Изобретение относится к области металлургии, а именно к способам формирования и модификации режущей кромки инструмента из быстрорежущих сталей и твердых сплавов, применяемого для холодной и горячей механической обработки в машиностроении.
Известны различные способы модификации поверхности рабочей кромки режущего инструмента за счет нанесения износостойких покрытий на поверхность материала.
Известен способ получения сверхтвердого многослойного алмазоподобного покрытия (патент России №2360032, С23С 14/24, публ. 27.06.2009 г.), обеспечивающего формирование ровной режущей кромки на изделии, включающий предварительную плазменную очистку поверхности изделия в вакуумной камере ускоренными ионами при давлении 10-3- 10 Па, нанесение плазменным методом адгезионного слоя толщиной 1-500 нм из металла, выбранного из группы, включающей алюминий, хром, цирконий, титан, германий, или из кремния, или из их сплавов, при одновременном приложении к изделию постоянного или импульсного отрицательного напряжения 1-1500 В. Далее наносится переходный слой толщиной 1-500 нм, состоящий из смеси углерода и металла, входящего в группу, содержащую алюминий, хром, цирконий, титан, германий, или из кремния, или из их сплавов, при изменении по возрастающей концентрации углерода в этой смеси от 5-95 ат. % и при одновременном приложении к изделию постоянного или импульсного отрицательного напряжения 1-1500 В., и нанесение по меньшей мере одного слоя углеродной алмазоподобной пленки с помощью катодного распыления графита, или лазерным распылением графита, или плазменной деструкцией углеродсодержащих газов или паров углеродсодержащих жидкостей.
Покрытие, получаемое при использовании данного способа, действительно отличается повышенной износостойкостью и ровностью режущей кромки, однако использование данного способа в промышленных условиях требует значительных финансовых и временных затрат, что не всегда возможно в условиях современного промышленного производства.
Известен способ двойного шлифования изделия алмазной пудрой (патент России №2649604, С23С 24/02, публ. 25.10.2016 г.), включающий последовательное двойное шлифование посредством чугунного круга: на первом этапе шлифуют в течение 30 мин. с использованием алмазной пудры АСМ 40/28, а на втором этапе шлифуют в течение 15 мин. с использованием алмазной пудры АСМ 14/10.
Формирующийся при этом размер «пилообразности» режущей кромки твердосплавного изделия зависит или от размера алмазной пудры или от размера зерна полируемого материала. Известное техническое решение не позволяет получить ровную режущую кромку с размером «пилообразности» менее размера зерна материала пластины.
Процесс шлифования заключается в выравнивании выступов на поверхности и осуществляется двумя механизмами: это или шлифование более мелким абразивом или процессом истирания более твердой поверхностью по более мягкой поверхности. При полировании эти два процесса в большей или меньшей степени протекают параллельно. При полировании всегда имеется зазор между полирующей и полируемой поверхностями, заполненный абразивом и продуктами полирования. Часто для хорошего отвода продуктов полирования используют воду, а полирующий рабочий орган состоит из щеткообразного материала (бархат, волосяные щетки, фетр, сукно и т.д.).
Физически процесс полирования заключается в неравномерном съеме материала с полируемой поверхности, причем с выступов материал снимается в большем объеме и с большей скоростью, чем с впадин. При этом поверхность постепенно выравнивается. Однако на краях полируемого изделия за счет щеткообразного материала изменяется механизм полировки и впадины будут также быстро сполировываться как и выступы. И, если впадины совпадают с границей зерна или дефекта, то скорость съема материала в этой впадине может превысить скорость съема материала с выступа. Так формируется пилообразный режущий край пластин. В результате значительно снижается износостойкость твердосплавного изделия, а у неперетачиваемых пластин режущий край является основным нагруженным рабочим органом. Целью полировки и является выравнивание пилообразности режущей кромки.
При полировании, в отличии от шлифования, используются только свободные абразивы. Носителями абразивов при полировании являются эластичные круги, щетки и полировники. Полировка удаляет мельчайшие внешние неровности и делает поверхность совершенно гладкой, снимая очень небольшое количество металла. Используя частицы небольшого размера, полирование может снять все деформации и царапины от тонкого шлифования.
При обработке твердых сплавов известными методами и средствами, изложенными, например, в ГОСТ 9391-80 (шлифование, полирование, травление), используют алмазную пудру при шлифовании их на чугунных кругах как одной из операций для определения пористости и микроструктуры, а также для доводки твердосплавных изделий до требуемых размеров. Однако использование алмазной пудры во время полирования с добавлением чешуйчатого графита или графена для получения ровной режущей кромки и покрытия на обрабатываемой поверхности твердого сплава не известно из уровня техники.
Предлагаемое изобретение направлено на новое, неизвестное ранее применение известного метода - операции полирования алмазной пудрой с механическим нанесением на поверхность пластины сплошного покрытия из графена или чешуйчатого графита за счет его высокой адгезионной способности, что значительно повышает износостойкость инструмента.
