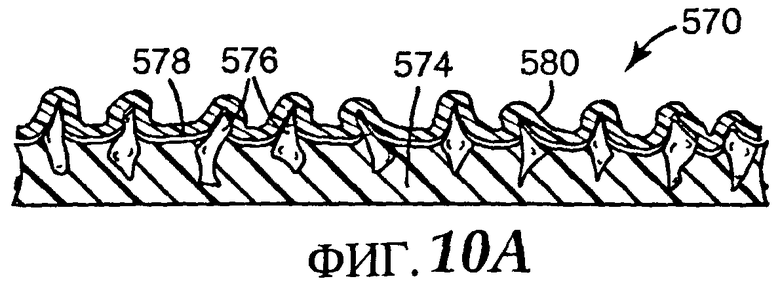
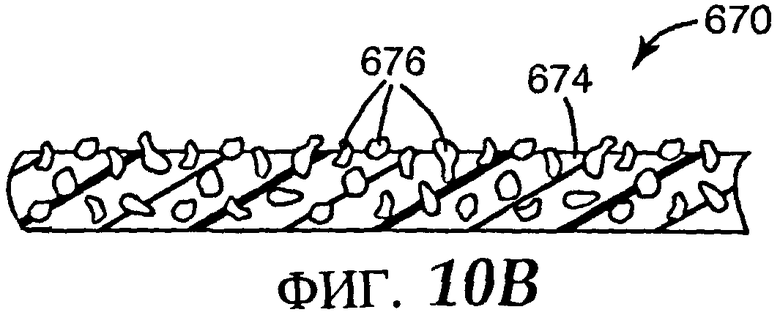
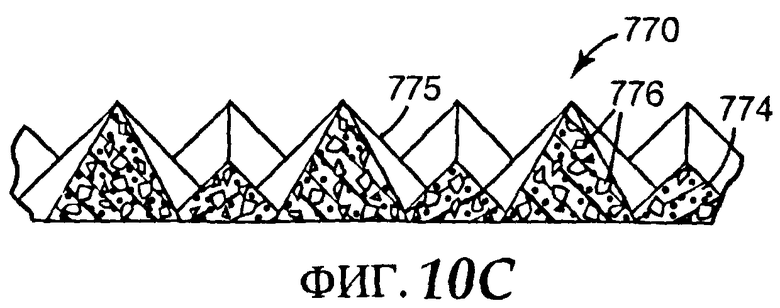
Изобретения относятся к машиностроению и могут быть использованы при шлифовании поверхностей деталей. Осуществляют зачистку поверхности с применением вращающегося возвратно-поступательно инструмента. Раскрыто абразивное изделие, предназначенное для использования в инструменте, вращающемся возвратно-поступательно. Зачистку ведут при соприкосновении поверхности детали и абразивной поверхности абразивного изделия, сопровождающуюся одной или несколькими операциями. В результате повышается эффективность удаления дефектов с поверхности детали при минимальных затратах времени и энергии. 3 н. и 16 з.п. ф-лы, 10 ил., 2 табл, 8 пр.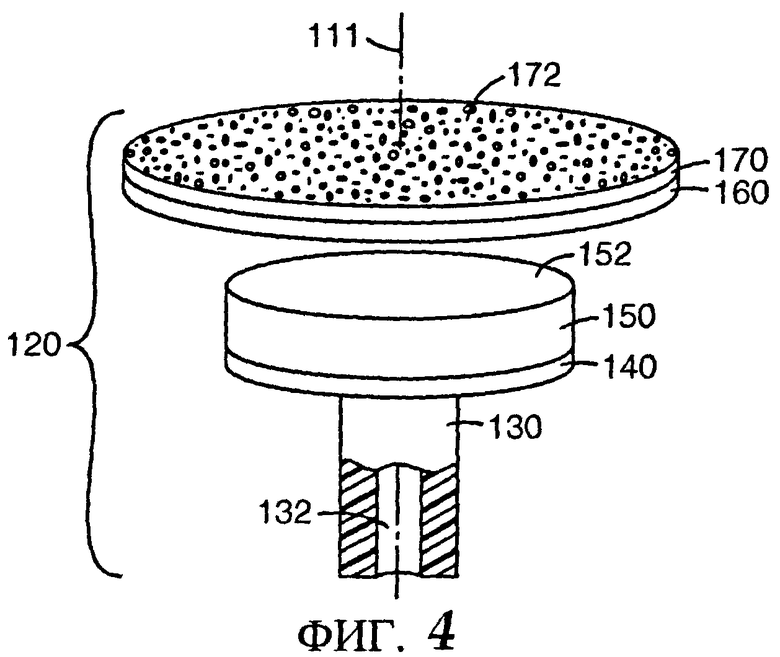
1. Способ зачистки поверхности детали, включающий
использование абразивного изделия, установленного на валу инструмента с механическим приводом, причем вал выступает из корпуса, в котором находится двигатель инструмента с механическим приводом, при этом абразивное изделие содержит
основание с установочной поверхностью,
втулочную муфту, имеющую отверстие для съемного размещения в нем вала инструмента с механическим приводом и соединенную с основанием со стороны, противоположной установочной поверхности,
упругий сжимаемый элемент, прикрепленный к установочной поверхности основания и имеющий первую основную поверхность, обращенную к установочной поверхности основания, и вторую основную поверхность, обращенную в противоположную сторону, при этом первая основная поверхность и вторая основная поверхность сжимаемого элемента имеют размер, равный или превышающий размер установочной поверхности основания, и
абразивный элемент, прикрепленный к упругому сжимаемому элементу и имеющий первую основную поверхность и абразивную поверхность, причем абразивная поверхность обращена в сторону, противоположную сжимаемому элементу, а первая основная поверхность абразивного элемента и абразивная поверхность превышают размер второй основной поверхности сжимаемого элемента, в результате чего часть первой основной поверхности абразивного элемента не закреплена на сжимаемом элементе,
осуществление соприкосновения поверхности детали и абразивной поверхности абразивного изделия и
сообщение возвратно-поступательного вращения абразивной поверхности абразивного изделия относительно оси вращения, проходящей через абразивную поверхность, за счет возвратно-поступательного вращения вала инструмента с механическим приводом с обеспечением зачистки поверхности детали абразивной поверхностью абразивного изделия при возвратно-поступательном вращении абразивной поверхности абразивного изделия вокруг оси вращения.
2. Способ по п.1, отличающийся тем, что абразивная поверхность является плоской, когда абразивное изделие не используется.
