Изобретение относится к изготовлению алмазно-абразивного инструмента, в частности, к способу изготовления абразивных втулок для канатного пиления.
Ближайшим аналогом по технической сущности и наибольшему количеству существенных признаков, сходных с заявленным способом, может быть выбран способ изготовления режущего элемента, преимущественно для обработки камня, включающий нанесение абразивного, например алмазного, порошка на стальную втулку [1].
Предложенный способ позволяет исключить применение сложного оборудования (например, водородных печей, графитовых форм, специальной шихты или оборудования для гальваностении), упростить процесс изготовления алмазного инструмента, удешевить оснастку для его изготовления.
Это достигается благодаря тому, что абразивный материал, например, алмазный порошок, вдавливается в стальную основу (втулку) в момент достижения ею пластического состояния, но при этом ее температура не должна превышать температуру перекристаллизации абразивного материала, а само устройство для получения абразивного инструмента состоит из четырех основных деталей из немагнитного материала и аппарата для создания токов высокой частоты (т.в.ч.).
На чертеже дана схема осуществления способа.
На стержень 1, проходящий по центру цилиндрической плоскости пресс-формы 2, выполненной, как и стержень 1 (или заодно с ним), из немагнитного материала (например, бронзы, нержавеющей стали и пр.), устанавливается (надевается) стальная металлическая втулка 3, служащая основой абразивного инструмента канатной пилы, причем втулка выполнена из "мягкой" стали, например ст. 3. Далее на этот же стержень 1 устанавливается другая втулка, но уже из немагнитного материала, которая стопорится диском 5. Пространство - зазор, образованный внутренней полостью цилиндра пресс-формы 2 и поверхностями втулок 3 и 4, заполняется абразивным материалом 6, например алмазным порошком, в который может быть добавлен порошок легкоплавкого припоя. На пресс-форму 2 устанавливают прижимное устройство 7, которое при воздействии на него определенного усилия P сдавливает абразивный материал (шихту) 6 в момент разогрева втулки 3 до пластического состояния, но не выше температуры перекристаллизации абразивного порошка, токами высокой частоты, образованными индуктором 8 высокочастотной установки (не показана). При нагреве втулки 3 ее поверхность расширяется (радиальное увеличение), и в этот момент под воздействием осевой нагрузки, образованной прижимным устройством 7, происходит радиальное движение абразивного материала 6 в сторону поверхности втулки 3 и его проникновение в поверхностный слой втулки 3. При наличии в шихте припоя он расплавляется в контактном слое втулка 3 - шихта 6. При остывании втулки 3 происходит ее линейное сужение, благодаря чему проникшие в ее поверхностный слой абразивные зерна 6 будут надежно удерживаться, образуя режущий слой абразивного инструмента.
В процессе разогрева втулки 3 для охлаждения пресс-формы 2 со стержнем 1 к ним по каналам 9 через штуцер 10 подводится охлаждающая жидкость, которая после нагрева выводится через канал 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2296041C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АЛМАЗНЫХ ЧАСТИЦ, ГРАНУЛА АЛМАЗНОЙ ЧАСТИЦЫ И СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ СЕГМЕНТОВ | 1992 |
|
RU2056993C1 |
| Способ изготовления спеченных составных изделий | 1990 |
|
SU1752520A1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| АЛМАЗНОЕ ДОЛОТО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЗЦОВ | 2013 |
|
RU2536901C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Канатная пила | 1986 |
|
SU1491736A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| КОМПОЗИЦИОННЫЙ ПРИПОЙ ДЛЯ ПАЙКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2014 |
|
RU2588928C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
Изобретение относится к изготовлению алмазно-абразивного инструмента, в частности, к способу изготовления абразивных втулок для канатного пиления. Способ изготовления режущего элемента, преимущественно для обработки камня включает размещение абразивного, например алмазного порошка в зазоре между стальной втулкой и цилиндрической поверхностью пресс-формы. Пресс-форму устанавливают в индуктор установки ТВЧ. Стальную втулку разогревают ТВЧ до пластического состояния и ее радиального линейного расширения. Абразивный порошок вдавливают в поверхность стальной втулки посредством сжимающей нагрузки. Основные детали пресс-формы выполнены из немагнитного материала. Втулка выполнена из стали с магнитными свойствами. Корпус охлаждают жидкостью, которую подводят по входным и выходным каналам, выполненным в корпусе пресс-формы. Способ позволяет исключить применение сложного оборудования, упростить процесс изготовления алмазного инструмента, удешевить оснастку. 1 з.п. ф-лы, 1 ил.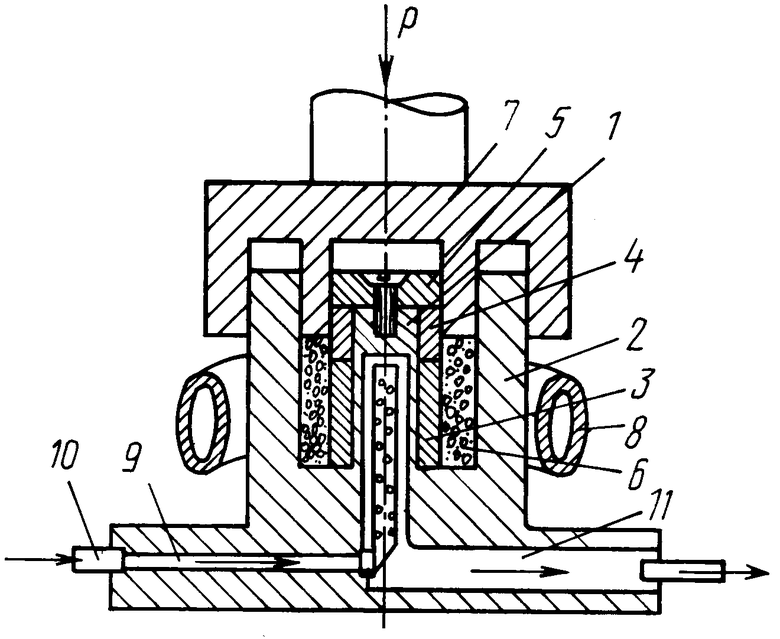
| SU, авторское свидетельство, 1168418 кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