Поставленная задача решается за счет того, что в способе формирования поверхности твердого сплава с износостойким покрытием, включающем полирование алмазной пудрой на мягком плоском круге в течение 2-5 минут или в стакане в течение 30 минут, дополнительно в полировочную смесь вводится графен, или чешуйчатый графит в количестве 0,1-2,0% от объема полировочной смеси, при этом алмазная пудра имеет зернистость 1/0-3/2.
Заявляемое изобретение не следует из уровня техники явным образом, поскольку даже при известности такого объекта, как алмазная пудра, и известности ее структуры и свойств, неизвестна возможность сочетания алмазной пудры и графена или чешуйчатого графита при формировании в процессе полирования покрытия поверхности обрабатываемого изделия.
В процессе исследования было замечено, что если проводить операцию полирования при помощи алмазной пудры с добавлением чешуйчатого графита или графена, то на обрабатываемой поверхности формируется полное покрытие из графена за счет натирания пластинок графена в борозды и впадины обрабатываемой поверхности.
При добавлении графена или чешуйчатого графита к алмазной пудре в объеме меньше 0,1% от объема полировочной смеси, графеновой пленки на твердосплавной пластине практически не образуется или образуется частично и это не улучшает свойства пластины. При введении графена или чешуйчатого графита в полировочную смесь свыше 2,0% от объема полировочного материала резко снижается скорость полировки и не наступает выравнивания режущей кромки.
Для оценки качества полученной поверхности с нанесенным покрытием из графена или чешуйчатого графита использовали метод измерения коэффициента трения. Как известно, коэффициент трения является интегральным параметром, зависящим одновременно от ряда механических величин: адгезии, шероховатости, предела упругости, модуля упругости, пластичности, прочности и др.
Для подтверждения возможности реализации предложенного изобретения были изготовлены режущие пластины из твердого сплава SNMG 124 408Q2PCP 125 L, которые одновременно подвергали полированию В первом случае на полировочном станке «NERIS» на сукне, при 900 об/мин. полировочного круга, с применением алмазной пасты зернистостью 1/0-3/2, смешанной с чешуйчатым графитом и постоянным орошением круга водой. А во втором случае пластины зажимались в патрон сверлильного станка и вращались с частотой вращения образцов 500 об/мин. в стакане, заполненном абразивом, состоящим из алмазной пудры АСМ 1/0-АСМ 3/2, смешанной с графеном в разных пропорциях. В первом случае полирование длилось 2 мин., во втором случае полирование длилось 30 мин.
Результаты исследования физико-механических свойств твердосплавных пластин SNMG 124 408Q2PCP 125 L при различных условиях обработки приведены в таблице.
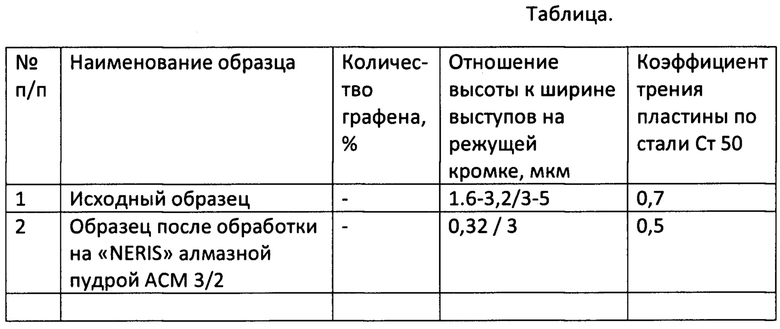
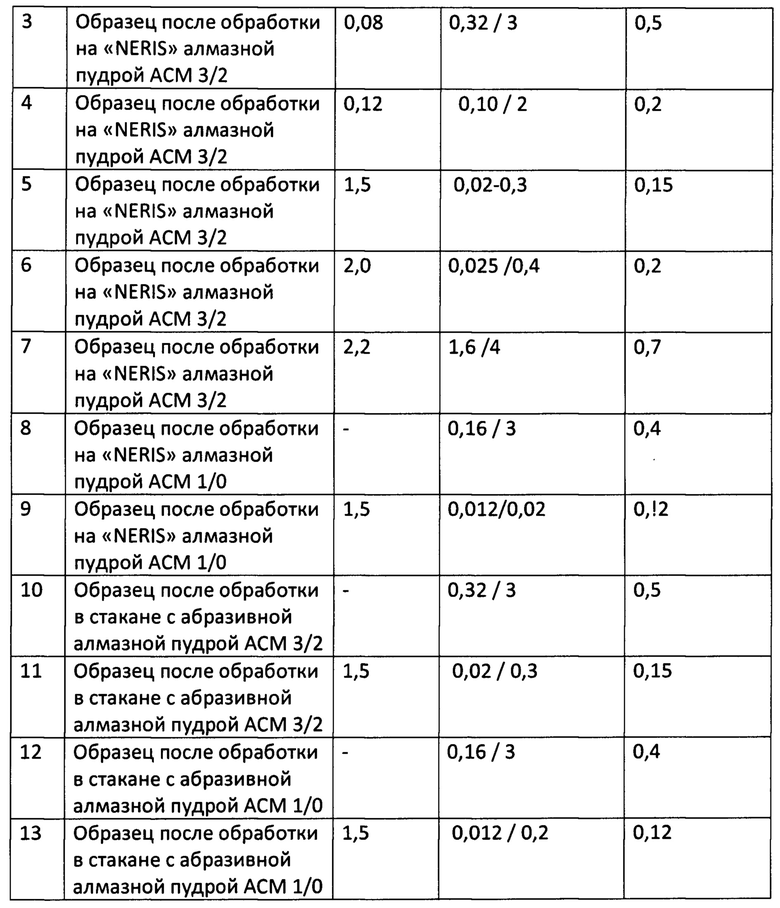
Как видно из таблицы, полировка рабочей поверхности и режущей кромки выравнивает неровности, а добавление графена, или чешуйчатого графита еще больше выглаживает поверхность и неровность режущей кромки и резко снижает коэффициент трения с обрабатываемым материалом.