3. Способ по п.2, отличающийся тем, что плоская абразивная поверхность ориентирована перпендикулярно оси вращения, когда абразивное изделие не используется, при этом ось вращения проходит через центр абразивной поверхности, когда абразивное изделие не используется.
4. Способ по п.1, отличающийся тем, что упругий сжимаемый элемент имеет форму диска.
5. Способ по п.1, отличающийся тем, что упругий сжимаемый элемент способен вызывать торсионную деформацию абразивного изделия путем обеспечения поворота сжимаемого элемента при изменении направления вращения вала инструмента.
6. Способ по п.1, отличающийся тем, что абразивное изделие включает упругую опорную прокладку, прикрепленную к сжимаемому элементу и расположенную между сжимаемым элементом и абразивным элементом, причем опорная прокладка имеет первую основную поверхность, обращенную к сжимаемому элементу, и вторую основную поверхность, обращенную к абразивному элементу, причем первая основная поверхность и вторая основная поверхность опорной прокладки имеют размер, превышающий размер второй основной поверхности сжимаемого элемента.
7. Способ по п.1, отличающийся тем, что основная часть абразивной поверхности остается в контакте с плоским участком зачищаемой поверхности детали, когда ось вращения ориентирована не перпендикулярно плоскому участку поверхности детали.
8. Абразивное изделие, содержащее
основание с установочной поверхностью,
втулочную муфту, имеющую отверстие для съемного размещения в нем вала инструмента с механическим приводом и соединенную с основанием со стороны, противоположной установочной поверхности,
упругий сжимаемый элемент, имеющий форму диска, прикрепленный к установочной поверхности основания и имеющий первую основную поверхность, обращенную к установочной поверхности основания, и вторую основную поверхность, обращенную в противоположную сторону, причем первая основная поверхность и вторая основная поверхность сжимаемого элемента имеют размер, равный или превышающий размер установочной поверхности основания, при этом упругий сжимаемый элемент выполнен с обеспечением торсионной деформации абразивного изделия путем поворота сжимаемого элемента при изменении направления вращения вала инструмента, и
абразивный элемент, прикрепленный к упругому сжимаемому элементу и имеющий первую основную поверхность и абразивную поверхность, причем абразивная поверхность обращена в сторону, противоположную сжимаемому элементу, и является, по существу, плоской, когда не используется, при этом первая основная поверхность абразивного элемента и абразивная поверхность превышают размер второй основной поверхности сжимаемого элемента, в результате чего часть первой основной поверхности абразивного элемента не закреплена на сжимаемом элементе.
9. Изделие по п.8, отличающееся тем, что площадь абразивной поверхности составляет приблизительно 500 мм2 или менее.
10. Изделие по п.8, отличающееся тем, что толщина упругого сжимаемого элемента составляет 1,5 мм или более.
11. Изделие по п.8, отличающееся тем, что объем упругого сжимаемого элемента может уменьшаться по меньшей мере на 10% при приложении сжимающей силы, при этом упругий сжимаемый элемент восстанавливает по меньшей мере 50% от утраченного объема в течение одной минуты или менее после устранения сжимающей силы.
12. Изделие по п.8, отличающееся тем, что упругий сжимаемый элемент включает в себя эластомер.
13. Изделие по п.8, отличающееся тем, что упругий сжимаемый элемент включает в себя сжимаемый материал, модуль упругости которого составляет приблизительно от 1500 до приблизительно 4,9·105 Па.
14. Абразивный инструмент, содержащий
приводное устройство с выходным валом, имеющим возможность возвратно-поступательного вращения относительно оси и выступающий из корпуса, в котором находится двигатель инструмента с механическим приводом,
абразивное изделие с абразивной поверхностью, закрепленное на выходном валу таким образом, что ось вращения проходит через абразивную поверхность, а выходной вал при его возвратно-поступательном движении сообщает возвратно-поступательное вращение абразивному изделию относительно оси вращения, при этом абразивное изделие содержит
основание с установочной поверхностью,
втулочную муфту, имеющую отверстие для съемного размещения в нем вала инструмента с механическим приводом и соединенную с основанием со стороны, противоположной установочной поверхности,
упругий сжимаемый элемент, прикрепленный к установочной поверхности основания и имеющий первую основную поверхность, обращенную к установочной поверхности основания, и вторую основную поверхность, обращенную в противоположную сторону, при этом первая основная поверхность и вторая основная поверхность сжимаемого элемента имеют размер, равный или превышающий размер установочной поверхности основания, и
абразивный элемент, прикрепленный к упругому сжимаемому элементу и имеющий первую основную поверхность и абразивную поверхность, причем абразивная поверхность обращена в сторону, противоположную сжимаемому элементу, а первая основная поверхность абразивного элемента и абразивная поверхность превышают размер второй основной поверхности сжимаемого элемента, в результате чего часть первой основной поверхности абразивного элемента не закреплена на сжимаемом элементе.
15. Инструмент по п.14, отличающийся тем, что упругий сжимаемый элемент имеет форму диска.
16. Инструмент по п.14, отличающийся тем, что упругий сжимаемый элемент выполнен с обеспечением торсионной деформации абразивного изделия путем поворота сжимаемого элемента при изменении направления вращения вала инструмента.
17. Инструмент по п.14, отличающийся тем, что площадь абразивной поверхности составляет приблизительно 500 мм2 или менее.
18. Инструмент по п.14, отличающийся тем, что толщина упругого сжимаемого элемента составляет 1,5 мм или более.
19. Инструмент по п.14, отличающийся тем, что основная часть абразивной поверхности остается в контакте с плоским участком зачищаемой поверхности детали, когда ось вращения ориентирована не перпендикулярно плоскому участку поверхности детали.
| US 5209022 А, 11.05.1993 | |||
| US 5962120 А, 05.10.1999 | |||
| НАСАДКА ШЛИФОВАЛЬНАЯ, ПОЛИРОВАЛЬНАЯ С ДИСКОВЫМ РАБОЧИМ ОРГАНОМ (ВАРИАНТЫ) | 2004 |
|
RU2289501C2 |
| РОЛИКОЛОПАСТНАЯ МАШИНА | 1999 |
|
RU2158852C1 |