Следует подчеркнуть, что предлагаемое техническое решение принципиально отличается от давно известных методов полирования тем, что в состав абразивной смеси вводится графен, или чешуйчатый графит. Более высокое сглаживание неровностей достигается за счет того, что графен закрывает борозды и впадины, а полируются в первую очередь выступы. Присутствие графена на поверхности резко снижает коэффициент трения с обрабатываемым материалом.
Предлагаемое изобретение может быть введено в технологический цикл заводов-изготовителей твердых сплавов или металлообрабатывающих предприятий при необходимости формирования ровной режущей кромки и поверхности сплава, обладающего за счет этого более высокой износостойкостью и позволяющей повысить чистоту обработки изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИМЕНЕНИЕ ДВОЙНОГО ШЛИФОВАНИЯ ИЗДЕЛИЯ АЛМАЗНОЙ ПУДРОЙ В КАЧЕСТВЕ СПОСОБА НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2016 |
|
RU2649604C2 |
| Связка для изготовления алмазного инструмента | 1981 |
|
SU990486A1 |
| СПОСОБ ВЫЯВЛЕНИЯ СТРУКТУРЫ ГРАФИТА | 2011 |
|
RU2471166C1 |
| Способ обработки медицинских инструментов с твердосплавными рабочими частями | 2024 |
|
RU2840437C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| СПОСОБ ОГРАНКИ МЯГКОГО ЮВЕЛИРНОГО МАТЕРИАЛА, НАПРИМЕР ЖЕМЧУГА, С ВЫСОКОТОЧНОЙ ПОЛИРОВКОЙ НА СВОБОДНОМ АБРАЗИВЕ | 2011 |
|
RU2467099C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПОВЕРХНОСТИ ОБРАЗЦА ГРАФИТСОДЕРЖАЩИХ КОМПОЗИТОВ | 2013 |
|
RU2535952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2023 |
|
RU2825806C1 |
| Способ изготовления чеканочного штемпеля и чеканочный штемпель | 2020 |
|
RU2752409C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
Изобретение относится к области металлургии и может быть использовано при формировании режущей кромки инструмента из твердых сплавов и быстрорежущих сталей. В процессе формирования режущей поверхности пластин из твердого сплава производят полирование полировочной смесью с использованием алмазной пудры, которое осуществляют на мягком плоском круге в течение 2-5 минут или в стакане с полировальной смесью в течение 30 минут. При этом в полировочную смесь дополнительно вводят графен или чешуйчатый графит при следующем соотношении компонентов, об. %: графен или чешуйчатый графит 0,1-2,0; алмазная пудра – остальное, причем алмазная пудра имеет зернистость 1/0-3/2. В результате повышается износостойкость инструмента за счет обеспечения ровной режущей кромки и покрытия на обрабатываемой поверхности твердого сплава. 1 табл.
Способ формирования поверхности твердого сплава с износостойким покрытием, включающий полирование с использованием полировочной смеси с алмазной пудрой, отличающийся тем, что полирование осуществляют на мягком плоском круге в течение 2-5 минут или в стакане с полировочной смесью в течение 30 минут, при этом алмазная пудра имеет зернистость 1/0 - 3/2, а полировочная смесь дополнительно содержит графен или чешуйчатый графит при следующем соотношении компонентов, об. %:
| ПРИМЕНЕНИЕ ДВОЙНОГО ШЛИФОВАНИЯ ИЗДЕЛИЯ АЛМАЗНОЙ ПУДРОЙ В КАЧЕСТВЕ СПОСОБА НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2016 |
|
RU2649604C2 |
| WO 1994025641 А1, 10.11.1994 | |||
| Ручная косилка | 1928 |
|
SU11375A1 |
| ЗАЩИТНОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ | 1991 |
|
RU2026412C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2329947C1 |

